



SZGH - zbiór informacji
-
tomx_
- Znawca tematu (min. 80)
")
- Posty w temacie: 13
- Posty: 84
- Rejestracja: 12 lut 2005, 23:41
- Lokalizacja: Warszawa
Re: SZGH - zbiór informacji
Dzięki za sugestie. P28 i P29 mam na 0. Jeśli możesz zerknij, jak te porty zachowują się u ciebie. Na razie napisałem do nich. Zobaczymy, co odpowiedzą.


-
tomx_
- Znawca tematu (min. 80)
- Posty w temacie: 13
- Posty: 84
- Rejestracja: 12 lut 2005, 23:41
- Lokalizacja: Warszawa
Re: SZGH - zbiór informacji
Zagadka rozwiązana port Y03 steruje się komendami M67/M66 on/off. Szkoda, że nigdzie nie znalazłem tej informacji w dokumentacji. Albo słabo szukałem.
-
tomx_
- Znawca tematu (min. 80)
- Posty w temacie: 13
- Posty: 84
- Rejestracja: 12 lut 2005, 23:41
- Lokalizacja: Warszawa
Re: SZGH - zbiór informacji
Podsyłam podsumowanie moich walk z obsługą portów z poziomu macra. Może komuś zaoszczędzi czasu.
Część informacji jest w manualu do makr, a część w dokumentacji PLC
Niezły burdel jest z tą dokumentacją do SZGH. Dostałem od nich najpierw PDFa PLC 1.3 do tokarki. Kompletnie inne komendy. Teraz dostałem wersję 3.0 do frezarki i te są w miarę ok. (Ja mam SZGH ta tokarce)
Walczyłem z obsługą portu Y03.
Można sterować portem z MDI wtedy M67/M66 on/off
Taka składnia nie działa z poziomu macro. Musi być.
OUT+M60 on
OUT-M60 off
Kolejna rzecz to niestety nie da się testować z MDI bardziej złożonych macr, które korzystają z warunku IF, MODWAT, MAXWAT itd... . Po prostu wywala błąd.
Czyli trzeba takie macra testować przez restore, zmiana na pc wgranie restore i tak w kółko. Chyba że się okaże, że znowu jest jakiś magiczny manual opisujący w jakiś inny sposób to zrobić z poziomu SZGHa
Załączam manual PLC 3.0 (są w nim błędzie poopisywane komendy wyłączające np M67 jako ON (ta jest ok )a M72 jako OFF (to jest źle ) bo M66 jest OFF. Wygląda, jak by ktoś podczas edycji robił copy paste kawałki tekstu bez zmieniania treści. Bo M72 pojawia się w wielu portach jako OFF)
Część informacji jest w manualu do makr, a część w dokumentacji PLC
Niezły burdel jest z tą dokumentacją do SZGH. Dostałem od nich najpierw PDFa PLC 1.3 do tokarki. Kompletnie inne komendy. Teraz dostałem wersję 3.0 do frezarki i te są w miarę ok. (Ja mam SZGH ta tokarce)
Walczyłem z obsługą portu Y03.
Można sterować portem z MDI wtedy M67/M66 on/off
Taka składnia nie działa z poziomu macro. Musi być.
OUT+M60 on
OUT-M60 off
Kolejna rzecz to niestety nie da się testować z MDI bardziej złożonych macr, które korzystają z warunku IF, MODWAT, MAXWAT itd... . Po prostu wywala błąd.
Czyli trzeba takie macra testować przez restore, zmiana na pc wgranie restore i tak w kółko. Chyba że się okaże, że znowu jest jakiś magiczny manual opisujący w jakiś inny sposób to zrobić z poziomu SZGHa
Załączam manual PLC 3.0 (są w nim błędzie poopisywane komendy wyłączające np M67 jako ON (ta jest ok )a M72 jako OFF (to jest źle ) bo M66 jest OFF. Wygląda, jak by ktoś podczas edycji robił copy paste kawałki tekstu bez zmieniania treści. Bo M72 pojawia się w wielu portach jako OFF)
- Załączniki
-
- PLC User Manual (CNC System)V3.0.pdf
- (3.45 MiB) Pobrany 91 razy
-
ssllaawweekk
- Sympatyk forum poziom 2 (min. 50)
")
- Posty w temacie: 33
- Posty: 54
- Rejestracja: 22 paź 2009, 08:18
- Lokalizacja: Jelenia Góra
Re: SZGH - zbiór informacji
Czy ktoś może wrzucić działająca wersję macro G124 do obsługi magazynu z łapą. System SZGH.
