Witam
Przy mojej maszynce nie ma zadnego hamulca, przynajmniej nic takiego z niej niej wydlubalem. Po przelaczniku, jesli byl, zostala oska i otwor na sruby - to wydedukowalem, przegladajac foty Kargerow.
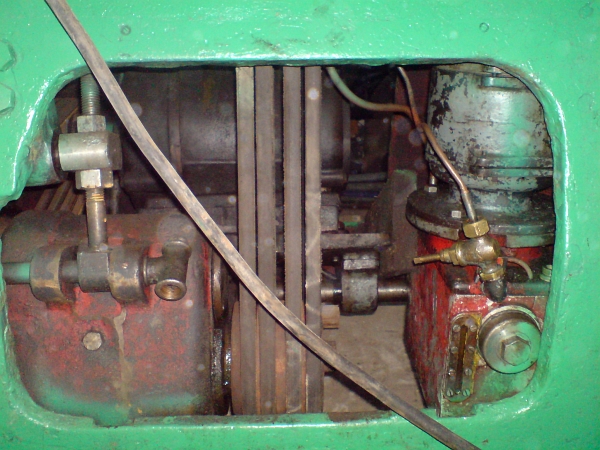
Skrzynka z bezpiecznikami u mnie jest pewnie kombinowana, ale pewnie polowe rzeczy jest starych, kto wie. Silniki wszystkie tj, glowny 4,5KW, pompy olejowej 0,4KW oraz pompy chlodziwa ( nie rozbieralem jeszcze tego ustrojstwa) sa starego typu, to znaczy przede wszystkim wielki i bez zeberek.
Sa to slniki Brown Boweri, węgierskie, tak jak moja tokarka, ktora jest z Budapesztenskiej Fabryki Obrabiarek.
Nie ma nigdzie napisanego roku produkcji na zadnym elemencie. nie ma na korpusie nadlewow ,,G. Karger".
Faktycznie gwintow jest co niemiara. Samych metrycznych jest 4 kombinacje kol zmianowych z zakresami ktore sie niejako przenikaja.
W temacie, ktory zalozylem podalem kilka zdjec tabliczek, ktore mam. Mam wszystkie tabliczki, ale ta z gwintami jako jedyna jest nieczytelna.
Dziwne, ale jak na silnik 4,5KW, to przy wlaczaniu zarowka ledwo ledwo sie przyciemnia, ta sama zarowka przygasa mocniej, jak wlaczam takze 3-fazowy silnik o nowszej konstrukcji 1,1KW.
Popatrzcie na tabliczki znamionowe moich silnikow. Tam jest napisane kombinacje gwiazda i trojkat. Nie doszedlem jescze ja kto startuje.
Nie jestem mocny z elektryki.
O falowniku w Kargerze czytalem w osobnym watku, ciekawe opis Twojej maszynki.
Na razie powoli dochodze z moja do ladu.
Musi zostac tak jak jest.
Wycentrowalem uchwyt i bicie na szczekach spadlo do 0,05mm albo na innych szczekach 0,1mm. - te drugie szczeki nie sa od kompletu z uchwytem. Przegladnalem wszystkie mechanizmy i wiekszosc wola o naprawe, ale nie teraz. Przegladnalem uklad smarowania itd. W zasadzie rozebralem pol tokarki i dobrze bo byla mocno zapuszczona.
Duzo by pisac.
Moze te moje tabliczki cos Koledze powiedza:
https://www.cnc.info.pl/topics56/tokark ... t32962.htm
Dwa razy wylaczajac prawe obroty niechcacy przeciagnalem dzwignia na lewe obroty. Zaznaczam - niechcacy. Bez zajakniecia, plynnie silnik w sekundzie lub poltore jsie zatrzymal i zaczal obracac w przeciwna strone? No ale mialem wtedy obroty wrzeciona ok. 500 tylko.
Skrzynia i pompa oleju jak w Kargerze, tylko paski klinowe zamiast szerokiego jednolitego pasa ze skrzyni na wrzeciono.
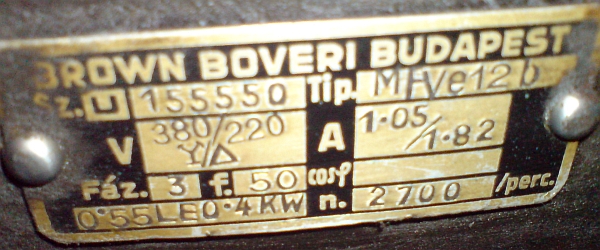
Tabliczka znamionowa z silnika pompy olejowej
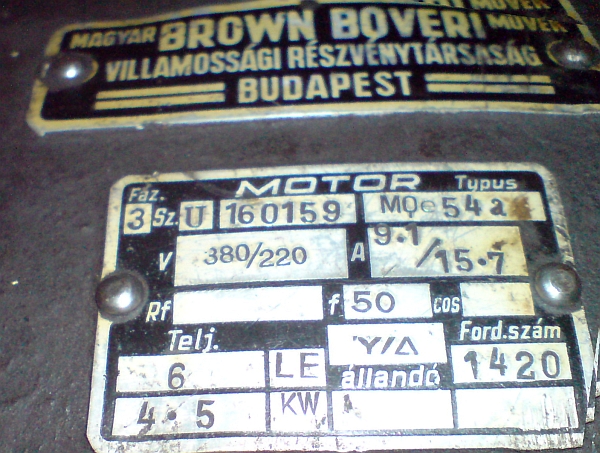
Tabliczka znamionowa z silnika glownego
 [ Dodano: 2012-01-04, 19:50 ]
[ Dodano: 2012-01-04, 19:50 ]
Dobra wiadomość.
Dzięki "metodom tajnych służb specjalnych"

