




")
Krzycho_Wporzo napisał/a:...
Pomijając to że w Twoim programie są przecinki zamiast kropek, a wartości dla X,Z są przesunięte o 0.3 mm to chyba powinna być kompensacja prawostronna G42 a nie G41 ?. ...
rafalgubiec napisał/a:
...
jezeli chodzi o kompensacje jest ok tl2 ma imak z lewej strony patrzac na uchwyt wiec noz obrabiajacy materiał jest po lewej czyli g41 no chyba ze wszystko popierdzieliłem
...
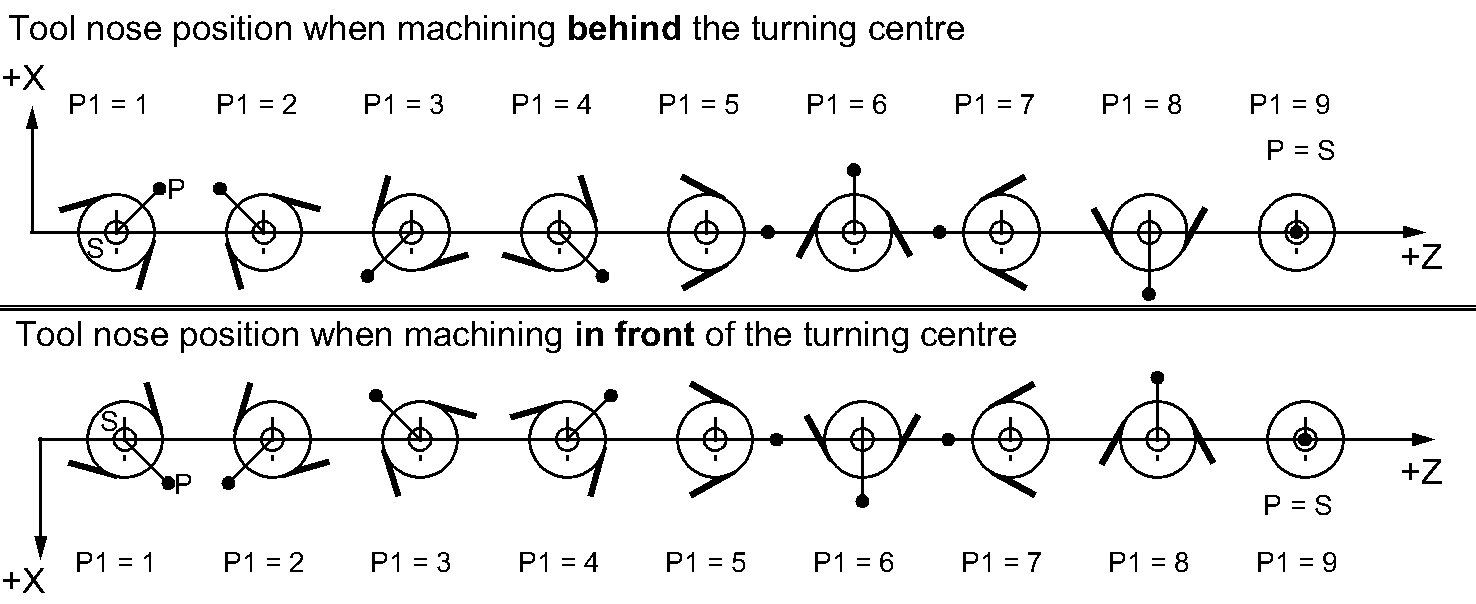
Korekcja lewostronna G41 - nóż jest po lewej stronie materiału, jeśli patrzymy stojąc za oddalającym się narzędziem.
Z definicji wynika , że jest OK.
@ rafalgubiec - jeśli chodzi o kwadranty , to ściągę masz tu ;
https://zapodaj.net/c371c642a68f6.jpg.html
... , a cała instrukcja obsługi tu;
https://diy.haascnc.com/sites/default/f ... ?0=%253F33
Na Twój nieszczęsny przecinak napisałem program w CAM (gdyż inaczej się nie da)
.... , szczegóły tu;
https://zapodaj.net/72d8d9b2d202a.jpg.html
, ale z przyczyn ,,technicznych''
https://zapodaj.net/a23836205992a.jpg.html
Mariusz.


")
")
")







{kind=link}
{kind=link}
{kind=link}
{kind=link}