W mojej wersji jest mnóstwo błędów.
Dzisiaj spędziłem z 3 godziny a ciągle źle działa. Obecnie magazyn ciągle się kręci gdy szuka narzędzia i nie chce się zatrzymać.
W mojej wersji jest mnóstwo błędów.
Dzisiaj spędziłem z 3 godziny a ciągle źle działa. Obecnie magazyn ciągle się kręci gdy szuka narzędzia i nie chce się zatrzymać.
-
ssllaawweekk
- Sympatyk forum poziom 2 (min. 50)
- Posty w temacie: 33
- Posty: 54
- Rejestracja: 22 paź 2009, 08:18
- Lokalizacja: Jelenia Góra
Re: SZGH - zbiór informacji
Wreszcie mam chwilę i mogę coś napisać.
Ja macra testowałem uruchamiając je jako zwykłe programy do obróbki. Interpreter dobrze rozpoznawał wszystkie instrukcje włącznie z warunkowymi itp.
Macro które dostałem z SZGH musiałem mocno modyfikować. Wszystko zależy od budowy maszyny.
Fragment przed zmianami z SZGH:
N283 STAF(Tool Holder is fall down!)
STAF (Sprawdzenie czy magazyn w odpowiedniejpozycji)
WAT+X01
STAF (aktywne tool holder down,nieaktywne tool holder up)
OUT+Y27-Y28
G04 P500
STAF( sprawdzeniesygnału z czujników nie holder up, tak holderdown)
WAT-X04+X05
G04 P1000
WAT-X04+X05
N284 STAF(ATC Arm Take Tool!)
STAF(start łapy)
OUT+Y29
G04 P150
STAF(oczekiwanie na sygnał czujnika łapy)
WAT+X02
G04 P50
WAT+X02
STAF(zatrzymanie łapy)
OUT-Y29
N285 STAF(Spindle Loose Tool!)
M11 (aktywne otwieranie chuck)
G04 P150
M12 (wejście sygnału otwacia chuck z czujnika na siłowniku)
G04 P1000
M12 (wejście sygnału otwacia chuck z czujnika na siłowniku)
N286 STAF(ATC Arm Exchange Tool!)
OUT+Y29 (aktywne wyjscie sterujace Arm)
G04 P100
WAT+X02 (oczekiwanie na sygnał z czujnika Arm)
G04 P30
WAT+X02 (oczekiwanie na sygnał z czujnika Arm)
OUT-Y29 (nieaktywne wyjscie sterujace Arm)
N287 STAF(Spindle Tighten Tool!)
M10 (nieatywne otwieranie chuck)
G04 P150
M14
G04 P150
N290 STAF(ATC Arm back home!)
OUT+Y29
G04 P150
WAT+X02
G04 P50
WAT+X02
OUT-Y29
N295 STAF(Tool Holder is lift up!)
OUT-Y27+Y28
G04 P150
WAT+X04-X05
G04 P150
WAT+X04-X05
A po dopasowaniu do maszyny:
N265 STAF(Tool Holder is fall down!)
WAT+X01
OUT+Y27-Y28
G04 P150
WAT-X04+X05
G04 P100
WAT-X04+X05
N270 G04 P30
N275 STAF(Powietrze sprezone)
WAT+X00
STAF()
N280 STAF(ATC Arm Exchange Tool!)
M60
G04 P30
OUT+Y29
G04 P1000
WAT+X02
G04 P50
WAT+X02
OUT-Y29
N285 G04 P50
N290 G04 P50
N295 STAF(Tool Holder is lift up!)
OUT-Y27+Y28
G04 P150
WAT+X04-X05
N300 M60
Ja macra testowałem uruchamiając je jako zwykłe programy do obróbki. Interpreter dobrze rozpoznawał wszystkie instrukcje włącznie z warunkowymi itp.
Macro które dostałem z SZGH musiałem mocno modyfikować. Wszystko zależy od budowy maszyny.
Fragment przed zmianami z SZGH:
N283 STAF(Tool Holder is fall down!)
