



Koledzy,
mam pytanie. Puściłem taki kod do wycięcia (w załączeniu).
Wygenerowany w CamBam.
Jak zaczęło ciąć to płynne to to nie było. Najpierw myślałem, że coś z kompem.
Puściłem inny program i wsio ok.
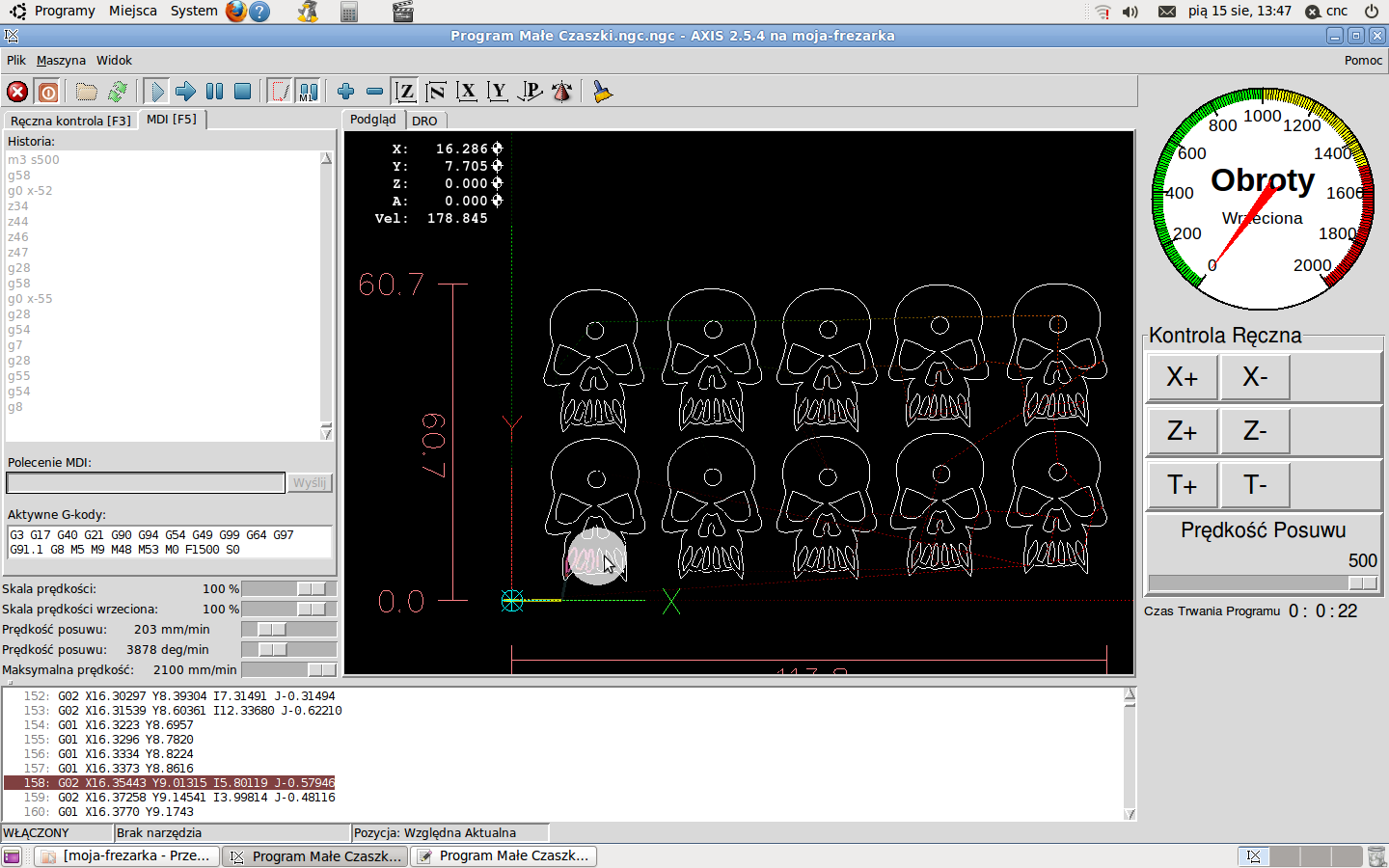
Tak myślę, czy to nie przypadkiem wina ilości miejsc po przecinku w koordynatach ?
Tak na marginesie, ustawiał ktoś może sobie CamBam pod Linuxa i może pomóc ?
