Kolego
Krako, Pan Przemek dobrze wytłumaczył, tylko niepotrzebnie odniósł się do narysowanego przez kolegę przekroju używając słowa "średnica".
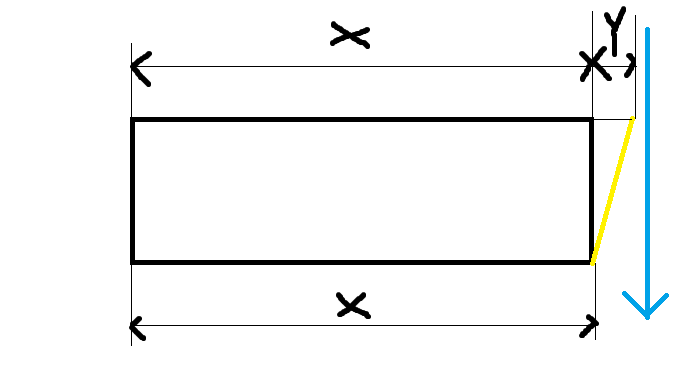
Jak najbardziej chodzi Tobie o ukosowanie podczas cięcia wodą - tzw. "stożek" i dlatego w dobrych maszynach stosuje się "korekcję stożka", aby w grubych materiałach wymiar u dołu i u góry blachy był po cięciu wodą taki sam.
Omówienie tego zjawiska
Istnieją też dysze ogniskujące, które zmniejszają to zjawisko do minimum.
Omówienie maszyn oraz procesu cięcia wodą, (dysze, str. 18-19).
Jednakże należało (bez zbędnego pitolenia) zadać na początku pytanie:
-
Jak oblicza się korekcję stożka podczas cięcia wodą dla poszczególnych grubości blach (wzory, przykłady, etc.)?




")



")