STAF (Sprawdzenie czy magazyn w odpowiedniejpozycji)
WAT+X01
STAF (aktywne tool holder down,nieaktywne tool holder up)
OUT+Y27-Y28
G04 P500
STAF( sprawdzeniesygnału z czujników nie holder up, tak holderdown)
WAT-X04+X05
G04 P1000
WAT-X04+X05
N284 STAF(ATC Arm Take Tool!)
STAF(start łapy)
OUT+Y29
G04 P150
STAF(oczekiwanie na sygnał czujnika łapy)
WAT+X02
G04 P50
WAT+X02
STAF(zatrzymanie łapy)
OUT-Y29
N285 STAF(Spindle Loose Tool!)
M11 (aktywne otwieranie chuck)
G04 P150
M12 (wejście sygnału otwacia chuck z czujnika na siłowniku)
G04 P1000
M12 (wejście sygnału otwacia chuck z czujnika na siłowniku)
N286 STAF(ATC Arm Exchange Tool!)
OUT+Y29 (aktywne wyjscie sterujace Arm)
G04 P100
WAT+X02 (oczekiwanie na sygnał z czujnika Arm)
G04 P30
WAT+X02 (oczekiwanie na sygnał z czujnika Arm)
OUT-Y29 (nieaktywne wyjscie sterujace Arm)
N287 STAF(Spindle Tighten Tool!)
M10 (nieatywne otwieranie chuck)
G04 P150
M14
G04 P150
N290 STAF(ATC Arm back home!)
OUT+Y29
G04 P150
WAT+X02
G04 P50
WAT+X02
OUT-Y29
N295 STAF(Tool Holder is lift up!)
OUT-Y27+Y28
G04 P150
WAT+X04-X05
G04 P150
WAT+X04-X05
A po dopasowaniu do maszyny:
N265 STAF(Tool Holder is fall down!)
WAT+X01
OUT+Y27-Y28
G04 P150
WAT-X04+X05
G04 P100
WAT-X04+X05
N270 G04 P30
N275 STAF(Powietrze sprezone)
WAT+X00
STAF()
N280 STAF(ATC Arm Exchange Tool!)
M60
G04 P30
OUT+Y29
G04 P1000
WAT+X02
G04 P50
WAT+X02
OUT-Y29
N285 G04 P50
N290 G04 P50
N295 STAF(Tool Holder is lift up!)
OUT-Y27+Y28
G04 P150
WAT+X04-X05
N300 M60
-
greg123stairs
- Czytelnik forum poziom 3 (min. 30)
")
- Posty w temacie: 7
- Posty: 37
- Rejestracja: 19 sie 2016, 15:51
- Lokalizacja: Mansfield
Re: SZGH - zbiór informacji
Jestem na poczatkowym etapie przerabiania sterowania centrum CNC do obrobki drewna SCM 95L Tech. Oryginalnie maszyna pracowala na sterowniku KVARA a teraz czas na SZGH CNC 1000Mdb 3 osie.
Broszura mojego CNC:
http://www.123stairs.co.uk/cnc95/scm95_brosz.pdf
Na wstepie kilka spostrzezen jak wyglada wspolpraca z chinczykami a potem sprawy techniczne.
Zamowilem sam sterownik - w komplecie plyta z przekaznikami, okablowanie 5m oraz pelne wsparcie, makra itd. Cena na dzien 13 stycznia 2022 $685 plus $165 wysylka DHL plus clo ale to za chwile.
Tutaj link do wyceny pelnej wersji:
http://www.123stairs.co.uk/cnc95/ceny.pdf
Przesylka doszla do Wielkiej Brytanii po okolo 10 dniach ale musialem doplacic £155 clo i podatki. Cala odprawa i papierologia byla zrobiona przez DHL, ja jedynie dostalem sms z linkiem do wplaty (nie ukrywam ze sms wygladal dosc podejrzanie i myslalem ze to scam - szkoda ze nie email).
Przesylka bardzo dobrze zapakowana. W przesylce brak USB stick i... dowiedzialem sie od chinczykow ze to prezent za free wiec ... nic sie nie stalo
Wsparcie jest, odpowiedzi na kazde pytania sa ale, dokladnie tak jak koledzy wczesniej pisali. Najczestrze odpowiedzi to YES/NO. Chyba nie zdazylo sie pelne zdanie. Jak pytam o polaczenia to otrzymuje schemat bez zbednych komentarzy. Nie jest to forma komunikacji do jakiej jestesmy przyzwyczajeni w europie. Wazne jest ze odpowiedzi padaja, tak wiec trzeba naprawde wiedziec o co pytac zeby odpowiedz YES albo NO dawalo nam 100% satysfakcji.
