




Ponownie chciałbym rozwikłać moje wątpliwości, tym razem odnośnie automatycznego fazowania i zaokrąglania naroży. Przypomnę jeszcze krótko z jakim sprzętem mamy do czynienia i przechodzę do problemu.
Tokarki Nakamura Tome WT100, 150, 250 i 300 dwu i trzy rewolwerowe ze sterowaniem Fanuc Seria 18i-T. Grupa kodów "A".
Napisałem krótki program na sam kontur pewnego elementu na którym znajdują się fazy i zaokrąglenia. Chciałbym się upewnić czy program jest poprawnie napisany i czy znaki przy parametrach K i R są właściwe. Poniżej przedstawiam rysunek oraz program dla górnego rewolweru i głównego wrzeciona.
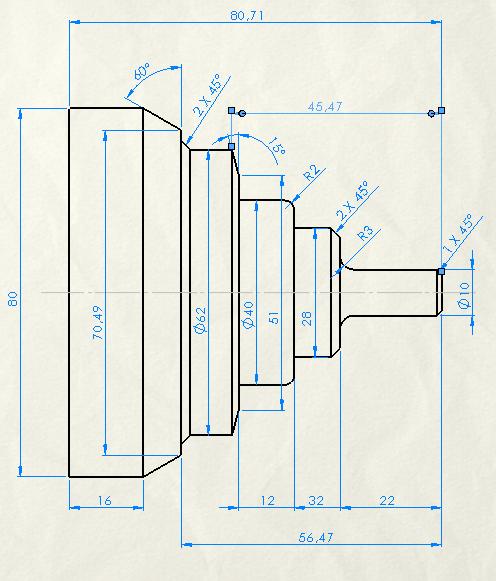
N200 T0202 G54
M41
G50 S2000
G96 S200 M4
G99 F0.2
G0 Z0 X20 M8
G1 X-1
X10 K-1
Z-22 R3
X28 K-2
Z-54
X40 R2
X51
X62, A105
Z-56.47 K-2
X70.49
Z-64.71 X80, A150
Z-80.71
M5 M9
G0 X200 Z50
M30
Jako adres fazowania użyłem parametru „K” ponieważ „C” jest na moich maszynach stosowane jako nazwa osi. Dowiedziałem się, że w takich okolicznościach użycie parametru „C” dla fazowania równało by się z pojawianiem alarmu. Czy to prawda?
Podobna sytuacja tyczy się adresu „A”. Ponieważ jedna z osi posiada nazwę „A” konieczne jest poprzedzenie tego polecania przecinkiem, tak jak jest to w programie.
Chciałbym się jeszcze zapytać jak wyglądał by zapis, gdyby załamanie krawędzi 15 stopni było by wykonywane z osi Z na X
tzn. załóżmy że nasz punkt startowy znajdował by się w
X64.0 Z-45.47, a więc
G1 X62.0 Z-45.47
X51 A-105 ( ?? ) czy może A-75 ( ?? )
X40 ...
Na koniec chciałbym was poprosić o sprawdzenie tego samego programu, ale z użyciem dolnego rewolweru, na prawym wrzecionie.
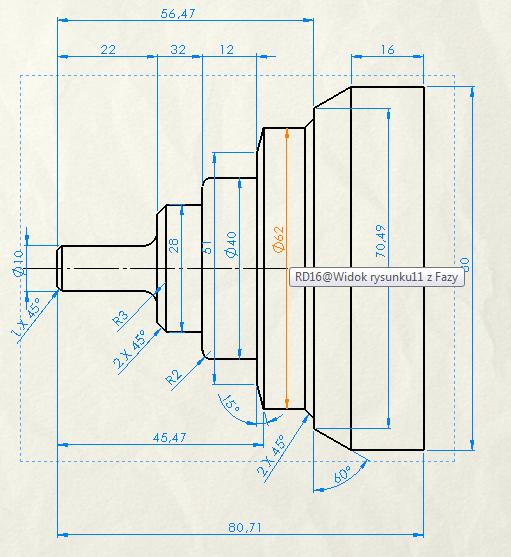
N200 T2424 G55
M441
G50 S2000
G96 S200 M54
G99 F0.2
G0 Z0 X20
G1 X-1
X10 K1
Z22 R3
X28 K2
Z54
X40 R2
X51
X62, A105
Z56.47 K2
X70.49
X80, A150
Z80.71
M5 M9
G0 X200 Z-50
M30


")

")