EDIT
QWA,
już dziesięc minut mecze sie jak załączyć plik..
[ Dodano: 2014-08-13, 00:27 ]
No inaczej nie dalem rady z załącznikiem
http://redexit.pl/upload/male.zip
Dziwne zachowanie
-
bartwaw
Autor tematu - Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 5
- Posty: 111
- Rejestracja: 22 maja 2010, 23:13
- Lokalizacja: Zabrze
- Kontakt:
Dziwne zachowanie
Pozdrawiam
Bartek
-----------------------------------
1% podatku dla mojej córci. Informacje jak jej pomóc oraz jej prywatny blog
http://www.igunia.pl
Bartek
-----------------------------------
1% podatku dla mojej córci. Informacje jak jej pomóc oraz jej prywatny blog
http://www.igunia.pl
Tagi:


-
 syntetyczny
syntetyczny
- Lider FORUM (min. 2000)
")
- Posty w temacie: 3
- Posty: 2696
- Rejestracja: 08 gru 2009, 22:33
- Lokalizacja: Elbląg
- Kontakt:
-
bartwaw
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 5
- Posty: 111
- Rejestracja: 22 maja 2010, 23:13
- Lokalizacja: Zabrze
- Kontakt:
Rysunek w cambam to splajny i widać podzielił on je sobie.
Nie mam pojęcia jak to inaczej wygenerować, bo to w sumie same krzywe.
Jako ciekawostkę podam, że ten kod wygenerowany w step2CNC gadał bez zająknięcia.
Jedyne co do G2/G3 musiałem ustawić by cambam dzielił na linie.
Niestety steo2cnc w wersji 2.35 nie interpretuje tych kodów.
Napisałem na forum linuxcnc jednak odesłali mnie do manuala:
http://linuxcnc.org/docs/html/common/User_Concepts.html
TrajectoryPlannera idzie ustawić w 2.6.1 ?
