



Witam .
Mam przystosować program nc ze sterowania Fanuc tak żeby mozna go było wykonać na maszynie ze sterowaniem heidenhain iTNC530. Czy wystarczy zmienić tylko rozszerzenie pliku na ".i" czy trzeba jeszcze "pogrzebać w programie (program jest tylko we wspołózednych liniowych)?
Bardzo bym prosił o przykład , chodzi mi o początek programu z przywołaniem narzedzia.
Przykładowy program w G-kodach


-
radeko
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 4
- Posty: 302
- Rejestracja: 20 lut 2009, 20:17
- Lokalizacja: -;)
Jest to rozwiązanie raczej "marketingowe" niż w pełni funkcjonalne . A przekonasz się o tym w momencie jak będziesz chciał coś wyedytować w tym programie już na maszynie 
Nie zapomnij przestawić opcji MODE na ISO bo inaczej się nie wgra .
Jeżeli chodzi o ewentualne błędy to wszystko wyrzuci jak wejdziesz do edycji albo w trakcie symulacji.
Powodzenia i myślę że to tylko jednorazowa próba będzie
Nie zapomnij przestawić opcji MODE na ISO bo inaczej się nie wgra .
Jeżeli chodzi o ewentualne błędy to wszystko wyrzuci jak wejdziesz do edycji albo w trakcie symulacji.
Powodzenia i myślę że to tylko jednorazowa próba będzie
-
Blumen7
Autor tematu - Czytelnik forum poziom 2 (min. 20)
")
- Posty w temacie: 3
- Posty: 27
- Rejestracja: 30 paź 2007, 18:00
- Lokalizacja: Podkarpacie
Wielkie dzięki za pomoc
Mam jeszcze jedno pytanie : co to jest TncRemo?
normalnie to wgrywamy programy przez port USB
I jeszcze jedno pytanie : po co w chodzić w MOD w edycji(tam sa tylko parametry)?
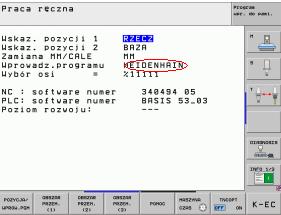
na zdjecu widać ze jestesmy w trybie pracy re cznej
Mam jeszcze jedno pytanie : co to jest TncRemo?
normalnie to wgrywamy programy przez port USB
radeko pisze:Potem wgrywasz za pomocą TncRemo
I jeszcze jedno pytanie : po co w chodzić w MOD w edycji(tam sa tylko parametry)?
na zdjecu widać ze jestesmy w trybie pracy re cznej
Ostatnio zmieniony 09 lut 2011, 20:30 przez Blumen7, łącznie zmieniany 1 raz.
-
radeko
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 4
- Posty: 302
- Rejestracja: 20 lut 2009, 20:17
- Lokalizacja: -;)
TncRemo to jest program który służy do transmisji danych z PC do TNC.
Tylko tą aplikacją możesz wysłać program do sterownika za pomocą RS232 bądź sieciówką, no chyba że masz port USB w maszynie. Program jest darmowy i do pobrania na stronie Heidenhaina
[ Dodano: 2011-02-09, 20:30 ]
Sam się przekonaj w jakim trybie Ci się pokaże to menu o które chodzi ... ja wchodzę w trybie edycji żeby hasło wpisać ... to niewiele czasu zajmuje sprawdzić
Tylko tą aplikacją możesz wysłać program do sterownika za pomocą RS232 bądź sieciówką, no chyba że masz port USB w maszynie. Program jest darmowy i do pobrania na stronie Heidenhaina
[ Dodano: 2011-02-09, 20:30 ]
Sam się przekonaj w jakim trybie Ci się pokaże to menu o które chodzi ... ja wchodzę w trybie edycji żeby hasło wpisać ... to niewiele czasu zajmuje sprawdzić
-
kris852
- Sympatyk forum poziom 2 (min. 50)
")
- Posty w temacie: 2
- Posty: 69
- Rejestracja: 18 cze 2010, 16:11
- Lokalizacja: Wielkopolska
Witam
Proponuje odpuścić sobie wgrywanie programu iso z fanuca do HH i tak nie pójdzie, jest to całkiem inny dialekt programowania iso. Co z tego że wspólne są funkcje np G0, G1, G2, G3, G17, G18, G19, G40 itd ale są całkiem inne parametry cykli, określania punktu zerowego, niektóre M-funkcje i nie tylko. Między iso z np. fanuc, haas, okuma, pronum to po małych korektach może by poszło ale nie z HH
