



Witam ,ciągle wyskakuje mi komunikat axis in alert(X), teoretycznie wszystko jest ok, enkodery dobrze umocowane , serwomotor sprawny, jedynym niepokojącym objawem jest nierówna praca maszyny tzn. sprawia wrazenie jakby szarpała pomiędzy wykonywaniem kolejnych polecen. Niestety komenda którą wyżej wypisałem zatrzymuje proces obróbki, prosze o pomoc .
Kiedy sprawdzam błędy systemowe wypisuje jeszcze 22 presuit error.
Morbidelli u-26 axis in alert POMOCY


-
jarosław pawlik
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 2
- Posty: 196
- Rejestracja: 09 lut 2006, 12:57
- Lokalizacja: toruń
Błąd 22 do 25 to alarmy mówiące o tym, że maszyna jest w innym miejscu, niż powinna byc. Sprawdzic trzeba czy sprzęgiełko enkoder silnik jest prawidłowo skręcone. Może byc walnięty encoder lub karta analogowa(wątpliwe). Prawdopodobnie wszystko dzieje się tylko na jednej osi. Ogólnie, jeśli występują błędy osi to trzeba sprawdzic czy na samym Vickersie (serwonapęd) nie świeci się czerwony alarm lub czy gaśnie któraś z zielonych diod świecących. Szarpania pomiędzy przejazdami świadczą raczej o tym że trzeba sprawdzic komutatory silników osi lub szczotki RK43. Bardzo prawdopodobne jest że źle działa prądniczka tachometryczna- (na każdym silniku osi są dwa komutatory-praca i prądniczka). Pozdrawiam
-
mc7piotr
- Sympatyk forum poziom 2 (min. 50)
")
- Posty w temacie: 2
- Posty: 55
- Rejestracja: 15 paź 2007, 19:24
- Lokalizacja: pomorskie
Re: Morbidelli u-26 axis in alert POMOCY
błąd osi X,tzn.mechaniczny. na 99% zapakowała Ci się śruba (łożysko) na osi X(ślimaku) maszyna jeśli wykryje większy opór niż ma przewidziany w swojej normie to zatrzyma maszynę z takim błędem (mam to samo co kilka miesięcy ale to wina zużytych uszczelek na łożysku i oczywiście nadmiaru trocin i pyłu który się tam dostaje. Jak nie chcesz rozbierać osi to weź WD40 i lej na ślimak ile wejdzie przesuwając powoli w manualu w obie strony i to co wyjdzie wycieraj i tak do skutku aż będzie czysta. U mnie na obu maszynach mam to samo i tak też to naprawiam i działa.arekgol pisze:Witam ,ciągle wyskakuje mi komunikat axis in alert(X), teoretycznie wszystko jest ok, enkodery dobrze umocowane , serwomotor sprawny, jedynym niepokojącym objawem jest nierówna praca maszyny tzn. sprawia wrazenie jakby szarpała pomiędzy wykonywaniem kolejnych polecen. Niestety komenda którą wyżej wypisałem zatrzymuje proces obróbki, prosze o pomoc .
Kiedy sprawdzam błędy systemowe wypisuje jeszcze 22 presuit error.
-
arekgol
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 2
- Posty: 3
- Rejestracja: 29 maja 2009, 10:57
- Lokalizacja: polska-bydgoszcz
servo sprawdzone , wszystko ok, encodera nie moge ustawić tak aby był w sztywnej pozycji , zawsze chce gdzies uciec i sie przekręca o jakieś 10 stopini(ma luzy na mocowaniu z silnikiek - połączenie srubą z dokręcaną fasolką bo inaczej nie potrafie tego określić). Karty sprawdzałem, zdarza sie ze po wciśnieciu czerwonego przycisku nie wszystkie diody swiecą na zielono, ale po ponownym załączeniu wszystko ok (z kartami), jakbardziej zastanawia mnie zróżnicowane tępo pracy maszyny , zakładam ze to w tym bedzie problem, pierwsze 30 cm maszyna przejeżdza 50 % szybciej niz reszte, szarpiąc przy zmianie kierunku tak ze cała buda się zatrzęsie. i tak za kazdym razem gdy zmieni kierunek , albo skończy linei programu , wytrzyma pare razy i sie dalej wysypuje.
