")
Gdyby zrobić to wiertarką ręczną a nie na jakiejś wielkiej frezarce - byłoby proste, nie święci garnki lepią... a że lubię nieortodoksyjnie podchodzić do problemów warsztatowych, napiszę o tym pomyśle.
Jednak trzeba do tego trochę odwagi i... czy ja wiem? wyobraźni przestrzennej? No i praktyki.
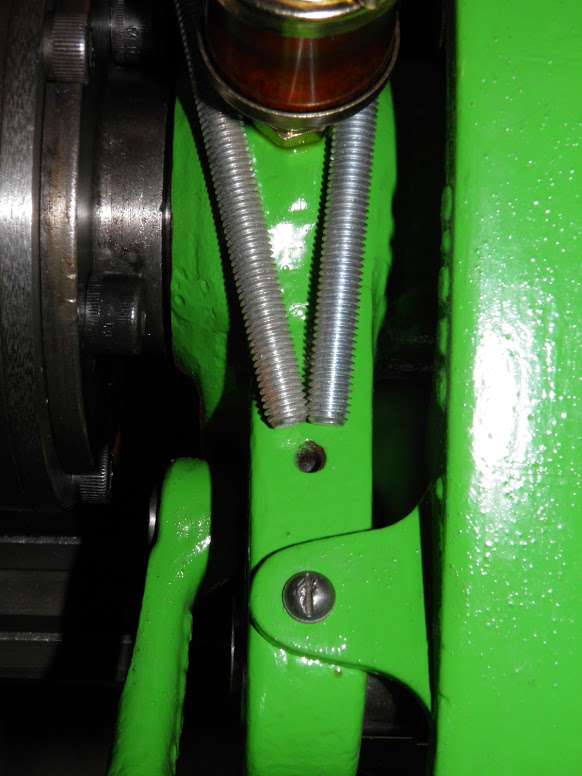
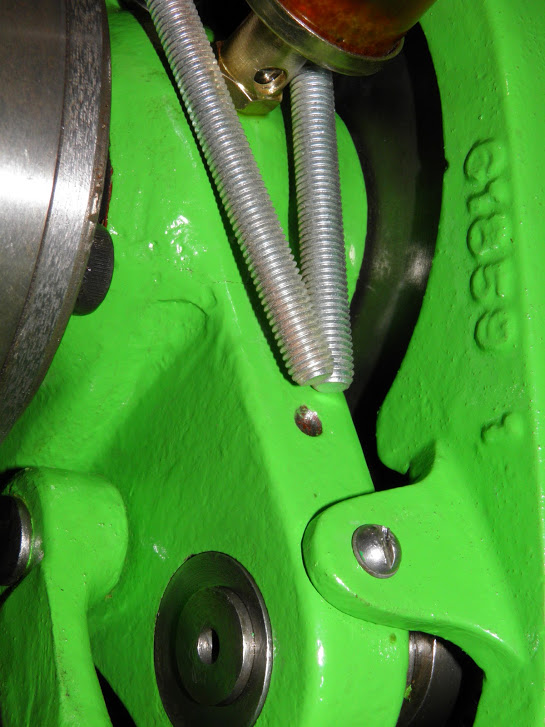
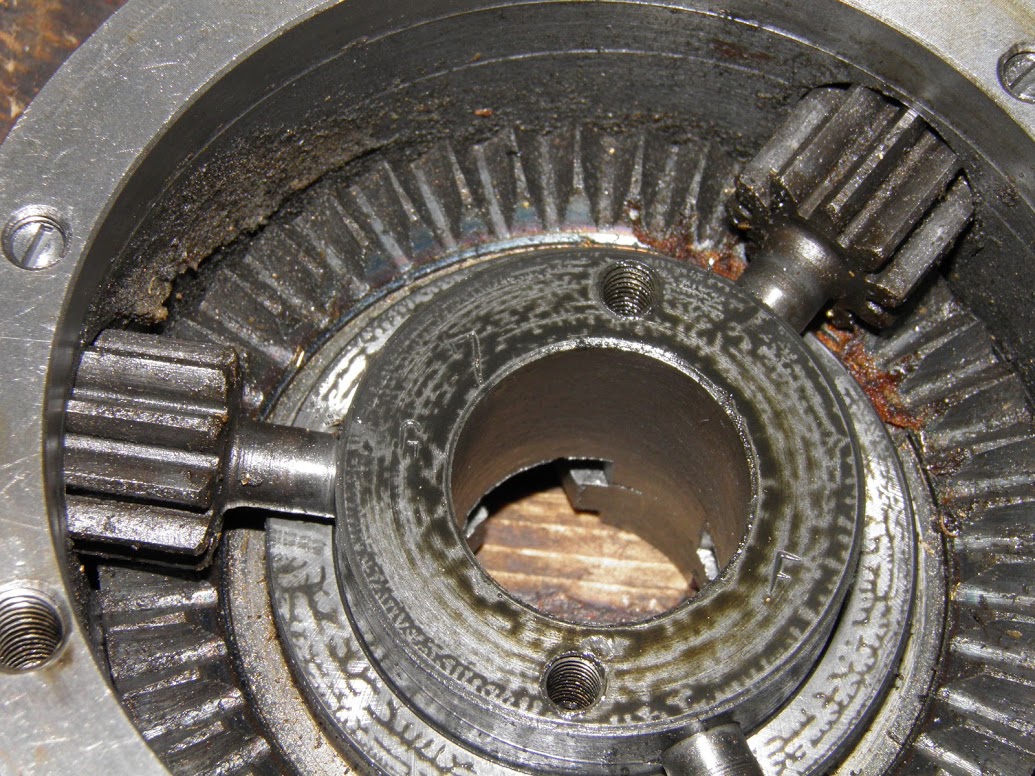
Mianowicie, gdy tak oglądam kształt przedniej części maszyny, tam gdzie jest pęknięcie rysuje mi się możliwość wywiercenia dwóch długich ślepych otworów, niejako okraczających otwór smarowniczki.
Byłyby lekko pod kątem do siebie, zbieżne; zbieżność i kierunki wynikałyby z kształtu całego wspornika przedniego. Trzeba by sobie najpierw wyrzeźbić zagłębienia do zaczęcia otworu, by wiertło się nie ześlizgiwało i weszło tam, gdzie chcemy - np. szlifierką prostą i widiowym pilnikiem obrotowym, walcowo-czołowym.