Po czesci rozumiem ich bo patrzac na moj przyklad, taka forma komunikacji zmusza mnie do samodzielnej analizy i czytania manuali a nie oczekiwanie na gotowe plug&play. Ja mam o tyle bardziej skomplikowana sytuacje ze chce wykozystac jak najwiecej z mojego centrum CNC czyli napewno zostaja serwopaki oraz wrzeciono wraz z falownikiem. I to dopasowanie jest przeslanka do tego posta bo ... bo mam problem z dostosowaniem ustawien serwopakow do sterownika SZGH.
Sterownik SZGH 1000 Mdb jest juz zainstalowany w szafie:

Kilka dobrych dni poswiecilem na przerobienie instalacji elektrycznej i tak naprawde w pelni zrozumieniu tego jak dziala moje CNC. Dzisiaj juz mam gotowe okablowanie do uruchomienia sterowania. Serwomotory zdemontowalem fizycznie ale pozostawilem polaczenia do serwodrivow.
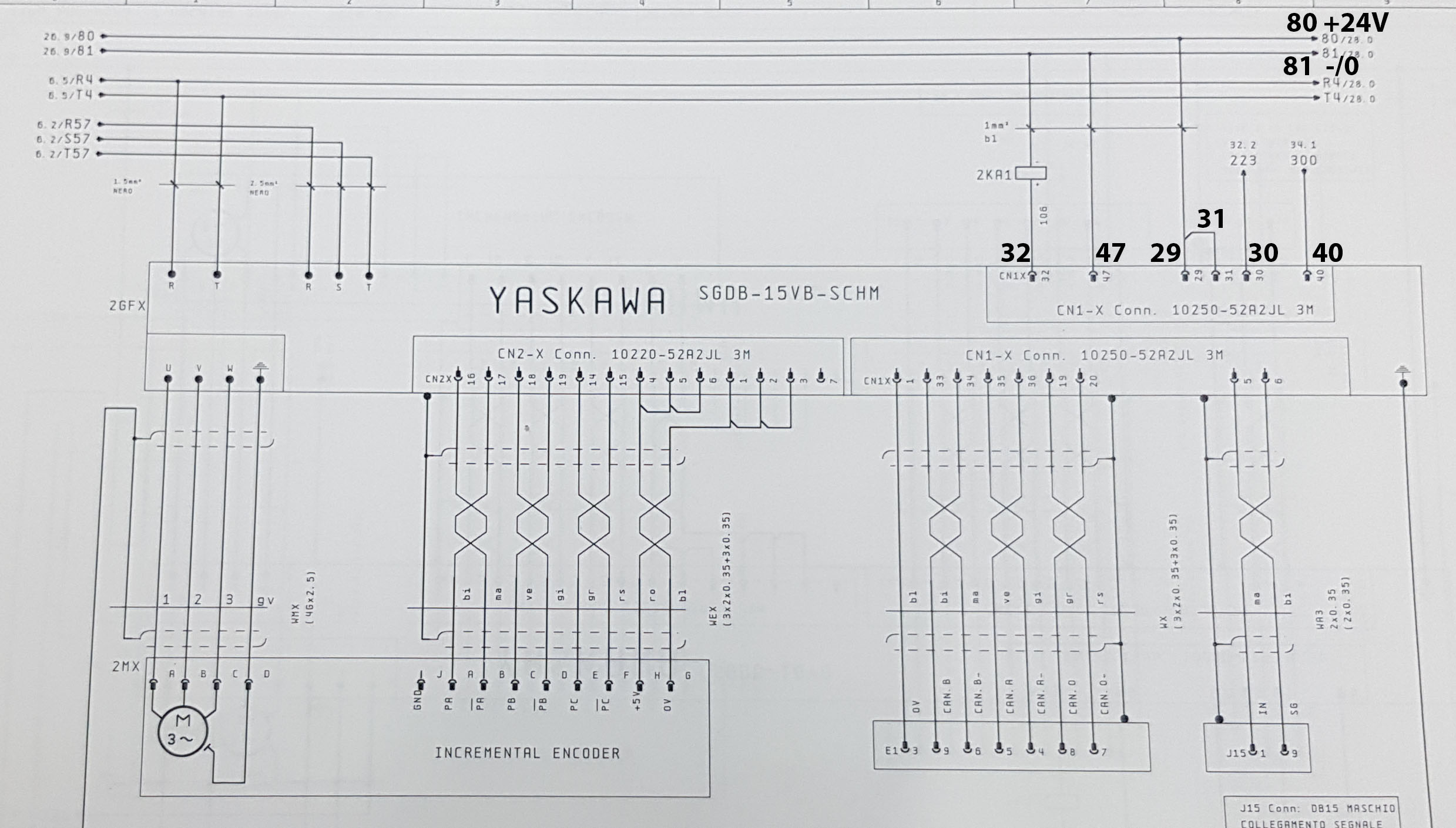
Podlaczylem sterowanie serwopackow do sterownika zgodnie ze schematem od chinczykow:
Schemat od wsparcia z SZGH jak mam podlaczyc serwopacki do ich sterownika:
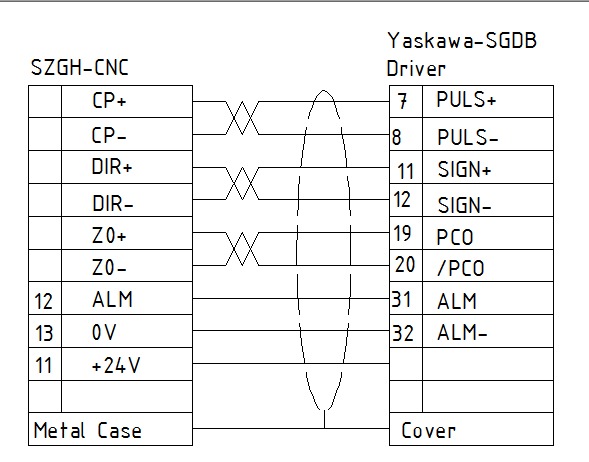
Na schemacie brak info o zasilaniu ale +24V podlaczylem do pin 47. Pytanie czy jest wskazane podlaczyc INTH o ktorym tez chinskie wsparcie nie wspomina.
Manualnie czyli przy pomocy malego panela operatorskiego silniki da sie sterowac i dzialaja przod/tyl. A na panelu SZGH caly czas informacja o alarmie serw osi XYZ i tez AB ktorych teoretycznie nie ma.