Pomysł z WD sprawdze , ale wątpie ze zadziała , pierwszą czynnoscią jaką robiliśmy było bardzo solidne przesmarowanie całej maszyny tak długo az smar powychodził własnie z drobinami trocin.
Problemy z prądem wykluczone, ponieważ problem wg mojego rozumowania problem znikałby w momencie gdy maszyna pracuje sama , a niestety jestinaczej jak działa na nocce tylko ona i sprężarka to tez wysiada , tak samo często.
prądownica teżbyła sprawdzana na serwo i spec mówił ze jeszcze sporo musi przepracować latek zeby sie zmęczyć.
pojęcfia nie mam co jest , maszyna działa jak jest nastawione na V3 i jeszcze zeby tego było mało na 50% .
Pomysł z WD sprawdze , ale wątpie ze zadziała , pierwszą czynnoscią jaką robiliśmy było bardzo solidne przesmarowanie całej maszyny tak długo az smar powychodził własnie z drobinami trocin.
Problemy z prądem wykluczone, ponieważ problem wg mojego rozumowania problem znikałby w momencie gdy maszyna pracuje sama , a niestety jestinaczej jak działa na nocce tylko ona i sprężarka to tez wysiada , tak samo często.
prądownica teżbyła sprawdzana na serwo i spec mówił ze jeszcze sporo musi przepracować latek zeby sie zmęczyć.
pojęcfia nie mam co jest , maszyna działa jak jest nastawione na V3 i jeszcze zeby tego było mało na 50% .
-
jarosław pawlik
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 2
- Posty: 196
- Rejestracja: 09 lut 2006, 12:57
- Lokalizacja: toruń
Tę fasolkę można tak ustawic aby luz był jak najmniejszy i to wystarczy. Jeśli wciskasz czerwony przycisk a nie świeci się jedna z zielonych diod to pewnie jest uszkodzony stycznik zasilający karty. moje pytanie z prądem brzmi - czy w czasie kiedy występuje alarm 22 to czy w tym momencie nie zaświeca się czerwony alarm karcie X? Może się zaświecic tylko na chwilę, ale trzeba to wyłapac. Jeszcze jedno zamień kartę Vickers X na Y tak na próbę - jeśli błąd osi przeniesie się na Y to masz walnięta kartę. Pozdrawiam
Ostatnio zmieniony 12 lis 2009, 16:10 przez jarosław pawlik, łącznie zmieniany 1 raz.
-
Leoo
- Lider FORUM (min. 2000)
")
- Posty w temacie: 2
- Posty: 4017
- Rejestracja: 15 lis 2006, 22:01
- Lokalizacja: Tarnobrzeg
Enkoder musi stanowić jedność z silnikiem. Jeśli nie ma innej możliwości, to przyklej go silikonem, w razie czego odetniesz nożem. Poza tym enkoder mogł nałapać kurzu kiedy był niedokręcony.arekgol pisze:servo sprawdzone , wszystko ok, encodera nie moge ustawić tak aby był w sztywnej pozycji , zawsze chce gdzies uciec i sie przekręca o jakieś 10 stopini...