Nie mam pojęcia jak to inaczej wygenerować, bo to w sumie same krzywe.
Jako ciekawostkę podam, że ten kod wygenerowany w step2CNC gadał bez zająknięcia.
Jedyne co do G2/G3 musiałem ustawić by cambam dzielił na linie.
Niestety steo2cnc w wersji 2.35 nie interpretuje tych kodów.
Napisałem na forum linuxcnc jednak odesłali mnie do manuala:
http://linuxcnc.org/docs/html/common/User_Concepts.html
TrajectoryPlannera idzie ustawić w 2.6.1 ?
Pozdrawiam
Bartek
-----------------------------------
1% podatku dla mojej córci. Informacje jak jej pomóc oraz jej prywatny blog
http://www.igunia.pl
Bartek
-----------------------------------
1% podatku dla mojej córci. Informacje jak jej pomóc oraz jej prywatny blog
http://www.igunia.pl
-
syntetyczny
- Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 2696
- Rejestracja: 08 gru 2009, 22:33
- Lokalizacja: Elbląg
- Kontakt:

-
bartwaw
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 5
- Posty: 111
- Rejestracja: 22 maja 2010, 23:13
- Lokalizacja: Zabrze
- Kontakt:
Pozdrawiam
Bartek
-----------------------------------
1% podatku dla mojej córci. Informacje jak jej pomóc oraz jej prywatny blog
http://www.igunia.pl
Bartek
-----------------------------------
1% podatku dla mojej córci. Informacje jak jej pomóc oraz jej prywatny blog
http://www.igunia.pl
-
syntetyczny
- Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 2696
- Rejestracja: 08 gru 2009, 22:33
- Lokalizacja: Elbląg
- Kontakt:
-
Marfeel
- Sympatyk forum poziom 2 (min. 50)
")
- Posty w temacie: 3
