sebasbox pisze:Średnica narzędzia (części tnącej to 2,4mm) wydaję mi się dosyć duża jak do gwintu pod śrubę M3. Tak czy inaczej nie bardzo mi to wychodzi. Może ktoś już to robił i mógłby podpowiedzieć co i jak?
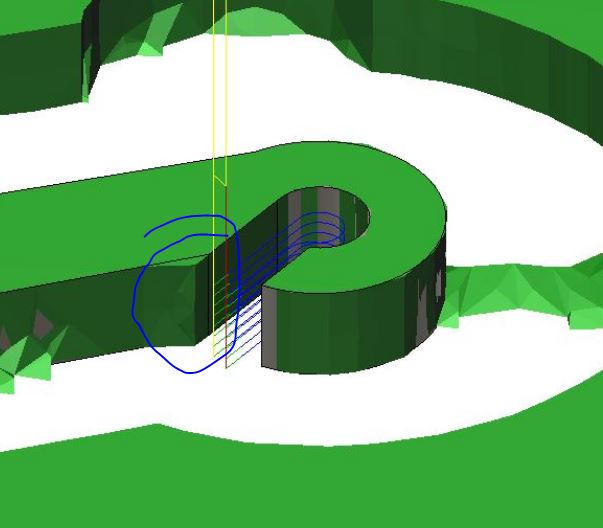
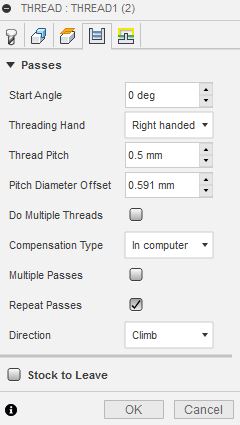
Pod gwint M3 średnicę rób 2,5mm. Ten frez taki ma być, że ledwie wchodzi, ale wchodzi. Masz rację, że jak dasz lead to center to nie będzie wtedy się ładował na rapidzie przez materiał (chociaż mojemu frezowi przez dobrych kilka takich prób nic się nie stało). Ja M3 frezuję na raz ze spring passem (zaznacz repeat passes). Jeśli chcesz na kilka razy to dajesz w Passes tak, jak zwykle - co ile ma być przejście, przy gwincie M3 wiele mięsa nie ma, więc możesz spróbować coś na zasadzie 0.1mm.
Najważniejszy parametr to oczywiście Pitch Diameter offset. Dla gwintu M3 poprawna wartość to 0.571mm. Ja daję trochę więcej, bo mi za ciasne te gwinty wychodzą, chociaż to może być kwestia zużycia narzędzia/maszyny itd.
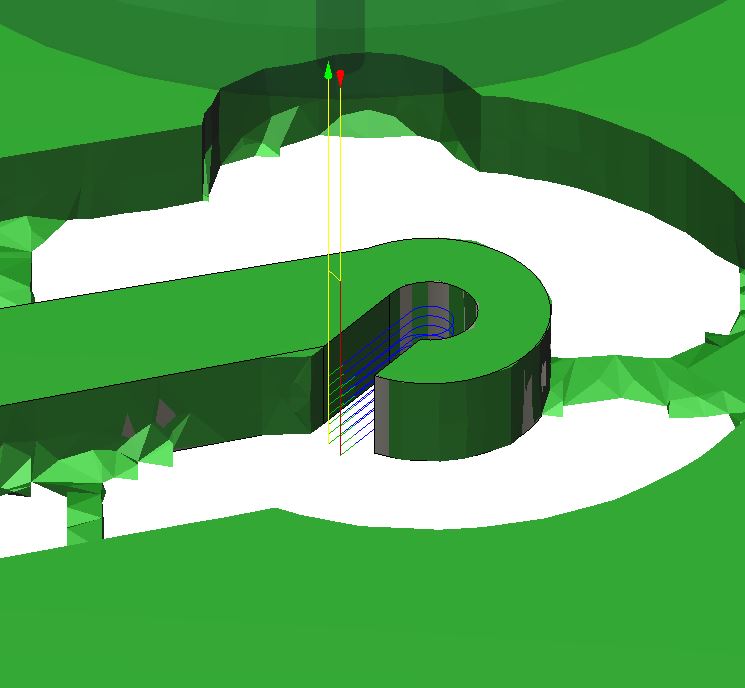
Frezuje się aż pięknie. Sam byłem zaskoczony, jak gwint wyszedł mi już za pierwszym podejściem, a teraz to jedna z bardziej satysfakcjonujących czynności na maszynie

No i frezowanie gwintów jest lepsze od innych metod pod prawie każdym możliwym względem.
Tutaj masz fajny film pokazujący też jak liczyć Pitch Diameter offset:
https://www.youtube.com/watch?time_cont ... e=emb_logo