")
Trafiłem ostatnio taką :

https://www.aliexpress.com/item/1005003523226484.html
Oczywiście taka zabawka ma mocno ograniczone zastosowanie, szczególnie jeśli chodzi o pole robocze zaledwie 126x88x37, ale widziałem nawet film jak gość dłubał nią aluminium z zadowalającą jakością.
Ja na razie żadnych wiórów nie zrobiłem, bo dzisiaj dostałem paczkę i zdążyłem tylko maszynkę zmontować.
Jakiś rabat dostałem, zapłaciłem 1215 PLN z dostawą, paczka szła z Włoch sześć dni, wliczając weekend.
Na początku chciałem kupować taką : https://www.aliexpress.com/item/1005003498602892.html
Miałem ofertę za niecałe 1800 PLN z dostawą, ale doszedłem do wniosku, że przy słabiutkich silniczkach i śrubach trapezowych, to z tych szyn wielkiego pożytku nie będzie...
Otóż panuje powszechna opinia, że wałki wiszące to tandeta i do niczego się nie nadają. Nic bardziej błędnego. Ta opinia bierze się z konstrukcji projektowanych przez księgowych, gdzie wałki są zbyt cienkie, zbyt długie i skompletowane z najtańszymi łożyskami.
We wzorach na ugięcie wałka średnica jest w czwartej potędze, a długość w trzeciej potędze. Luz łożyska jest co prawda w pierwszej potędze, ale mnoży się przez dźwignię, która zawsze występuje.
Porównując CNC1310 z CNC3018, to porównania nie ma żadnego. Ugięcie z różnicy średnic jest dwa razy mniejsze (12mm zamiast 10mm), a ugięcie z różnicy długości osiem razy mniejsze (200mm zamiast 400mm), czyli tylko z tych powodów różnica wynosi szesnaście razy (!). Jak się do tego doda latające łożyska i plastikowe elementy konstrukcji CNC3018, to CNC1310 jest demonem sztywności i dokładności.
Wróćmy jednak do maszynki będącej tematem wątku.
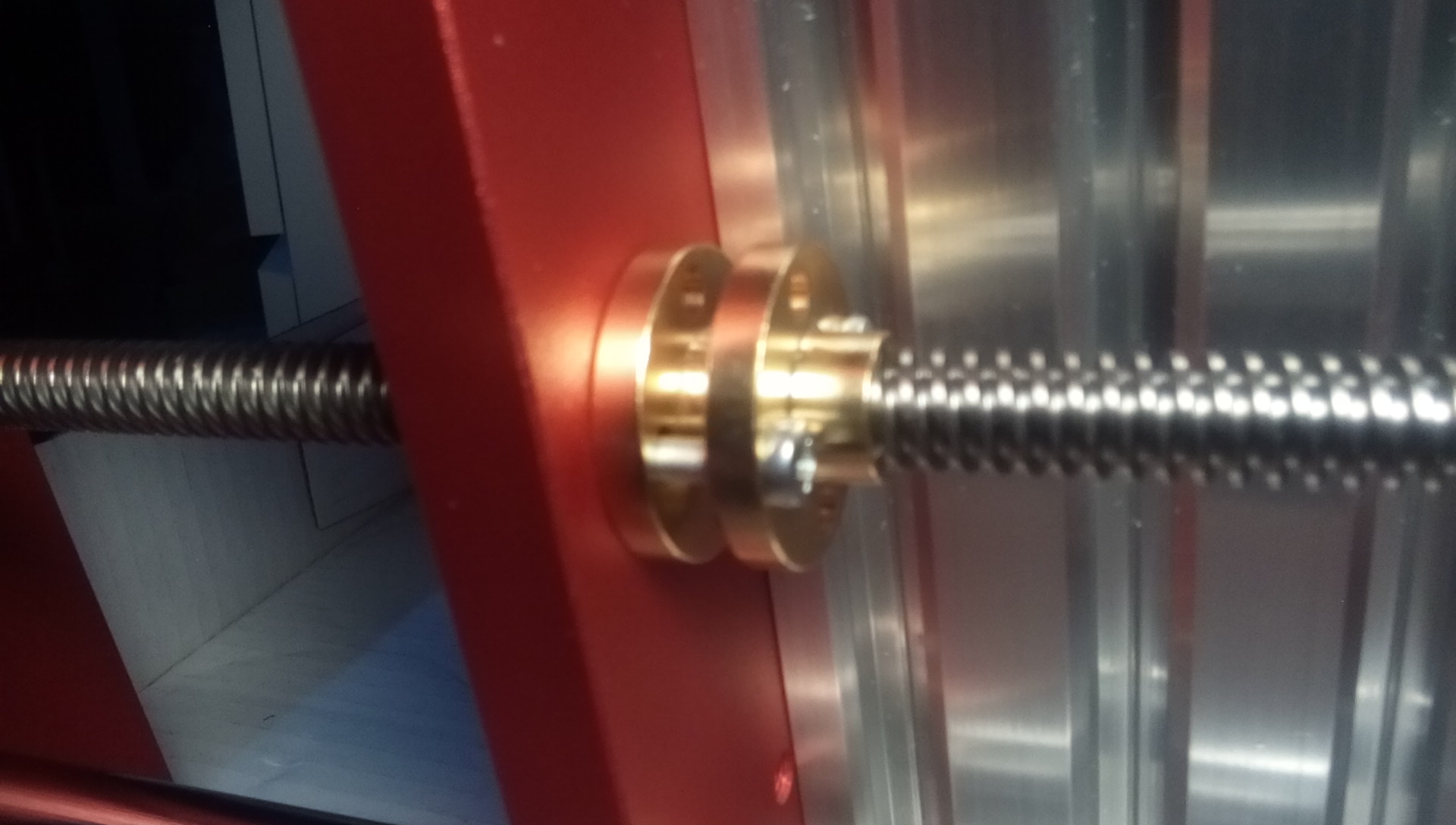
Konstrukcja jest w 100% metalowa, łożyska liniowe przyzwoitej jakości, silniki zintegrowane ze śrubami trapezowymi, co znakomicie upraszcza konstrukcję.