Zależy co kolega ma za program, czy jest to prosta obróbka, czyli cykle, planowanie itp czy CAM-owska - skomplikowane kontury czy obróbka 5-osiowa. Jeśli prosty to proponuje wrzucić ten kod iso tutaj na forum a może uda się go "przetłumaczyć na piechotę" na dialog otwarty HH który jest o wiele bardziej ''przyjazny'' niż ISO w HH
Proponuje odpuścić sobie wgrywanie programu iso z fanuca do HH i tak nie pójdzie, jest to całkiem inny dialekt programowania iso. Co z tego że wspólne są funkcje np G0, G1, G2, G3, G17, G18, G19, G40 itd ale są całkiem inne parametry cykli, określania punktu zerowego, niektóre M-funkcje i nie tylko. Między iso z np. fanuc, haas, okuma, pronum to po małych korektach może by poszło ale nie z HH
Zależy co kolega ma za program, czy jest to prosta obróbka, czyli cykle, planowanie itp czy CAM-owska - skomplikowane kontury czy obróbka 5-osiowa. Jeśli prosty to proponuje wrzucić ten kod iso tutaj na forum a może uda się go "przetłumaczyć na piechotę" na dialog otwarty HH który jest o wiele bardziej ''przyjazny'' niż ISO w HH
Kolego hasło 789 to służy tylko i wyłącznie do odblokowania funkcji pomocy na obrabiarkach DMG - wymiana narzędzia i palet, a 123 do parametrów użytkownika, a w mod o którym mowa to się zmienia domyślny program $MDI z ISO na HH i na odwrótradeko pisze:Przejdź do edycji dowolnego programu, naciśnij przycisk MODE , wprowadź hasło zabezpieczające 789 a później znajdź taką zakładkę jak na obrazku i zmień na ISO (...)
Niektóre maszyny, chyba te z polską wersją mogą mieć hasło 123 to sprawdź sobie jeszcze
-
radeko
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 4
- Posty: 302
- Rejestracja: 20 lut 2009, 20:17
- Lokalizacja: -;)
Masz rację Kris852 , ja po prostu skaczę po tych MOD ach i nie staram się zapamiętać w jakim trybie jestem ... szukam aż znajdękris852 pisze:hasło 789 to służy tylko i wyłącznie do odblokowania funkcji pomocy na obrabiarkach DMG
Ale najczęściej muszę 789 uruchamiać i zamykać klapę od magazynu CLOSE COVER .
Przy okazji mam pytanie, czy u Ciebie też tak jest że nazajutrz ( bez zmiennika ) zastajesz otwartą klapę i nie zjedziesz na referencyjny dopóki ręcznie jej nie domkniesz ?
-
kris852
- Sympatyk forum poziom 2 (min. 50)
- Posty w temacie: 2
- Posty: 69
- Rejestracja: 18 cze 2010, 16:11
- Lokalizacja: Wielkopolska
Tak zgadza się też mam co jakiś czas problemy z magazynem, choć ostatnio rzadziej, bo magazyn jest już po kilku remontach. Kiedyś miałem podobne przypadki z rana w poniedziałki, tylko w moim przypadku nie klapa tylko znajdująca się za nią łapa zmieniacza nie była na pozycji podstawowej, a wtedy tak jak mówisz referencja nie pójdzie i trzeba to odkręcić z pomocy.radeko pisze:Przy okazji mam pytanie, czy u Ciebie też tak jest że nazajutrz ( bez zmiennika ) zastajesz otwartą klapę i nie zjedziesz na referencyjny dopóki ręcznie jej nie domkniesz ?
Źródłem problemów najczęściej są siadające elementy phneumatyki jak przepuszczający elektrozawór albo siłownik. W momencie kiedy załączą kompresor w zakładzie i nachodzi ciśnienie mogą pojawić się problemy.
Trudno powiedzieć co gryzie twoją maszynę, ale może dojdziesz do tego, powodzenia.






