#4
Post
napisał: jasiu... » 28 wrz 2011, 19:02
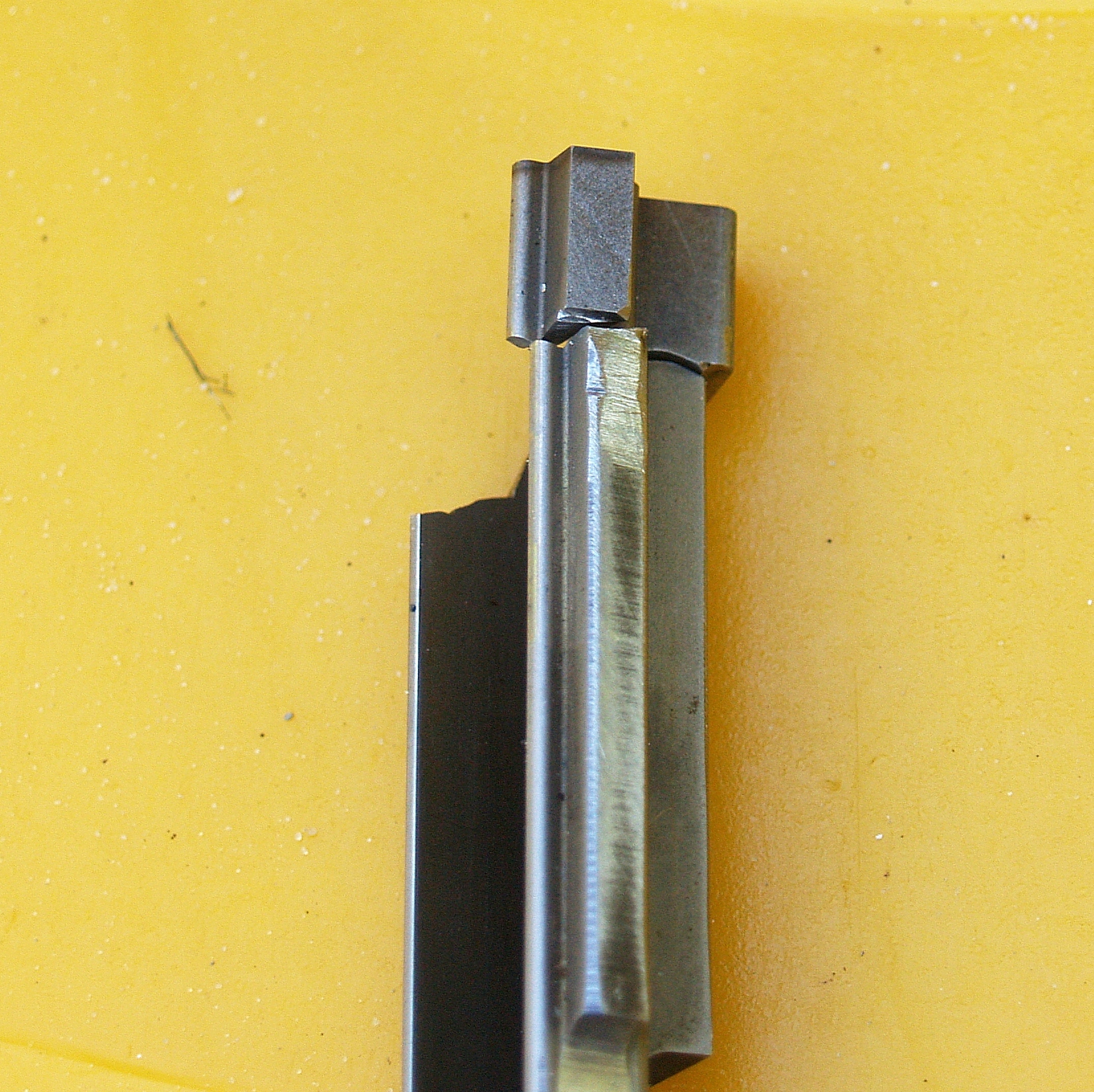
zjawisko karbu - nie wiem, kto produkował ten wykrojnik, ale podobne wycina się na drutówce, a później byle jak fazuje płytę stemplową od strony przeciwnej (otwory pod stemple też z drutówki), niż stemple wystają. Później po prostu grzejesz palnikiem stempel i rozkuwasz mu jakby łeb (jakby to był nit). NC10 odpuszcza się w wysokich temperaturach i raczej zdążysz zakuć łebek, niż ci straci twardość. Aha - grzejesz stempla, nie płytę, żeby się nie wygięła.
Po zakuciu lekkie przeszlifowanie od strony zakutych stempli, dołożenie przekładki z hartowanej np. NMV, czy 40H, żeby się stemple z takimi zakutymi łebkami nie cofały w obudowę i masz załatwiony problem. Po pierwsze, najtańsza produkcja stempli bez kołnierzy (wycinasz drutówką), po drugie grzany i rozkuty łeb jest miękki i nie pęknie.









")
")