To jest żeliwo, więc wiercenie łatwe choć nieco upierdliwe - dałoby się ręczną wiertarką, ale trzeba by doskonale kontrolować kierunek wiercenia, by nie wleźć wiertłem w jakiś ważny otwór czy coś podobnego. Najpierw mniejszym wiertłem, a potem ("stępionym", jak do mosiądzu!) powiercić na wymaganą średnicę pod gwint. Nie od rzeczy byłoby na koniec przelecieć otwór rozwiertakiem ręcznym, dla jego "wyprostowania" (ale pod M8 potrzebny byłby 6,5mm - pod M10 zaś typowy 8mm). Ostrożnie gwintować, by nie złamać długiego gwintownika (taki byłby niezbędny), często wydmuchiwać "urobek".
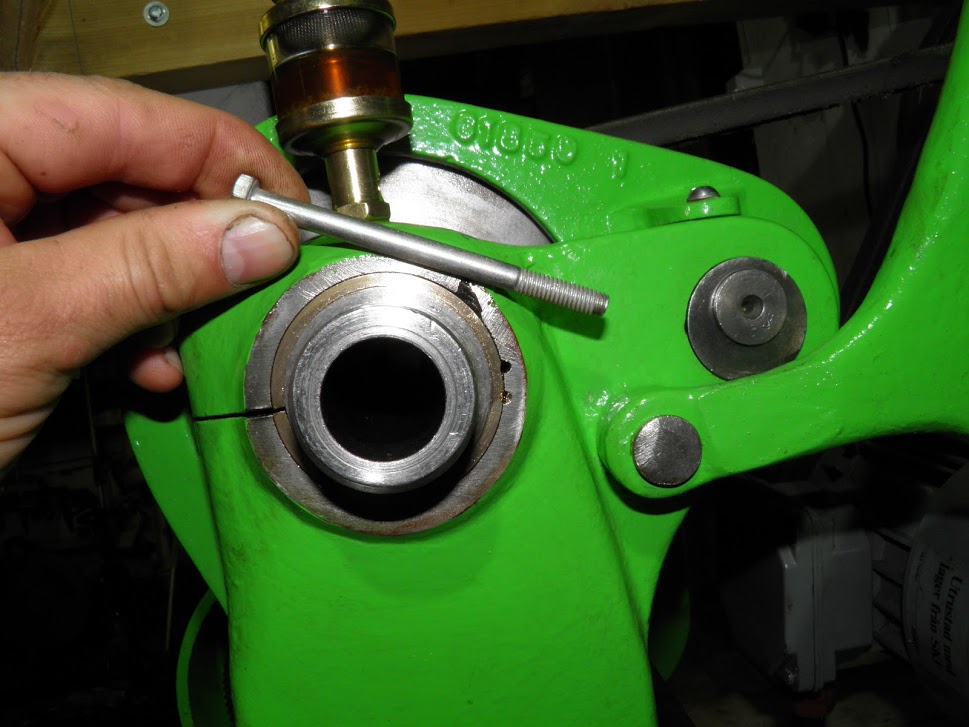
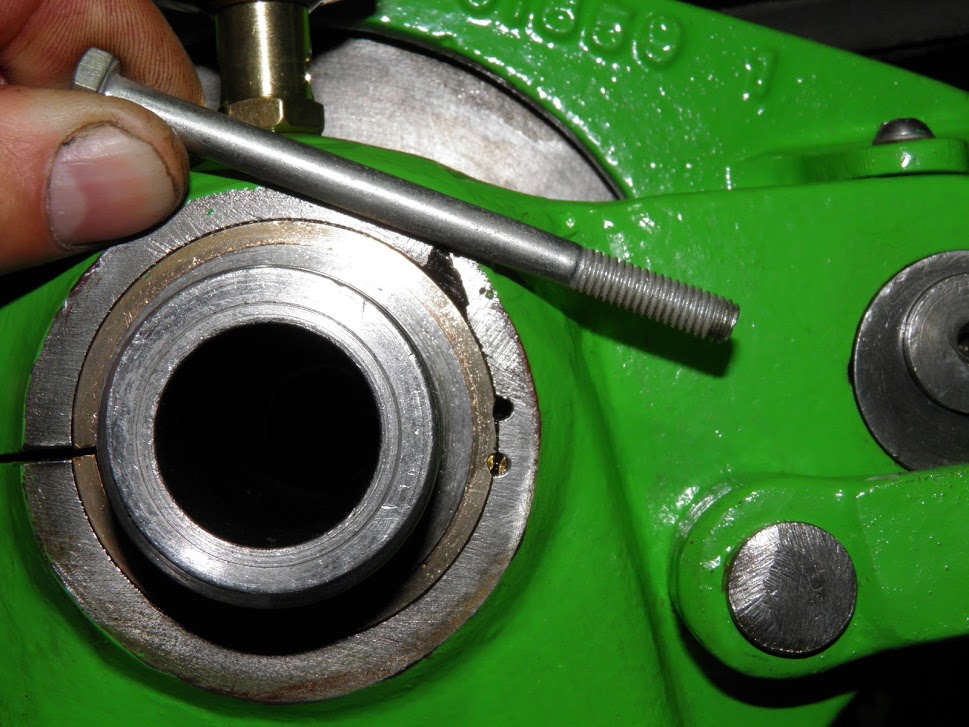
Myślę, że maksymalnie mogłyby tam wejść - po nagwintowaniu otworów - długie szpilki M10, jeśli nie to M8, z ulepszanego materiału. Może nawet przegwintowane długie śruby ampulowe, ale najwyższej klasy wytrzymałościowej.
Po wkręceniu do oporu i oszlifowaniu na gładko wystających szpilek dostałbyś dwa długie wytrzymałe rdzenie, przechodzące przez pęknięcie - myślę, że to by wystarczyło dla zabezpieczenia długiej pracy przedniej panewki, oczywiście z jej zaciskaniem śrubą z przodu.
Można by wykonać otwory jako cylindryczne aż do pęknięcia, a dopiero od tego miejsca - gwintowane, bo wtedy (pozostawiając zredukowany łeb śruby ampulowej) można by zacisnąć pęknięcie na "zero"; to jednak komplikuje sprawę, a otwór gwintowany na całej długości też ma zalety i też powinien być dobry, bo wymiar szczeliny pęknięcia jest raczej znikomy.
Geometria pozostałaby nienaruszona (co jest ryzykiem przy spawaniu), całość zrobiłbyś w domu sam, a po oszlifowaniu wystających skośnie szpilek - gdyby Twoja żona znowu pomalowała to miejsce

")

")