




Mam zamiar napisać program z ręki do radełkowania (bardziej to wygląda jak dłutowanie) pod kątem 45stopni na powierzchni walcowej.
Nie było z tym problemów na tokarkach z Fanuc gdyż wystarczyło ustalić średnicę X i długość Z oraz kąt C (do tego Fanuc nie sprawiał problemów jeżeli narzędzie nie miało nadanych obrotów) np .
N1(1ST START POINT)
(RH KNURLING)
G30U0
G30V0W0
T0909
M35
M8
G30H0.0
G50C0.0
G00 X210.0 Z5. C0.0
G01 Z-105.0 C45.0 F8000
G00 X210.0
G00 X210.0 Z5. C2.0
G01 Z-105.0 C47.0
G00 X210.0 (i tak dookoła)
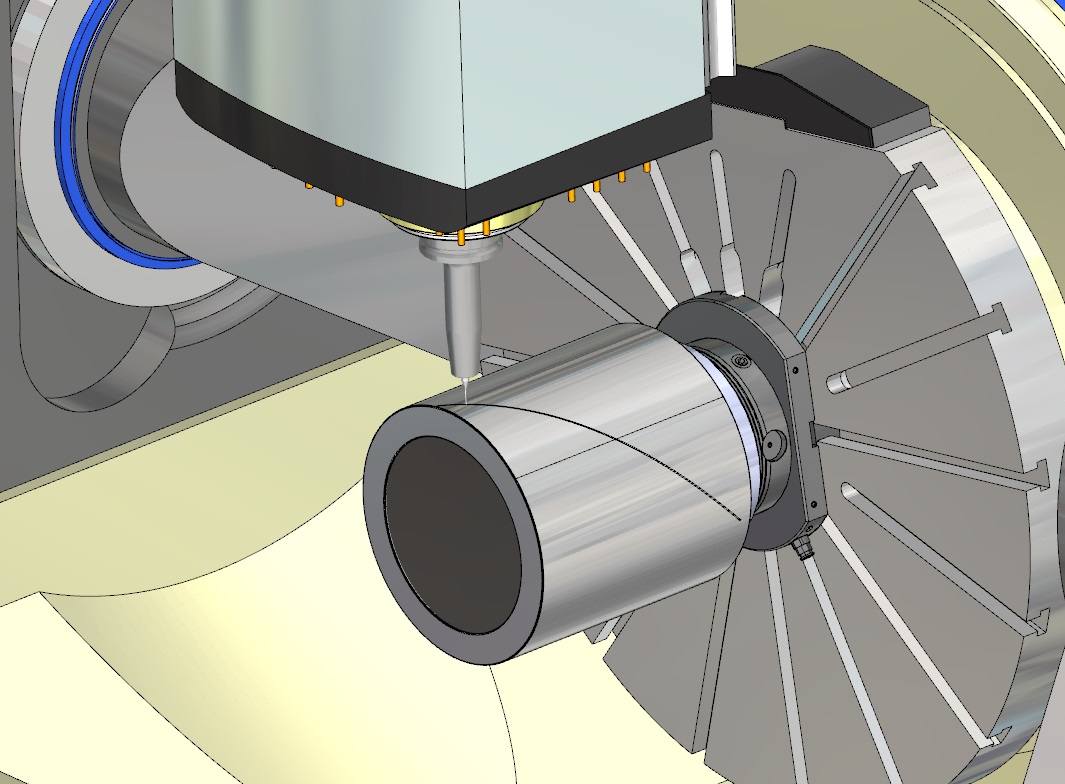
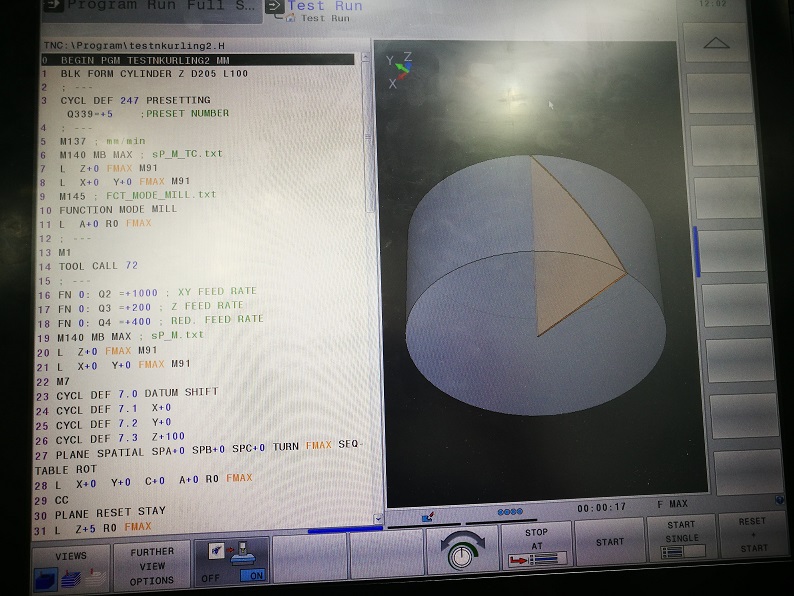
Moja firma zakupiła DMG Mori DMC65FD 5x z sterowaniem TNC640 i pojawił się problem. Wałek znajduje się w pozycji A-90 (obecny widok wygenerowany z HyperMilla - używa setki linii w osiach X Y Z i C co mi nie na ręke):
Próbowałem napisać z ręki ale wygląda ok jedynie jeśli przemieszczam narzędzie po osi maszyny - jakiekolwiek podniesienie narzędzia/płaszczyzny do średnicy wałka skutkuje błędnymi ruchami :
Jest na to prosty sposób jak w tokarce powyżej?
Dziękuję za wszelką pomoc.


")
")