Dziwne o tyle ze na serwach nie ma komunikatu o bledzie no i nie dalo by sie zapewne wysterowac manualnie gdyby byl blad. Podejrzewam ze nalezy przestawic parametry w serwach. I teraz pytanie do Was, JAK? Bo nie chcial bym czegos zepsuc.
Zastanawia mnie tez dlaczego wczesniej polaryzacja sterowania serw byla odwrotna. W manualu i wg schematu od SZGH na pin 47 podajemy + 24V a w maszynie bylo plus podawane na piny 29 i 31.
Moze nie ma to znaczenia ale ... troche zastanawiajace.
Jezeli ktos ma jakis pomysl to chetnie skorzystam z podpowiedzi - sugestii. Tak na wszelki, podaje jeszcze linki do manuala Yaskawa servopack:
http://www.123stairs.co.uk/cnc95/manual_yaskawa.pdf
Oraz moje serwopaki:

Broszura mojego CNC:
http://www.123stairs.co.uk/cnc95/scm95_brosz.pdf
Na wstepie kilka spostrzezen jak wyglada wspolpraca z chinczykami a potem sprawy techniczne.
Zamowilem sam sterownik - w komplecie plyta z przekaznikami, okablowanie 5m oraz pelne wsparcie, makra itd. Cena na dzien 13 stycznia 2022 $685 plus $165 wysylka DHL plus clo ale to za chwile.
Tutaj link do wyceny pelnej wersji:
http://www.123stairs.co.uk/cnc95/ceny.pdf
Przesylka doszla do Wielkiej Brytanii po okolo 10 dniach ale musialem doplacic £155 clo i podatki. Cala odprawa i papierologia byla zrobiona przez DHL, ja jedynie dostalem sms z linkiem do wplaty (nie ukrywam ze sms wygladal dosc podejrzanie i myslalem ze to scam - szkoda ze nie email).
