



Witam.
Mam problem z cięciem stali nierdzewnej 8mm.
Pojawiają się "farfocle" od spodu blachy, albo kiedy jest ich mniej, to blacha nie jest dokładnie przecięta.
Po przecięciu blacha nie jest gładka, zawija delikatnie.
Szkło złożone nowe.
Laser to jakiś chinczyk 4kw, głowica raytools.
- Stosowałem dysze pojedyncze 3 i 3,5. Jak zakładałem dysze 2, to nie chciało przebic, więc odpuscilem zabawę w ustawienia pod tą dyszę.
- Cisnienie gazu tez różne ustawialem od 14 do 20, pozostałem przy 17bar
- prędkość 1,7 m/min (najlepsze efekty uzyskalem)
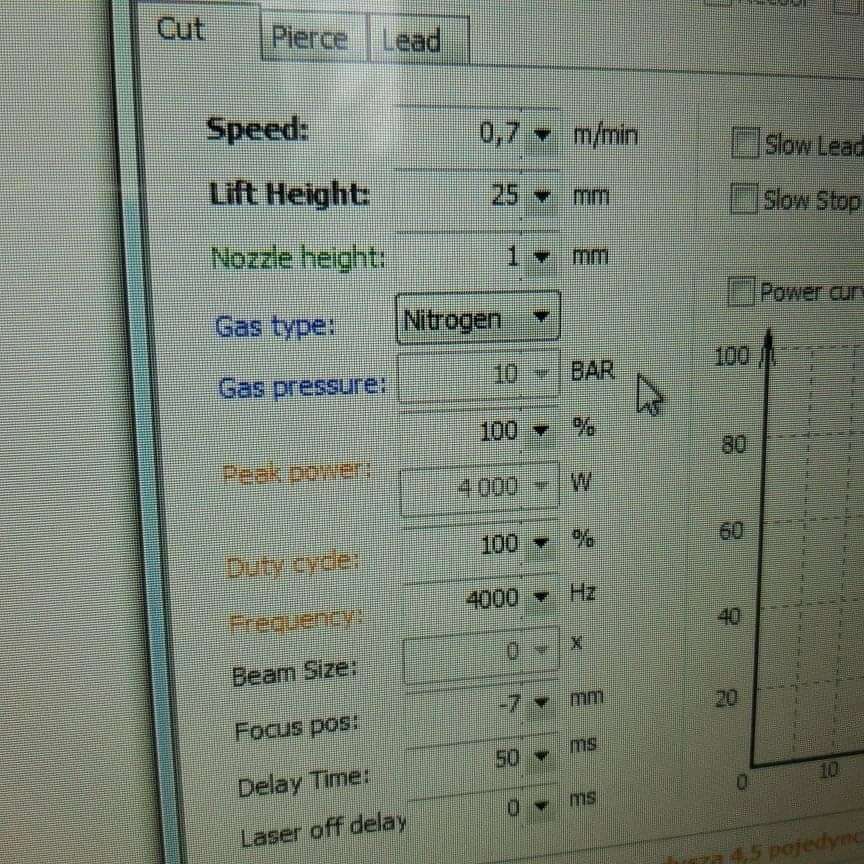
- cisnienia w programie cypcut nie da się zmienic po zmianie gazu na azot, pokazuje 10bar.
- focus -7
-hz 5000
Wiecej ustawien na chwilę obecna nie pamietam.
Prosze o jakieś rady. Oprócz odsyłania do serwisu, bo facet ze szkolenia... szkoda słów.
Z góry dziękuję za odpowiedz.
Problem z paleniem stali nierdzewnej 8mm 4kw


-
harma
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 5
- Posty: 277
- Rejestracja: 07 kwie 2009, 20:49
- Lokalizacja: daleko od miejsca, w którym powinienem być
Re: Problem z paleniem stali nierdzewnej 8mm 4kw
Jaki?
To są dwie wzajemnie sprzeczne informacje.
"Śpieszmy się czytać posty na forum, tak szybko znikają..."
-
harma
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 5
- Posty: 277
- Rejestracja: 07 kwie 2009, 20:49
- Lokalizacja: daleko od miejsca, w którym powinienem być
Re: Problem z paleniem stali nierdzewnej 8mm 4kw
...czyli nie masz możliwości ustawienia ciśnienia gazów tnących. 10 bar to trochę mało dla 8mm nierdzewki i dla standardowego, prostego lasera. Może tutaj jest problem.
Poza tym piszesz o prędkości 1,7m/min, na zdjęciu powyżej masz 0,7m/min (oraz 4000Hz). To którą tniesz?
PS. A co na to firma, która wam tą maszynę sprzedała? Robiliście w ogóle jakiekolwiek testy cięcia przy odbiorze lasera po instalacji? Może ta maszyna lepiej nie potrafi od samego początku?
Poza tym piszesz o prędkości 1,7m/min, na zdjęciu powyżej masz 0,7m/min (oraz 4000Hz). To którą tniesz?
PS. A co na to firma, która wam tą maszynę sprzedała? Robiliście w ogóle jakiekolwiek testy cięcia przy odbiorze lasera po instalacji? Może ta maszyna lepiej nie potrafi od samego początku?
"Śpieszmy się czytać posty na forum, tak szybko znikają..."
-
trampex
Autor tematu - Czytelnik forum poziom 3 (min. 30)
")
- Posty w temacie: 9
- Posty: 34
- Rejestracja: 10 paź 2009, 22:00
- Lokalizacja: Tomaszów Lubelski
Re: Problem z paleniem stali nierdzewnej 8mm 4kw
W obecnej chwili nie pamiętam od kogo kupiliśmy.
