Potrzebuję w MTS zrobić wgłębienie w kształcie okręgu. Nie ma być to kieszeń tylko okrąg.
Mam taki kod:
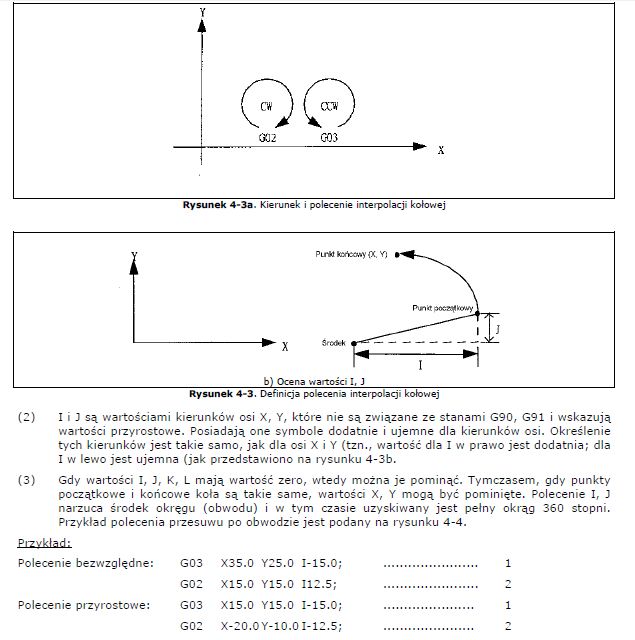
G00 X+30 Y+30
G02 X+60 Y+60 i tu nie wiem co dalej, jak wpiszę promień to nic się nie dzieje.
Jak poprawnie wyliczyć I i J? Gdy wpiszę tam wartości, których suma kwadratów po zpierwiastkowaniu daje promień to program przyjmuje dane ale się nie frezuje elementu.
Pracuje może ktoś na MTS i by mógł mi pomóc.
Interpolacja kołowa


-
 grg12
grg12
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 1
- Posty: 1765
- Rejestracja: 03 sty 2007, 14:27
- Lokalizacja: Wiedeń
po pierszej linii lądujesz w punkcie 30,30. Drugą linia chcesz "dojechać" do punktu 60,60 zaraczając łuk którego średek leży w punkci i,j. Zależnie od ustawień twojego sterowania i,j podaje się jako współrzędne absolutne (podobnie jak wartości x,y) lub offsety. Z twojego opisu wynika że MTS używa offsetów.
Więc - pi razy oko:
G02 X+60 Y+60 I+15 J+15
powinno zrobić łuk o średnicy (około) 21 i środku w punkcie 45,45 (30+15, 30+15). Jeśli nic się nie dzieje - być może nie ustawiłeś prędkości posuwu - G00 z pierwszej linii to przejazd "pusty" wykonywany z prędkością max. G02 to przejazd roboczy - wymaga ustawienia prędkości. Sprubuj wstawić na początku coś w rodzaju "F 100".
Oczywiście są też inne możliwości błedu - np. wyjazd poza obszar roboczy co co tam innego
Więc - pi razy oko:
G02 X+60 Y+60 I+15 J+15
powinno zrobić łuk o średnicy (około) 21 i środku w punkcie 45,45 (30+15, 30+15). Jeśli nic się nie dzieje - być może nie ustawiłeś prędkości posuwu - G00 z pierwszej linii to przejazd "pusty" wykonywany z prędkością max. G02 to przejazd roboczy - wymaga ustawienia prędkości. Sprubuj wstawić na początku coś w rodzaju "F 100".
Oczywiście są też inne możliwości błedu - np. wyjazd poza obszar roboczy co co tam innego
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 2
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława

%
O1
G17
G40
G80
G90
G54
T10 M6
G43 H10
S800 M3
G00 X30. Y30.
Z5.
G01 Z-1. F500.
G02* X30. Y30. I0. J30.
G00 Z5.
M30
%
-----------------------
* G02 możesz zastąpić G03 ...... ruch freza będzie odbywał się w przeciwnym kierunku.
W G- kodach przy współrzędnych o wartościach dodatnich znaku ,,+ '' nie stawiamy.znajomy1 pisze:Potrzebuję w MTS zrobić wgłębienie w kształcie okręgu. Nie ma być to kieszeń tylko okrąg.
Mam taki kod:
G00 X+30 Y+30
G02 X+60 Y+60
...
@grg12 - forumowicz @znajomy1 wszystko pomieszał ..... On chce zrobić okrąg , a nie łuk.grg12 pisze:...
Więc - pi razy oko:
G02 X+60 Y+60 I+15 J+15
powinno zrobić łuk o średnicy (około) 21 i środku w punkcie 45,45 (30+15, 30+15).....
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki

")