Przesylka bardzo dobrze zapakowana. W przesylce brak USB stick i... dowiedzialem sie od chinczykow ze to prezent za free wiec ... nic sie nie stalo
Wsparcie jest, odpowiedzi na kazde pytania sa ale, dokladnie tak jak koledzy wczesniej pisali. Najczestrze odpowiedzi to YES/NO. Chyba nie zdazylo sie pelne zdanie. Jak pytam o polaczenia to otrzymuje schemat bez zbednych komentarzy. Nie jest to forma komunikacji do jakiej jestesmy przyzwyczajeni w europie. Wazne jest ze odpowiedzi padaja, tak wiec trzeba naprawde wiedziec o co pytac zeby odpowiedz YES albo NO dawalo nam 100% satysfakcji.
Po czesci rozumiem ich bo patrzac na moj przyklad, taka forma komunikacji zmusza mnie do samodzielnej analizy i czytania manuali a nie oczekiwanie na gotowe plug&play. Ja mam o tyle bardziej skomplikowana sytuacje ze chce wykozystac jak najwiecej z mojego centrum CNC czyli napewno zostaja serwopaki oraz wrzeciono wraz z falownikiem. I to dopasowanie jest przeslanka do tego posta bo ... bo mam problem z dostosowaniem ustawien serwopakow do sterownika SZGH.
Sterownik SZGH 1000 Mdb jest juz zainstalowany w szafie:
Kilka dobrych dni poswiecilem na przerobienie instalacji elektrycznej i tak naprawde w pelni zrozumieniu tego jak dziala moje CNC. Dzisiaj juz mam gotowe okablowanie do uruchomienia sterowania. Serwomotory zdemontowalem fizycznie ale pozostawilem polaczenia do serwodrivow.
Podlaczylem sterowanie serwopackow do sterownika zgodnie ze schematem od chinczykow:
Schemat od wsparcia z SZGH jak mam podlaczyc serwopacki do ich sterownika:
Na schemacie brak info o zasilaniu ale +24V podlaczylem do pin 47. Pytanie czy jest wskazane podlaczyc INTH o ktorym tez chinskie wsparcie nie wspomina.
Manualnie czyli przy pomocy malego panela operatorskiego silniki da sie sterowac i dzialaja przod/tyl. A na panelu SZGH caly czas informacja o alarmie serw osi XYZ i tez AB ktorych teoretycznie nie ma.
Dziwne o tyle ze na serwach nie ma komunikatu o bledzie no i nie dalo by sie zapewne wysterowac manualnie gdyby byl blad. Podejrzewam ze nalezy przestawic parametry w serwach. I teraz pytanie do Was, JAK? Bo nie chcial bym czegos zepsuc.
Zastanawia mnie tez dlaczego wczesniej polaryzacja sterowania serw byla odwrotna. W manualu i wg schematu od SZGH na pin 47 podajemy + 24V a w maszynie bylo plus podawane na piny 29 i 31.
Moze nie ma to znaczenia ale ... troche zastanawiajace.
Jezeli ktos ma jakis pomysl to chetnie skorzystam z podpowiedzi - sugestii. Tak na wszelki, podaje jeszcze linki do manuala Yaskawa servopack:
http://www.123stairs.co.uk/cnc95/manual_yaskawa.pdf
Oraz moje serwopaki:
-
maciek95k
Autor tematu - Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 66
- Posty: 779
- Rejestracja: 31 mar 2017, 23:04
- Lokalizacja: Kraków
Re: SZGH - zbiór informacji
greg123stairs pisze: A na panelu SZGH caly czas informacja o alarmie serw osi XYZ i tez AB ktorych teoretycznie nie ma.
Jak podłączyłeś wejście od alarmu driverów do driverów to najprawdopodobniej kwestia odwróconej logiki.
W pierwszej kolejności spróbuj ten alarm skasować. Nie robi się tego przyciskiem reset, tylko wchodzi w parametry (chyba dwa razy albo nawet trzy trzeba kliknąć i tam na dole pod F4 czy gdzieś pobliskim przyciskiem masz reset tych alarmów.
Druga sprawa to logika tego alarmu. Parametr 17 w "other" parameters. Spróbuj tam zmienić z 0 na 1 lub odwrotnie (w zależności od tego co tam masz wpisane) i wtedy wykasować. Oczywiście jeśli zadziała, to wywołaj alarm drivera i upewnij się, że wykrywanie tych alarmów działa poprawnie (np. na wyłączonym napędzie odepnij enkoder i załącz driver).