Bardzo możliwe, że to przez gaz, od spodu strumien iskier jest... a właściwie to go prawie nie ma.
Ustawienia, które napisałem dawały najlepszy efekt, te na zdjeciu to kolejne próby ale porażka wyszła, wstyd klientowi to oddać.
Nie da się zwiększyć tego ciśnienia? Program cypcut.
Jutro zadzwonię z tym pytaniem do serwisu, ale zapewne niewiele pomoze.
Robilismy testy na czarnej, dokladnie to zmarnowalismy czas, sam musiałem dochodzić do ustawien. Czarną 15mm tnie jakotako.
Jesli chodzi o nierdzewke, to palilismy tylko 1mm, nie mieliśmy grubszej do testów.
Bardzo możliwe, że to przez gaz, od spodu strumien iskier jest... a właściwie to go prawie nie ma.
Ustawienia, które napisałem dawały najlepszy efekt, te na zdjeciu to kolejne próby ale porażka wyszła, wstyd klientowi to oddać.
Nie da się zwiększyć tego ciśnienia? Program cypcut.
Jutro zadzwonię z tym pytaniem do serwisu, ale zapewne niewiele pomoze.
Robilismy testy na czarnej, dokladnie to zmarnowalismy czas, sam musiałem dochodzić do ustawien. Czarną 15mm tnie jakotako.
Jesli chodzi o nierdzewke, to palilismy tylko 1mm, nie mieliśmy grubszej do testów.
-
harma
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 5
- Posty: 277
- Rejestracja: 07 kwie 2009, 20:49
- Lokalizacja: daleko od miejsca, w którym powinienem być
Re: Problem z paleniem stali nierdzewnej 8mm 4kw
Mam podchwytliwe pytanie związane z brakiem możliwości sterowania ciśnieniem azotu przez cypcut'a: Ile masz w maszynie zaworów proporcjonalnych sterujących ciśnieniem gazów tnących? Jeden do obu gazów, czy każdy gaz ma osobny zawór?
"Śpieszmy się czytać posty na forum, tak szybko znikają..."
-
harma
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 5
- Posty: 277
- Rejestracja: 07 kwie 2009, 20:49
- Lokalizacja: daleko od miejsca, w którym powinienem być
Re: Problem z paleniem stali nierdzewnej 8mm 4kw
Nie znam budowy Twojego lasera, ale z reguły zawory te są nad głowicą lub blisko niej. Patrzysz po przewodach doprowadzających azot i tlen, gdzie wchodzą.
A pytam, ponieważ z jakichś względów producent lasera zdezaktywował możliwość sterowania ciśnieniem azotu w ustawieniach parametrów cięcia w cypcut'ie. Aż boję się gdybać dalej, ponieważ z gdybań wychodzi mi pomalutku brak takiego zaworu do azotu w waszej instalacji...i aż boję sie wysnuć wniosek, że wasz chińczyk ma to ciśnienie sterowane zaworem na wiązce azotu, na co wskazywałaby część Twojej wypowiedzi:
Jak maszyna ma dwa tygodnie (i nie pamiętasz kto wam ją sprzedał) to ja bym bardzo, na prawdę bardzo mocno cisnął tego dystrybutora.
PS. Kolejne pytanie - a ciśnienie wkłuwania (ustawienia w "pierce" - druga zakładka na twoim zdjęciu) azotem możesz zmieniać?
A pytam, ponieważ z jakichś względów producent lasera zdezaktywował możliwość sterowania ciśnieniem azotu w ustawieniach parametrów cięcia w cypcut'ie. Aż boję się gdybać dalej, ponieważ z gdybań wychodzi mi pomalutku brak takiego zaworu do azotu w waszej instalacji...i aż boję sie wysnuć wniosek, że wasz chińczyk ma to ciśnienie sterowane zaworem na wiązce azotu, na co wskazywałaby część Twojej wypowiedzi:
To gdzie/czym to ustawiałeś?
Jak maszyna ma dwa tygodnie (i nie pamiętasz kto wam ją sprzedał) to ja bym bardzo, na prawdę bardzo mocno cisnął tego dystrybutora.
PS. Kolejne pytanie - a ciśnienie wkłuwania (ustawienia w "pierce" - druga zakładka na twoim zdjęciu) azotem możesz zmieniać?
"Śpieszmy się czytać posty na forum, tak szybko znikają..."
-
trampex
Autor tematu - Czytelnik forum poziom 3 (min. 30)
- Posty w temacie: 9
- Posty: 34
- Rejestracja: 10 paź 2009, 22:00
- Lokalizacja: Tomaszów Lubelski
Re: Problem z paleniem stali nierdzewnej 8mm 4kw
Jutro zrobie zdjecie głowicy, cisnienie ustawiam na reduktorze. Jutro tez sprawdze czy mogę zmieniać cisnienie przy wpalaniu.
-
harma
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 5
- Posty: 277
- Rejestracja: 07 kwie 2009, 20:49
- Lokalizacja: daleko od miejsca, w którym powinienem być
Re: Problem z paleniem stali nierdzewnej 8mm 4kw
No to możesz nie robić nawet tych zdjęć.
To powiem tylko, że odpuść sobie palenie grubszej nierdzewki w sposób powtarzalny na tym "laserze".
"Śpieszmy się czytać posty na forum, tak szybko znikają..."






