Mam jeszcze pytanie jak napisać w procesie technologiczny wykonanie tych powierzchni zaznaczonych na czerwono ??
 [ Dodano: 2011-11-15, 21:50 ]
[ Dodano: 2011-11-15, 21:50 ]
Zrobiłem po swojemu ten "proces technologiczny". Proszę o jego poprawę

To jest dopiero mój drugi proces technologiczny także proszę o wyrozumiałość xD i dodam że jestem uczniem technikum jeszcze..
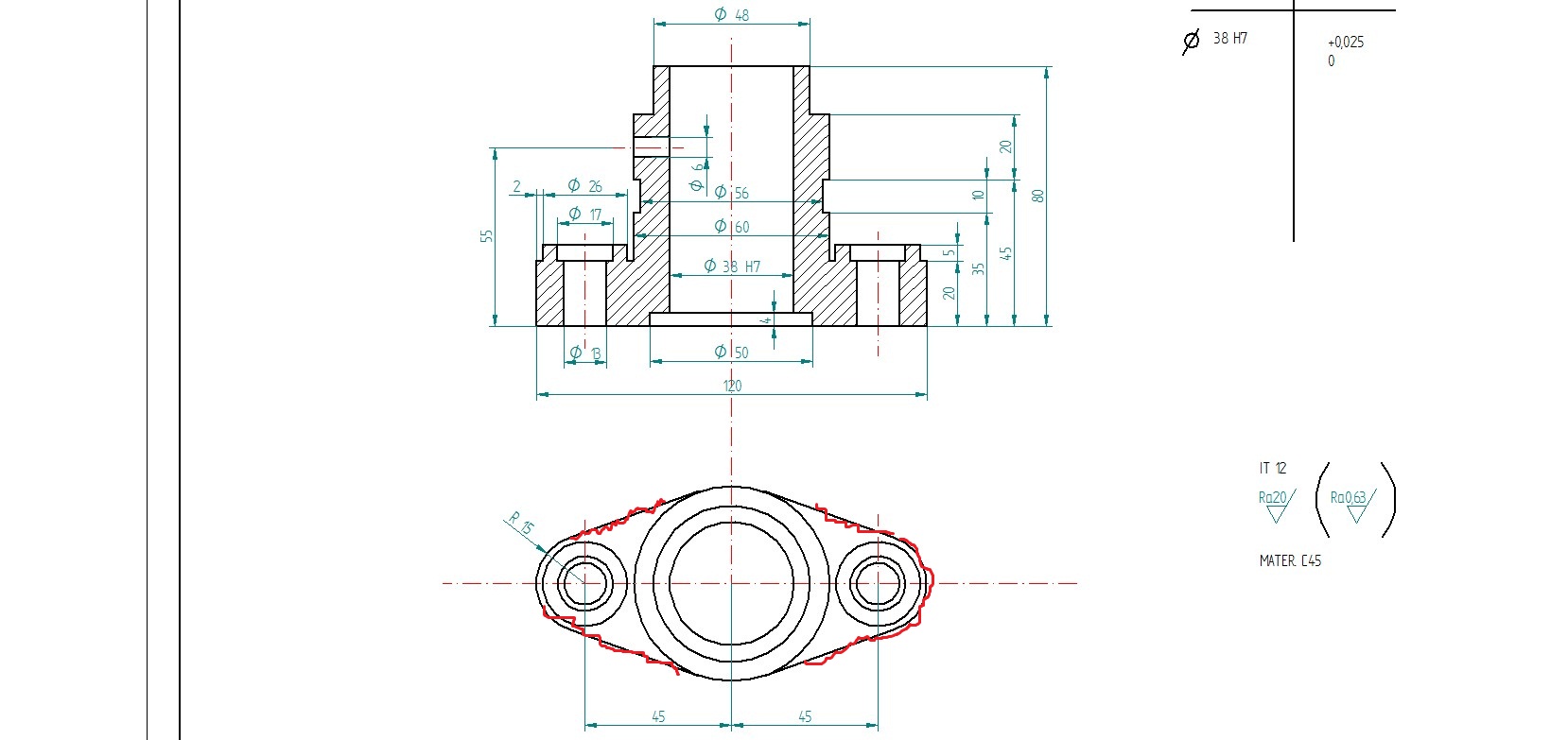
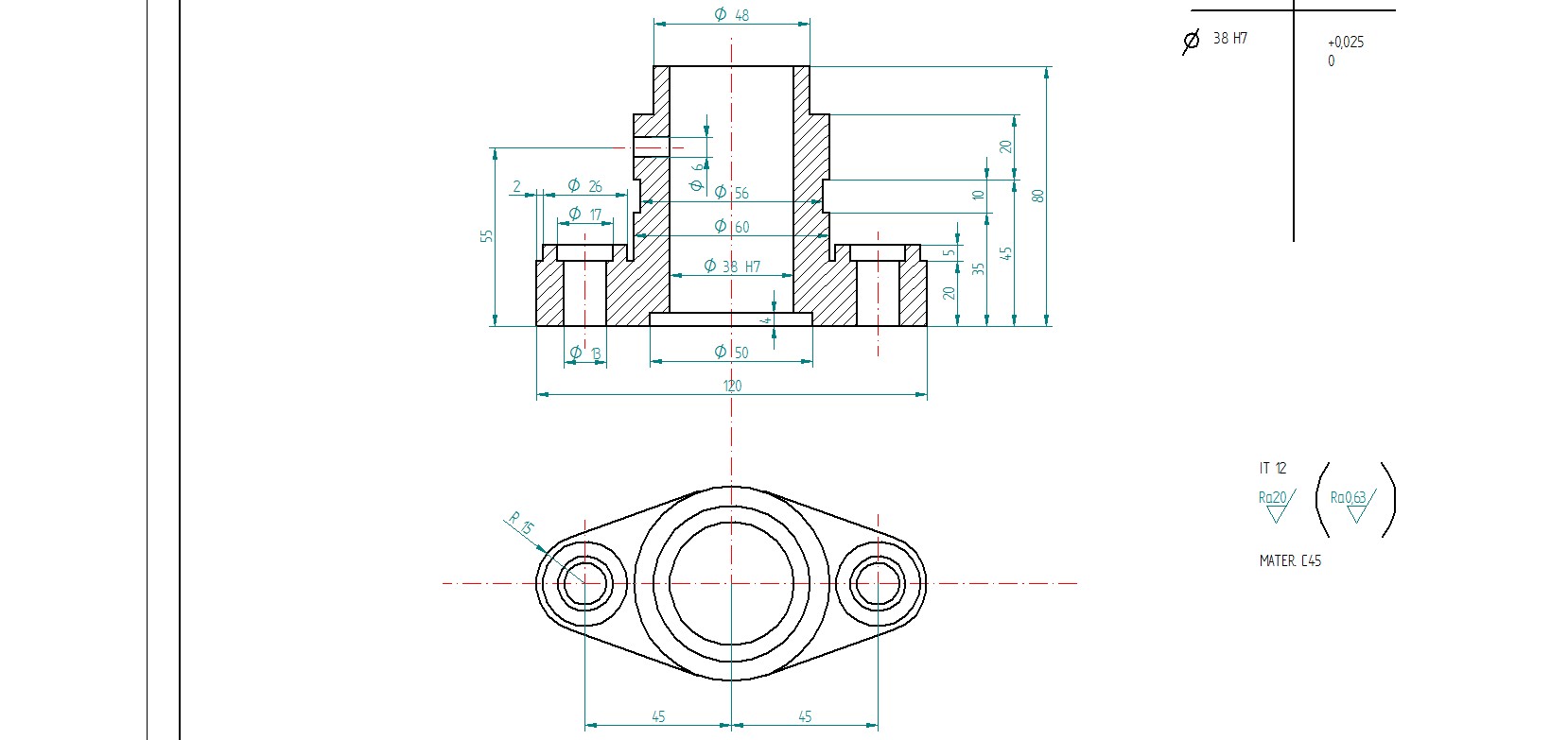
Półfabrykat: kostka o wymiarach 70x90x130
1. Wykonać kostkę o wymiarach 70x90x130mm.
2. Frezowanie powierzchni zewnętrznych.
- Frezować zgrubnie powierzchnie czołową na wymiar 80,3mm
- Frezować wykańczająco powierzchnię czołową na wymiar 80mm.
- Frezować zgrubnie powierzchnię czołową na wymiar na wymiar 25,3mm wg rysunku wykonawczego.
- Frezować wykańczająco powierzchnię czołową na wymiar 25mm wg rysunku wykonawczego.