- Posty: 57
- Rejestracja: 29 sty 2013, 21:04
- Lokalizacja: Konin
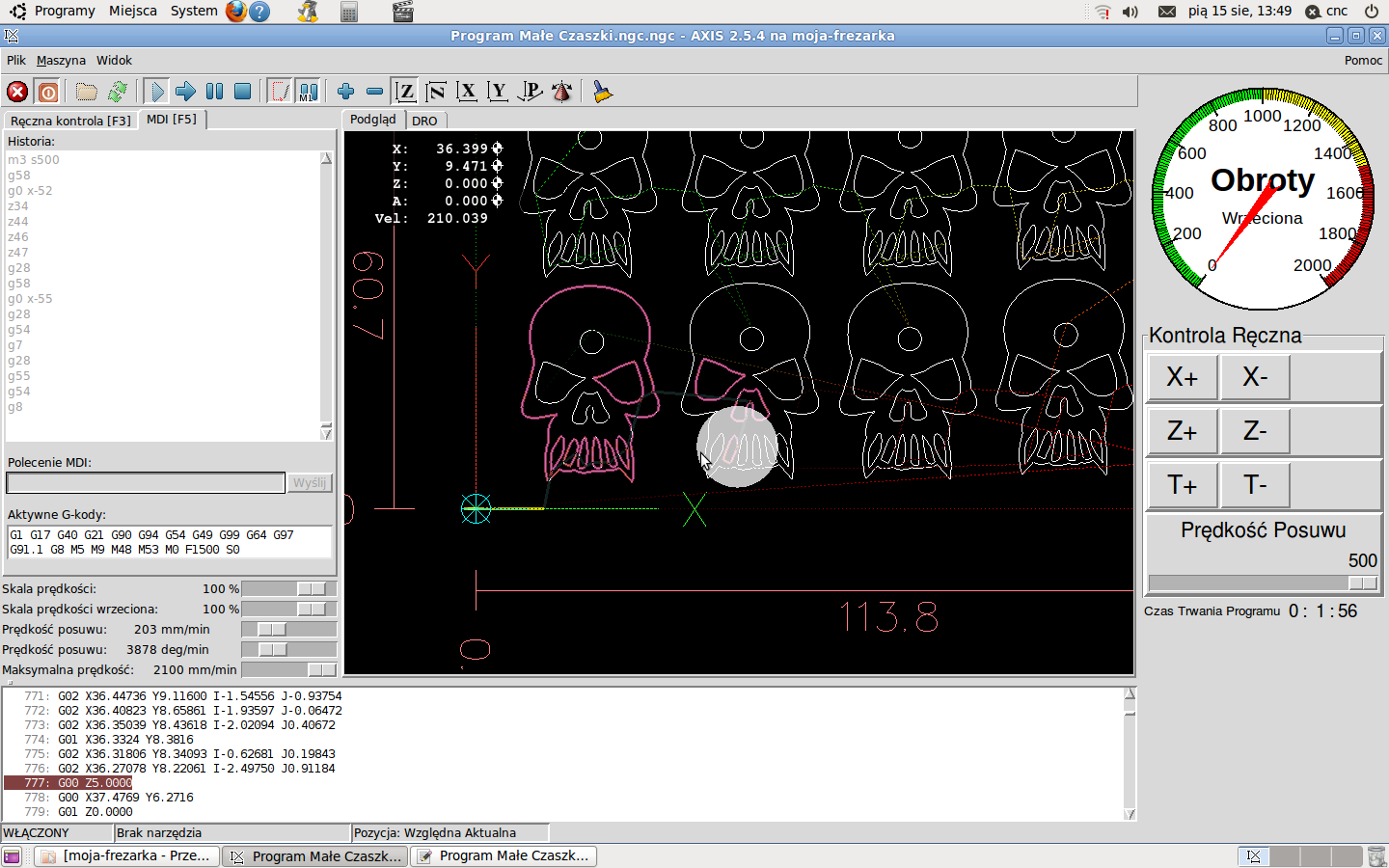
Małe Czaszki
Program właśnie leci na maszynie (na sucho)
Niech kolega sprawdzi poprawność wymiarów bo pisałem na szybko
Brak początku i końca w programie tzn. G54 M3 S??? F??? / G28 M30
Plik prześle na e-mail bo jak zwykle problem z dodanie pliku
podaj swojego e-maila na PW
Niech kolega sprawdzi poprawność wymiarów bo pisałem na szybko
Brak początku i końca w programie tzn. G54 M3 S??? F??? / G28 M30
Plik prześle na e-mail bo jak zwykle problem z dodanie pliku
podaj swojego e-maila na PW
Marfeel
-
bartwaw
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 5
- Posty: 111
- Rejestracja: 22 maja 2010, 23:13
- Lokalizacja: Zabrze
- Kontakt:
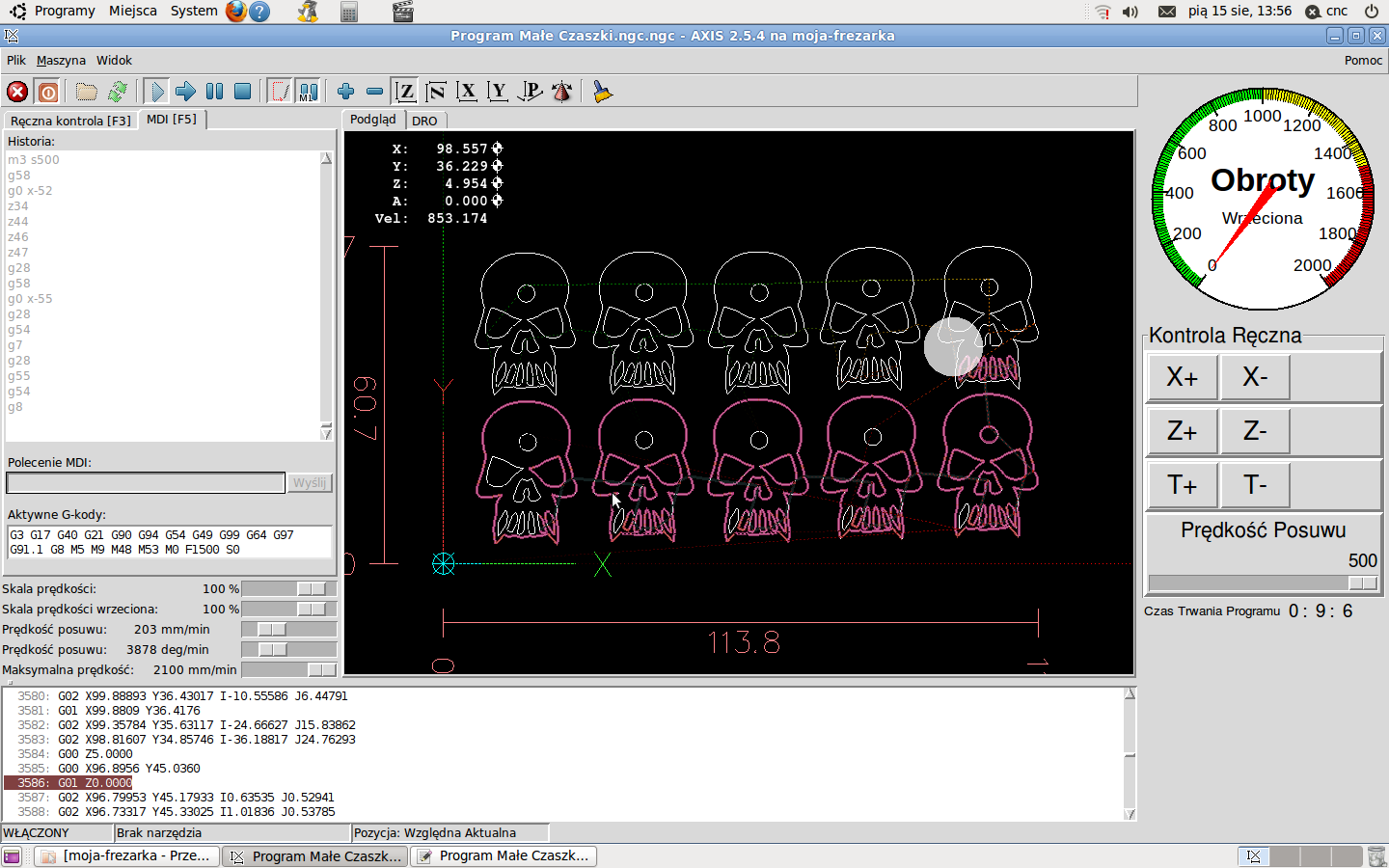
Dałem do G64 P0.01 i znaczna poprawa.
Myślę, że można się pokusić na trochę większy parametr.
M30 jest, zmieniłem postprocesor i zamias M30 mam:
M3 nie ma bo jadę na Kresie
Już podaję maila.
Myślę, że można się pokusić na trochę większy parametr.
M30 jest, zmieniłem postprocesor i zamias M30 mam:
Kod: Zaznacz cały
( end by bart )
G0 Z60
G4 P2.5
G0 Z90.0
G0 X0.0 Y0.0
M30
Już podaję maila.
Pozdrawiam
Bartek
-----------------------------------
1% podatku dla mojej córci. Informacje jak jej pomóc oraz jej prywatny blog
http://www.igunia.pl
Bartek
-----------------------------------
1% podatku dla mojej córci. Informacje jak jej pomóc oraz jej prywatny blog
http://www.igunia.pl