-
mc7piotr
- Sympatyk forum poziom 2 (min. 50)
- Posty w temacie: 2
- Posty: 55
- Rejestracja: 15 paź 2007, 19:24
- Lokalizacja: pomorskie
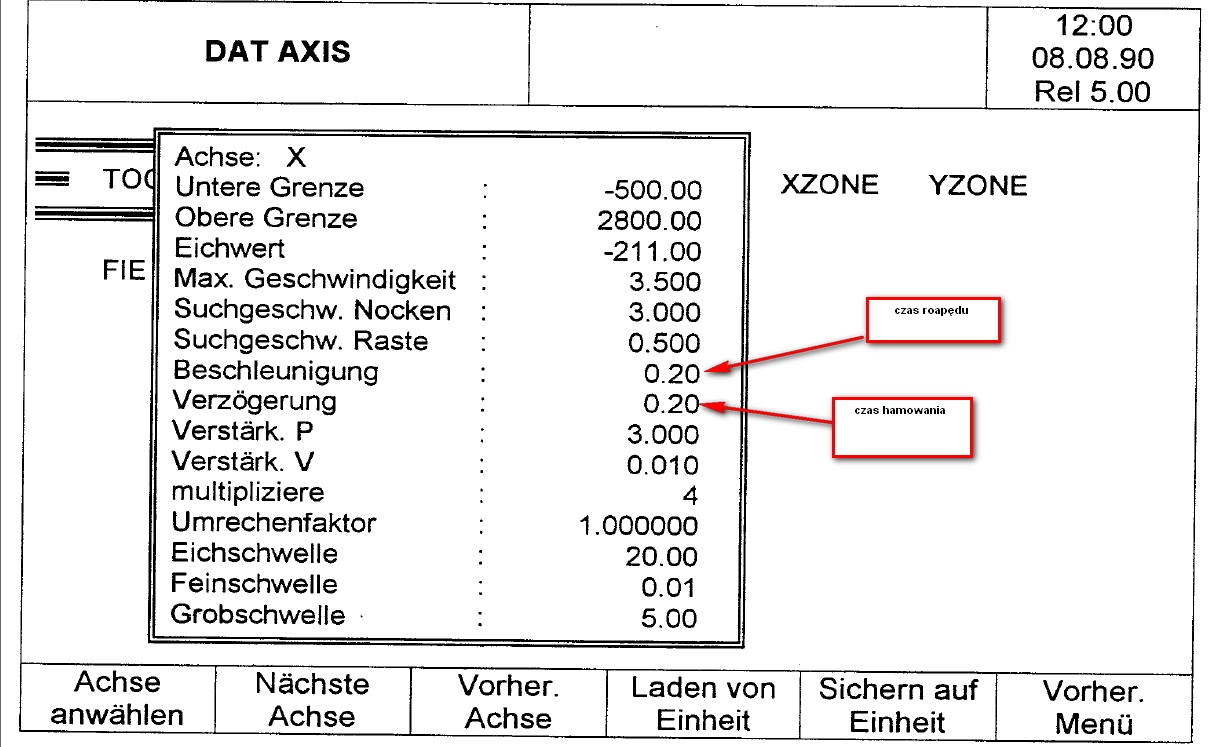
a da się ją przepchnąć ręcznie ,czy ma opór? No i czy nie zmieniałeś czasami parametrów,lub wymieniałeś baterii buforowej.,spróbuj jeszcze zmienić na próbę w parametrach osiX czas rozpędu i hamowania do 0,8 lub 1,00 sekundy i sprawdź czy robi tak dalej.
[ Dodano: 2009-11-19, 15:35 ]
dziś ja miałem znów ten problem,lecz tym razem problemem był odkręcony enkoder i zapakowane łożysko w nim co za tym idzie po prostu przesuwał się po osi silnika i gubił wymiary i robił takie cuda jak u ciebie. Przemyłem więc delikatnie to łożysko ,dokręciłem enkoder na nowo,potem kalibracja osi i śmiga dalej.
[ Dodano: 2009-11-19, 15:35 ]
dziś ja miałem znów ten problem,lecz tym razem problemem był odkręcony enkoder i zapakowane łożysko w nim co za tym idzie po prostu przesuwał się po osi silnika i gubił wymiary i robił takie cuda jak u ciebie. Przemyłem więc delikatnie to łożysko ,dokręciłem enkoder na nowo,potem kalibracja osi i śmiga dalej.