Dodane 15 minuty 40 sekundy:
greg123stairs pisze:Na schemacie brak info o zasilaniu ale +24V podlaczylem do pin 47
47 to wejście SON (servo on). Generalnie zezwolenie na ruch.
greg123stairs pisze:plus podawane na piny 29 i 31.
Czyli do wyjść servo ready i alarm. Generalnie wynikało to ze specyfiki jak były u Ciebie podłączone napędy.
greg123stairs pisze:Pytanie czy jest wskazane podlaczyc INTH o ktorym tez chinskie wsparcie nie wspomina.
W sumie mały błąd popełniłem wcześniej w rozumowaniu. Właśnie ten sygnał, służy jako reset alarmów w serwonapędzie. Więc musiałbyś go podłączyć jeśli chciałbyś potencjalnie wykasować z poziomu sterowania jakiś alarm. U ciebie to jest 44 pin w serwonapędach.
Na stronie 564 manualu napędów masz fajnie wylistowane parametry.
-
greg123stairs
- Czytelnik forum poziom 3 (min. 30)
- Posty w temacie: 7
- Posty: 37
- Rejestracja: 19 sie 2016, 15:51
- Lokalizacja: Mansfield
Re: SZGH - zbiór informacji
Dziekuje bardzo. Tak dla jasnosci:
/S-ON to pin 40 a pin 47 to wlasnie +24V IN chyba ze cos zle czytam (str. 166)maciek95k pisze: 47 to wejście SON (servo on)
i uwzgledniajacmaciek95k pisze: U ciebie to jest 44 pin w serwonapędach
Rano jak najbardziej od tego zaczne. Wydaje mi sie ze zmiana parametru 17 powinno wystarczyc skoro serwa nie sa w alarmie a raczej sygnal ALM jest blednie odczytywany wlasnie jako alarm.maciek95k pisze: Parametr 17 w "other" parameters
Fajnie jak bym wiedzial co trzeba zmienic zeby bylo OK.maciek95k pisze: Na stronie 564 manualu napędów masz fajnie wylistowane parametry
-
greg123stairs
- Czytelnik forum poziom 3 (min. 30)
- Posty w temacie: 7
- Posty: 37
- Rejestracja: 19 sie 2016, 15:51
- Lokalizacja: Mansfield
Re: SZGH - zbiór informacji
Zmienilem parametr 17 w "Other" i alarm zniknął.
Sprawdzilem parametry Cn-01 i 02 i wszystko wyglada OK, jak dla mnie. Ale silniki nie chca wystartowac, znaczy sterowane ze sterownika, ani w trybie Auto ani Manual. Co robie nie tak???
Zasilanie do serw dochodzi i nie wiem czy jest poprawnie ale reka swobodnie osie silnikow daja sie obrucic a chyba przy podaniu napiecia silniki powinny trzymac pozycje, czy dopiero przy poprawnym wysterowaniu sygnalem step/dir?
Sprawdzilem parametry Cn-01 i 02 i wszystko wyglada OK, jak dla mnie. Ale silniki nie chca wystartowac, znaczy sterowane ze sterownika, ani w trybie Auto ani Manual. Co robie nie tak???
Zasilanie do serw dochodzi i nie wiem czy jest poprawnie ale reka swobodnie osie silnikow daja sie obrucic a chyba przy podaniu napiecia silniki powinny trzymac pozycje, czy dopiero przy poprawnym wysterowaniu sygnalem step/dir?
-
maciek95k
Autor tematu - Specjalista poziom 3 (min. 600)
- Posty w temacie: 66
- Posty: 779
- Rejestracja: 31 mar 2017, 23:04
- Lokalizacja: Kraków
Re: SZGH - zbiór informacji
A czy przestawiłeś tryb pracy swoich napędów? Oryginalnie były w trybie prędkości, a Ty potrzebujesz tryb pozycji. Dodatkowo, czy na wejściu SON masz podaną logiczną jedynke? Parametry wyklikujesz z panelu czy masz może kabelek i soft do konfiguracji? Poleciłbym Ci się w niego zaopatrzyć bo bez tego bywa to męcząca praca. Prawidłowo ustawione i wysterowane serwonapędy powinny trzymać pozycje i lekko „piszczeć” (prosiłbym tutaj innych o niełapanie mnie za słówka, że serwa które piszczą nie pracują poprawnie bo wiadomo co mam na myśli ).