Całość jest bardzo precyzyjnie wykonana i po prostu śliczna.
Jest oczywiście też kilka wad, ale mało istotnych.
Po pierwsze, trafił mi się jeden trefny wałek, trochę grubszy niż być powinien, ale spośród wszystkich łożysk wybrałem te z największym luzem i poszło. Chodzi trochę za ciężko, ale się nie zacina.
Po drugie, jest tu też sztandarowe dzieło chińskich inżynierów, czyli kasowanie backlasha sprężynkami.
Na szczęście da się te nakrętki zamontować bez tych pedalskich sprężynek, czego tutaj opisywać nie będę, ale sygnalizuję taką opcję.
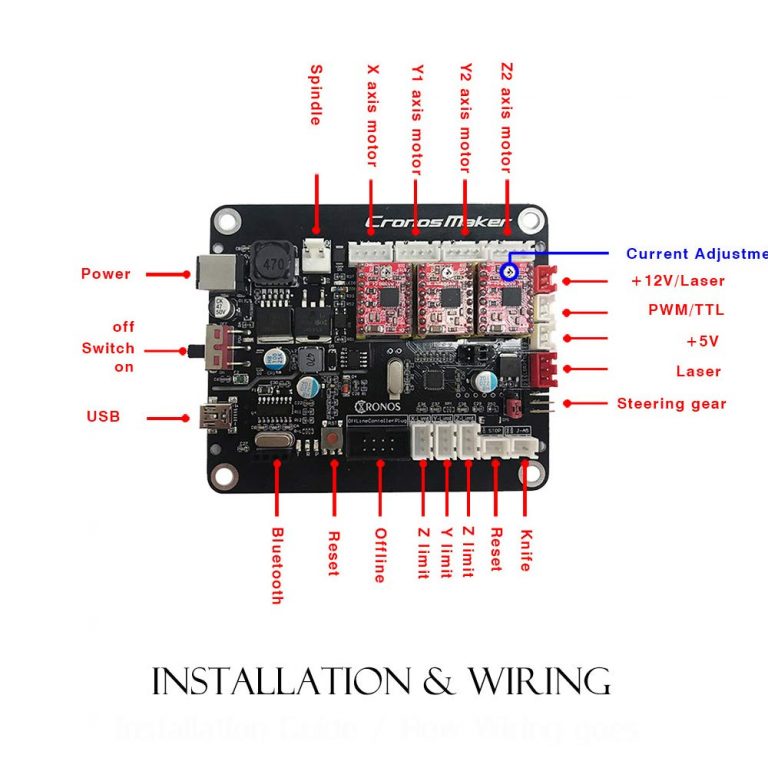
Po trzecie, w zestawie jest kiepski sterownik na GRBL 0.9, do frezarki to wystarczy, ale gdyby ktoś chciał używać lasera, to powinien użyć GRBL 1.1. Upgrade firmware jest oczywiście możliwy, ale wgranie softu z innego sprzętu może skutecznie unieruchomić urządzenie. Mi to specjalnie nie przeszkadza, bo sterowników na półce mam już kilka, a ostatnio do testów zakupiłem nawet taki : https://www.aliexpress.com/item/1005003287023654.html. No ale jak ktoś nie ma doświadczenia w tym temacie, to może to być dla niego problem.
Po czwarte, fuszerka jaka nie ma prawa przejść kontroli technicznej, czyli chińczyk odwrotnie przylutował płytkę na silniku wrzeciona, zmieniając obroty na przeciwne, Naprawa trywialnie prosta, wystarczy zamienić kabelki we wtyczce, ale wtedy kolory izolacji będą wprowadzały w błąd.
Po piąte, musiałem dać kilka śrub swoich, bo te co były w komplecie były zbyt krótkie. No niby wkręcały się i trzymały, ale ja wychodzę z założenia, że jak gwint jest w aluminium, to go trzeba wykorzystać w całości.
Po szóste, niektóre parametry $ w GRBL były z księżyca i wymagały sporej korekty.
Czyli podsumowując, tragedii nie ma.
Tak ogólnie nic nie lata, nic się nie ugina, nic nie rzęzi i nic się nie zacina.
Na razie nie mam pomysłu jak krańcówki zamontować. Pewnie kupię jakieś indukcyjne subminiaturowe, bo wszędzie jest ciasno jak cholera.
Na razie będzie bez krańcówek, bo takimi silniczkami to można bezpiecznie bazować robiąc dzwona i ręcznie zerując osie.
I to na razie tyle.