



")
Krańcówki mam zainstalowane i bez czujnika narzędzia jest prawie OK , ale po zaznaczeniu że jest zainstalowany przy bazowaniu oś Z zjeżdża z krańcówki i jedzie do samego dołu , przejeżdżając czujnik (zatrzymuję EStopem).
Ręcznie naciskając na czujnik zapala się kontrolka 8(IN) Probe , ale nic to nie daje przy automacie , czy coś może gdzieś w PLC pozmieniać ?
Przecież bazowanie to bazowanie a pomiar długości to co innego .
Nie mogę także ustawić prędkości zjazdu z krańcówek , te parę mm jedzie na G0 .
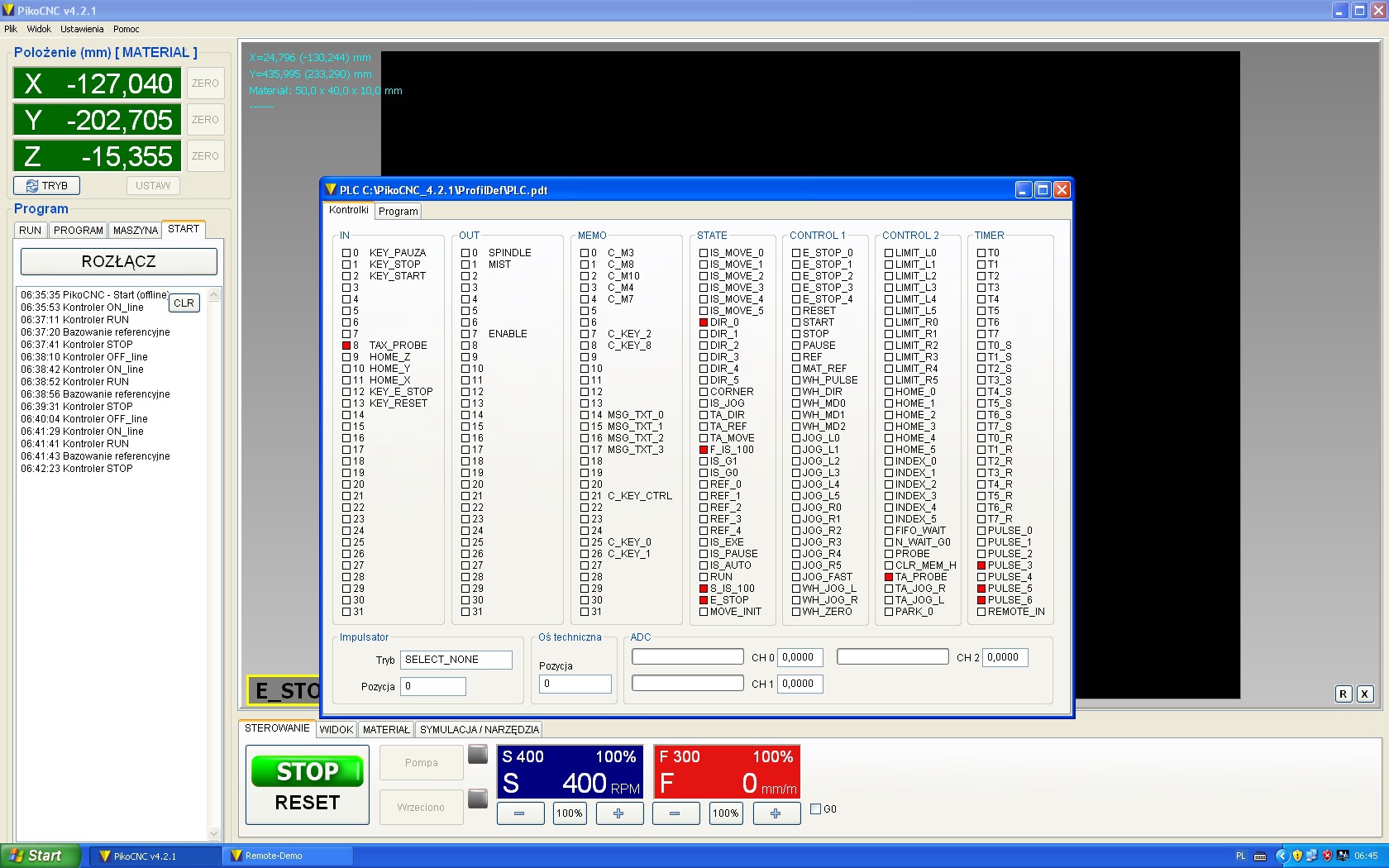
W kontrolkach Control2 zaznaczony jest Tax Probe a nie Probe ma to jakieś znaczenie ?
Czy jest gdzieś opis tego wszystkiego?



")

")






