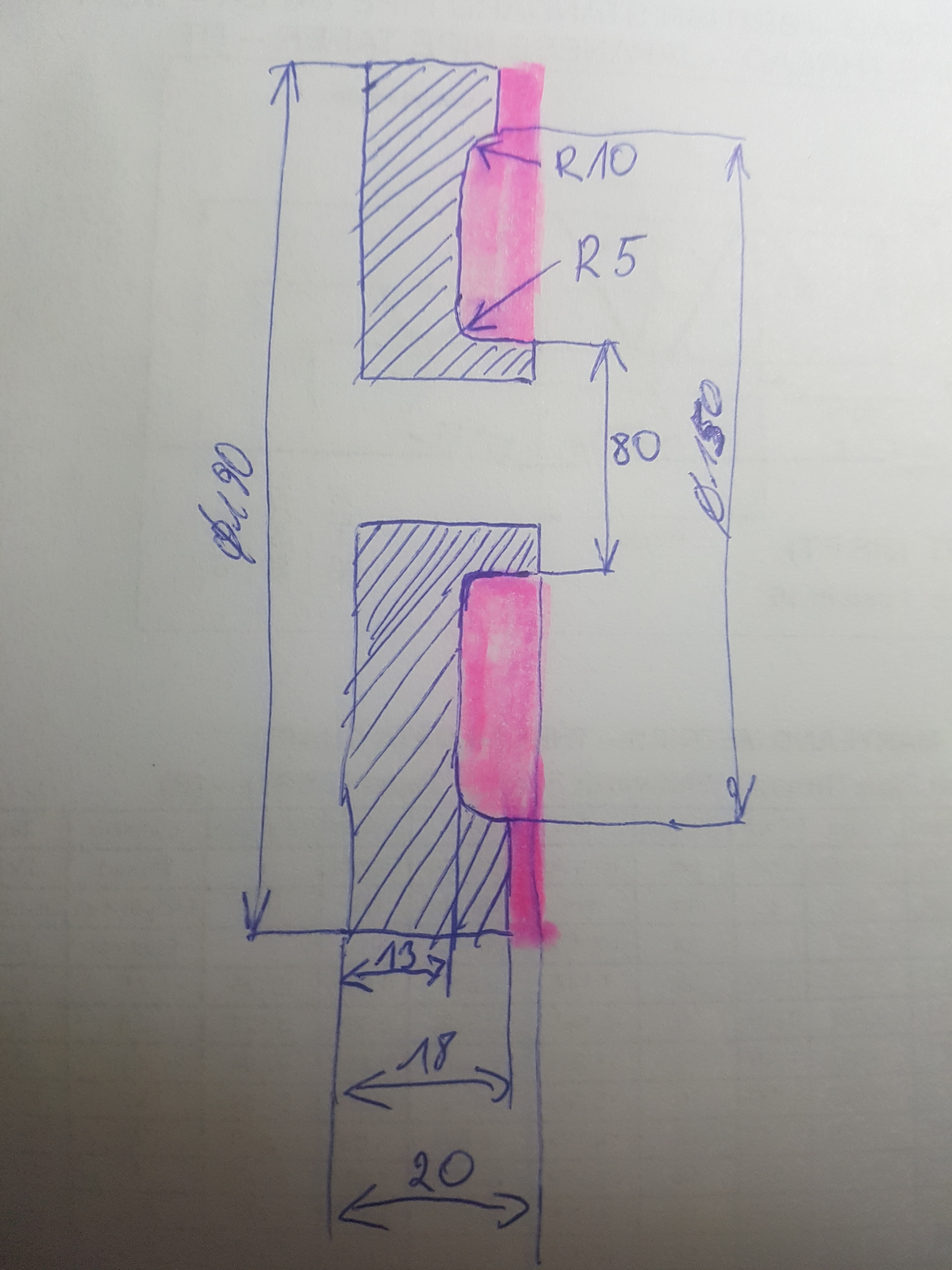
czy ktos wie jak najprosciej wytoczyc taki dekiel rowkowaniem z plytka promieniowa
jak bedzie wygladal program na taki detal z gory dzieki wszytskim
material do wybrania jest zaznaczony kolorem
Obsługa, Programowanie i Budowa Maszyn Numerycznych




")



")
Zapomnij.jasiekxtr1987 pisze:myslalem to zrobic nozem ucinakiem z płytka r2 tylko niewiem czy podejdzie w promieniu r10 ....
Zdobyć i przeczytać instrukcję obsługi.... z cyklami niebardzo ktos cos proponuje? ...
To nie rysunek techniczny tylko szkic , więc wszystko gra.reddin pisze:....tak jak rysunek techniczny, ... !WZÓR pisze:Cykle na tą maszynę znasz?

")
Mogę..........jasiekxtr1987 pisze:mozesz cos wiecej powiedziec na temat g85 g82