okazalo sie ze moja zatarta na amen tabliczka gwintow, ktora byl czytelna w 25%, jest czytelna w 70%.
W zakresie gwintow metrycznych najprawdopodobniej bedzie mozna odczytac tabliczke w 80-85%. Dla wszystkich 4 zakresow (kol zmianowych).
Jak bede mial wiecej czasu, postaram sie to spisac i przerobic pozniej do arkusza kalkulacyjnego.
Mimo ze widac to dalej nie czaje liczb i cyfr zawartych w taliczce.
Sa dziwne. Niekompatybilne z zakresami skoku gwintow podanymi na tabliczce kol zmianowych, ale same konfiguracje kol zmianowych sie zgadzaja na tabliczce gwintow.
Na spokojnie spisze tabliczke (bo jest malo czytelna, ale przy dobrej wol ida sie duzo odczytac). Wtedy bede kombinowal co dana konfiguracja znaczy.
Na pewno jest jakis klucz. Na tabliczce gwintow jest opis wszystkich kol zmianowych itd, na samej gorze, i chyba jak dzwignie trzeba wlaczyc, ale to slownie, po niemiecku, nie ma schematycznych rysunkow. Muusze poswiecic troche czasu i to pospisywac i odszyfrowac.
Jak juz spisze te tabele gwintow, zamieszce ja na tym forum dla potomnosci.
Tabela bedzie niekompletna, ale zawsze to cos, na pewn obeda kompletne gwinty modulowe i chyba DP oraz cos, czego nie potrafie odszyfrowac z niemieckiego "Feinvorschub" o zakresie: 0,008-0,12 mm/UMD.(pisalem o tym w osobnym temacie). No i gwinty metryczne w zakresie 0,25-3,75 prawie wszystkie konfiguracje, 4-30 tez wiekszosc. Niestety duzo gorzej zakres: 0,2-3 a najmniej widoczny jest zakres 3,2-12.
[ Dodano: 2012-01-05, 17:13 ]
Witam
Sprężyłem sie i odczytalem tabliczke gwintow metrycznych ( 4 zakresy )
Pelny opis jest w temacie :
https://www.cnc.info.pl/topics56/tokark ... htm#237362
Nie bede tutaj tego opisu powielal. W pozniejszym czasie zamieszcze pelna tabel gwintow i posuwow w funkcji predkosci wrzeciona. Jeszcze tych danych nie spisalem, a wierzcie mi, odszyfrowywanie zatartej tabliczki zabiera mnostwo czasu. Na pierwszy rzut oka nie widac tam nic, ale przy odrobinie dobrej woli i samozaparcia cokolwiek mozna odczytac.
Moze sie przydac.





")

")