- Frezować na gotowo podstawkę o zaokrągleniu R15 według rysunku wykonawczego.
3. Obróbka otworów.
- Nawiercać na wymiar Ø 6mm wg rysunku.
- Wiercić na wymiar Ø 37,7mm wg rysunku.
- Rozwiercać na wymiar Ø 38mm wg rysunku.
- Nawiercać na wymiar Ø 6mm wg rysunku.
- Wiercić na wymiar Ø 13mm wg rysunku.
- Pogłębiać otwór na średnicę Ø 17mm na głębokość 5mm. (wykonywać wg rysunku)
- Pogłębiać otwór na średnicę Ø 50mm na głębokość 4mm. (wykonywać wg rysunku)
4. Toczenie powierzchni zewnętrznych.
- Toczyć zgrubnie na wymiar Ø 48,3mm na długości 15mm.
- Toczyć zgrubnie na wymiar Ø 60,3mm na długości 40mm.
- Toczyć kształtująco na wymiar Ø 48mm na długości 15mm.
- Toczyć kształtująco na wymiar Ø 60mm na długości 40mm.
- Wykonać rowek na wymiar Ø 56 na długości 10mm.
- Wykonać rowek na długości 5 mm wg rysunku.
5. Wykonanie otworu
- Wiercić otwór na wymiar Ø 6mm wg rysunku.
6. Kontrola ostateczna.



")



")










