



")
Chciałbym odkopać temat skrobania.
Pytanie odnośnie początkowego sprzętu pomiarowego. Miałbym do "remontu" prowadnice suportu narzędziowego w Tuc 40. Przeczytałem cały temat, przeglądałem trochę yt, przeczytałem poradnik ślusarza remontowego. Temat skrobaka myślę że jest już dość mocno wyczerpany ale chodzi mi o płytę traserską i liniał.
Kupując taki sprzęt np z drugiej ręki używany czy tam leżak magazynowy wypadało by sprawdzić, odbijając na drugiej pewnej płycie? Jest jakiś inny sposób?
skrobanie


")
-
zdzicho
- Posty w temacie: 44





-
kajpa
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 1
- Posty: 210
- Rejestracja: 26 cze 2013, 17:04
- Lokalizacja: Częstochowa
Wydaje mi się, że ten zabieg z młotkiem to tak zwany z ang. "flaking", nie znam polskiego określenia. Tworzone są w nim ślady na olej, głównie stosowane przy obróbce prowadnic. Przykład rumuńska frezarka FUS25, gdzie prowadnice były szlifowane, a później dopieszczone tym zabiegiem.jeszcze jeden sposób skrobania "do tyłu" - przy pomocy popukiwania młotkiem
-
Armstec
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 10
- Posty: 482
- Rejestracja: 02 maja 2014, 04:04
- Lokalizacja: Wrocław
No w linku pisza o narzędziu do flakingu właśnie, wiec pewnie masz racje
(czyli na ostatnim etapie skrobania kieszenie na olej by sie utrzymywał )
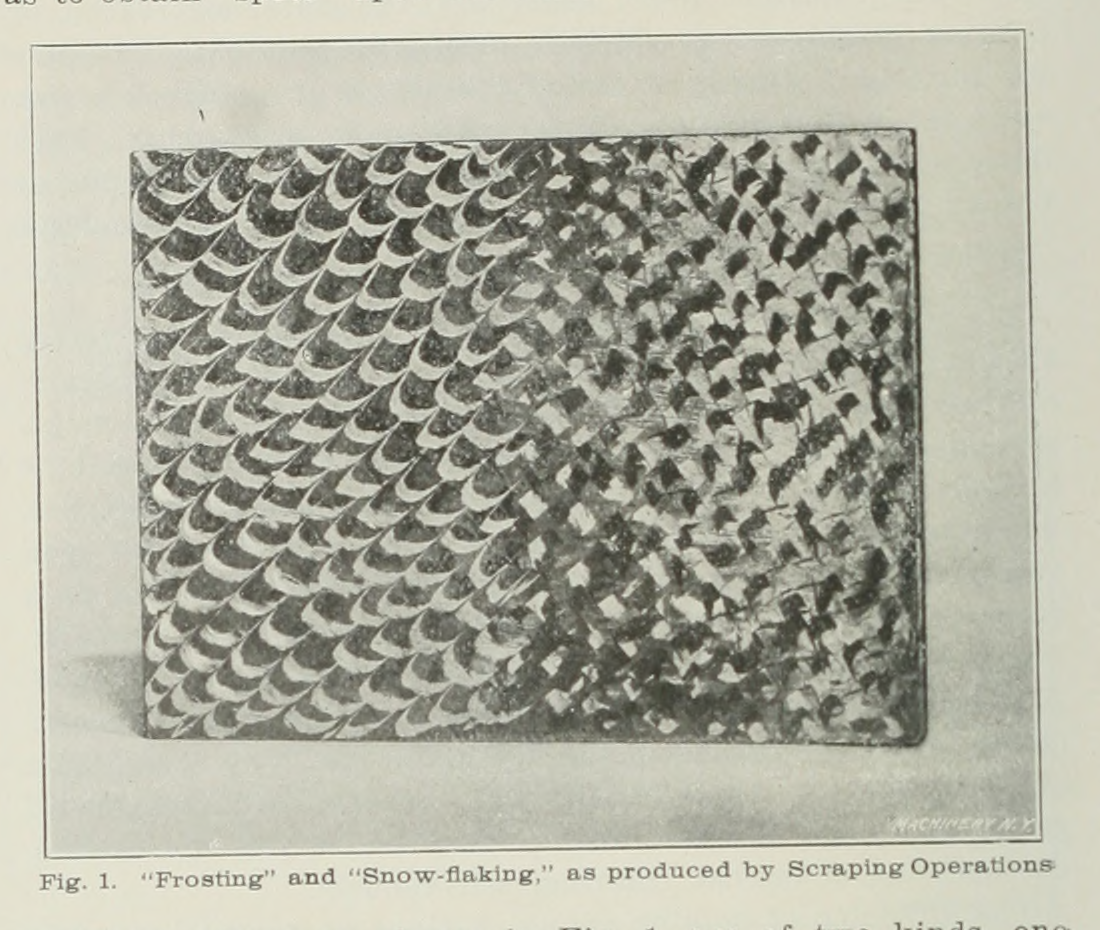
przykładowe dwie metody tego zabiegu (otwicka i otwocka)
-znaczki Nike- "flaking" ( przechylony skrobak na jedną stronę ostrza , uderza się w przeciwną krawędź skrobaka - wymaga dużo czwiczen i wprawy by robic równe wzorki)
-proste - "frosting" ( prostszy sposób bez kombinowania ale zadanie będzie spełniać )
(czyli na ostatnim etapie skrobania kieszenie na olej by sie utrzymywał )
przykładowe dwie metody tego zabiegu (otwicka i otwocka)
-znaczki Nike- "flaking" ( przechylony skrobak na jedną stronę ostrza , uderza się w przeciwną krawędź skrobaka - wymaga dużo czwiczen i wprawy by robic równe wzorki)
-proste - "frosting" ( prostszy sposób bez kombinowania ale zadanie będzie spełniać )






