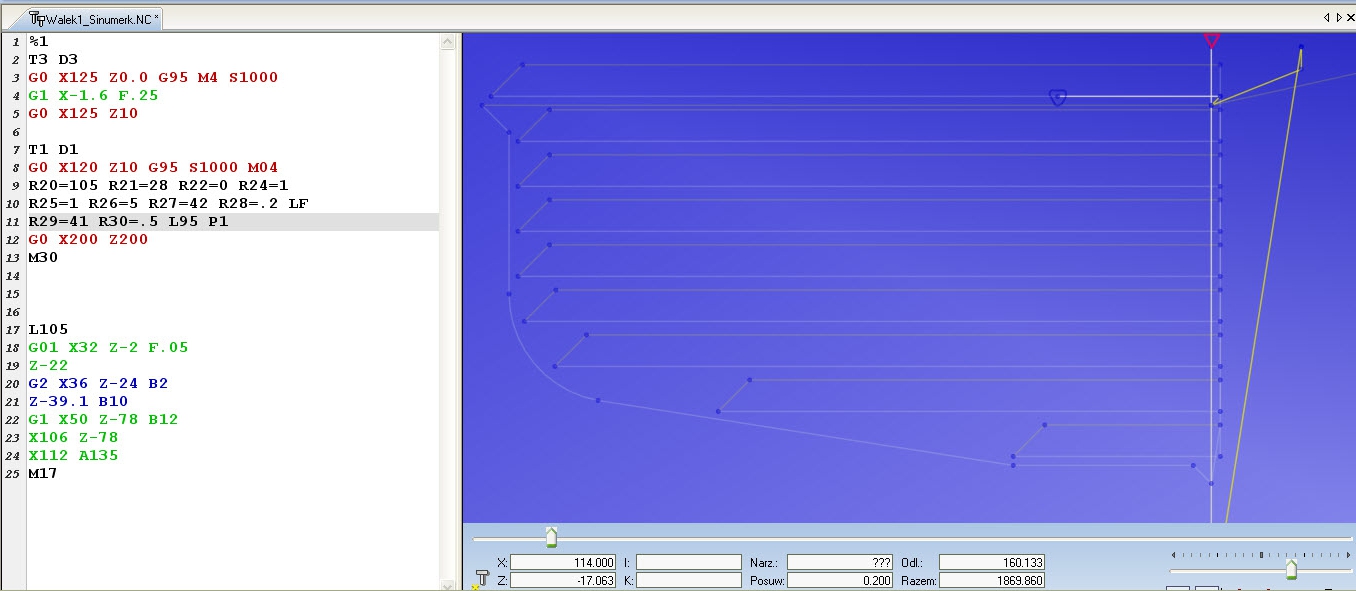
Niestety nie mam już możliwości sprawdzenia tego cyklu u siebie, bo już takiej maszyny z tym sterowaniem nie mamy, ale jeśli nie działa parametr R28 to po prostu usuń ten parametr i dopisz posuw na sztywno w zgrubnym i wykańczającym, chyba że ktoś zna inne rozwiązanie R20=14 R21=10 R22=0 R24=0.5 R25...
Na maszynie robi cykl posuwem z przed cyklu F0.25 A kolega czasem nie korzysta z cyklu L96 bo wtedy te parametry są pomijane ? Before calling L96, a feedrate must be programmed in the part program since the R parameters R28 and R30 are omitted. a do czego jest ten R30 - posuw przy zagłębianiu? Tak
Zakładam że program sprawdzałeś na symulatorze a nie na maszynie?
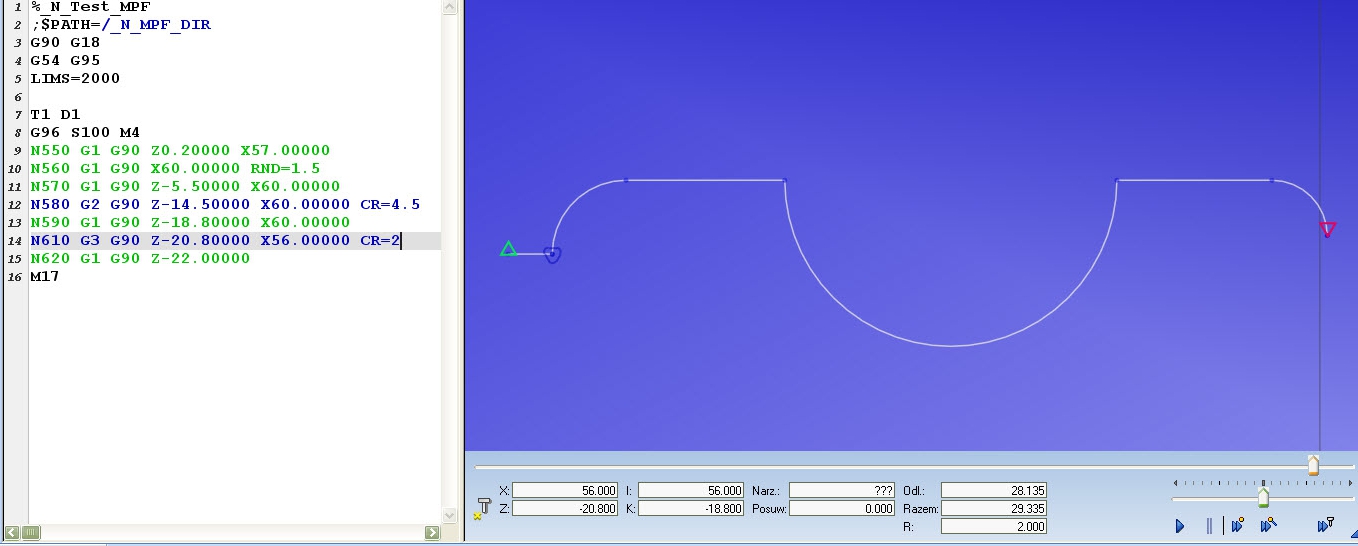
U mnie idzie zgrubną posuwem F0.1 a ostatnie przejście robi F0.25
Jeśli chcesz zmienić posuw dla ostatniego przejścia dopisz w podprogramie L14 posuw jaki Cię interesuje.
Witam. Mogę Ci powiedzieć jak zdefiniować grupy narzędzi na Fanucu, nie miałem nigdy styczności z Mori Seiki, ale widzę dużo zbieżności w instrukcji Mori. Można to zrobić na kilka sposobów: -wpisując wszystkie dane narzędzia w tabeli trwałości narzędzia- lecz nie wszystkie maszyny takie tabele posia...
Już sam nie wiem co jest grane Eeeech ale ja wiem, ale trochę późno :oops: Jak utworzyłeś ten podprogram O0100 to miał końcówkę .MIN, więc go nie wywołasz bo wyrzuci komunikat że podprogram nie znaleziony lub nie istnieje. Wpisz tak: - Menu EDYCJA - F4 - O0100.SSB - WRAIT O0100 ..... ..... ..... RT...