



Sprawdź czy jak podłożysz metal(pod czujnik) zaświeci się czujnik czy nie a może świeci się ciągle?
Ręcznie śrubę można obracać na wyłączonej maszynie?
Znaleziono 458 wyników
- 19 lis 2021, 22:59
- Forum: HAAS
- Temat: haas tm-1 Alarm 105 Z AXIS SERVO ERROR TOO LARGE
- Odpowiedzi: 3
- Odsłony: 1373
- 25 sie 2021, 18:55
- Forum: HAAS
- Temat: Zapchane smarowanie osi X
- Odpowiedzi: 5
- Odsłony: 1414
Re: Zapchane smarowanie osi X
U nas też było zapchane ale serwisant ręczną (większe ciśnienie) smarownicą jakoś się podpiął i przepychał. Dawno to było i dokładnie nie pamiętam.
HAASCNC
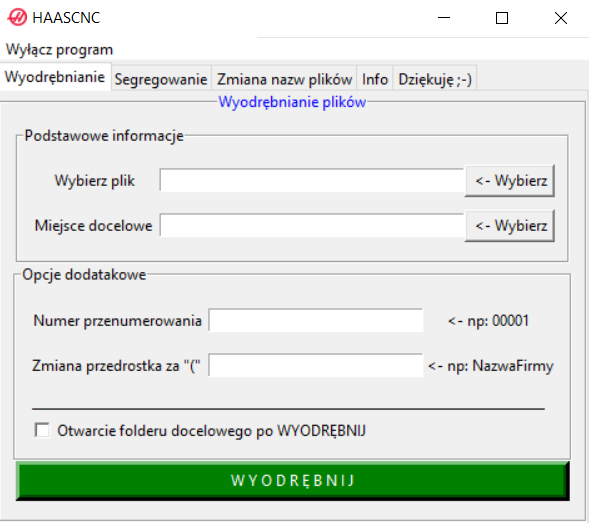
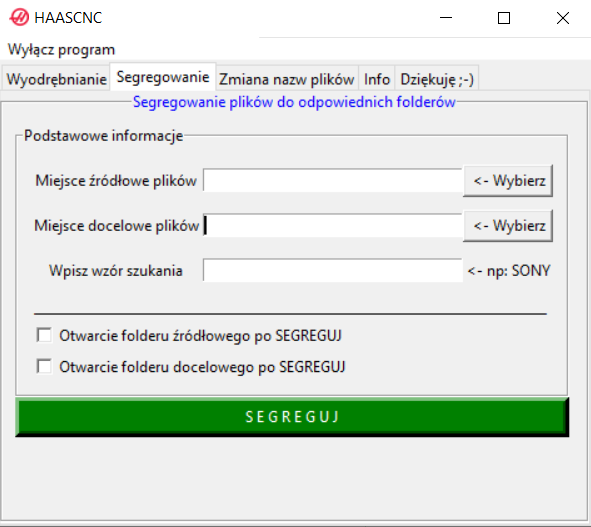
Witam. W programie pozostało wyodrębnianie programów z pojedynczego pliku zawierającego wszystkie programy wraz z opcjami (przydatne do starszego softu niż NGC). Jak już wyodrębnimy programy to można je sortować według wyszukanej frazy do wybranego folderu. W windows niektóre znaki nie mogą być w na...
- 18 lut 2021, 18:31
- Forum: HAAS
- Temat: Wygodny BACKUP programów z maszyny na usb i z powrotem.
- Odpowiedzi: 28
- Odsłony: 9206
- 17 lut 2021, 13:10
- Forum: HAAS
- Temat: Wygodny BACKUP programów z maszyny na usb i z powrotem.
- Odpowiedzi: 28
- Odsłony: 9206
Re: Wygodny BACKUP programów z maszyny na usb i z powrotem.
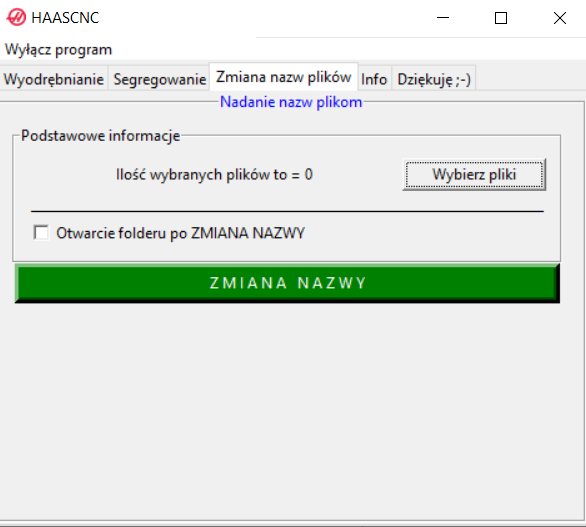
Witam ponownie :-) Udało mi się udoskonalić trochę program do rozpakowania zapisanych plików z programami w wersji bez NGC. Doszło kilka opcji jak hurtowa zmiana nazw w plikach zapisanych z NGC które nie miały nazwy np. O00003.nc na nazwę wydobytą z pliku która przeważnie znajduje się obok nr. progr...
- 16 lut 2021, 21:25
- Forum: HAAS
- Temat: Wygodny BACKUP programów z maszyny na usb i z powrotem.
- Odpowiedzi: 28
- Odsłony: 9206
Re: Haas VF-3
Jeśli byś chciał np. kwadrat frezować przyrostowo coraz mniejszy to się nie da bez odwołania kompensacji. Trzeba opisać przejście konturu i zmieniać nr. korektora lub wartość w korekcji jeśli masz makro włączone. Dzięki makro możesz po każdym przejściu automatycznie zmienić wartość korektora. Jeśli ...
- 16 kwie 2020, 10:27
- Forum: HAAS
- Temat: frezowanie otworu
- Odpowiedzi: 1
- Odsłony: 911
Re: frezowanie otworu
O ile się nie mylę to chodzi tobie o spiralne frezowanie w osi Z .
Najprościej to włączyć obroty na wrzecionie i narzędziu i posuw w osi Z
Inaczej to trzeba po zasprzegleniu trzeba osią C obracać tylko ilość obrotów jest ograniczona.
Komendy tj. G13 nie ma na tokarce
Najprościej to włączyć obroty na wrzecionie i narzędziu i posuw w osi Z
Inaczej to trzeba po zasprzegleniu trzeba osią C obracać tylko ilość obrotów jest ograniczona.
Komendy tj. G13 nie ma na tokarce
- 24 mar 2020, 10:34
- Forum: HAAS
- Temat: Nacinanie gwintu M64 w stali C45 - drżenie
- Odpowiedzi: 3
- Odsłony: 1047
Re: Nacinanie gwintu M64 w stali C45 - drżenie
Zacznij od tych obrotów w dół jak nie pomoże to więcej przejść. Tylko że te maszyny to na wolnych obrotach nie mają sztywności co innego jakbyś miał przekładnie. Jak robię czasem TR36to też wychodzą gwiazdki ale zależy jeszcze od materiału jak się zachowuje. Metoda trud i błędów.
- 09 sty 2020, 12:07
- Forum: Esprit
- Temat: Esprit CAM
- Odpowiedzi: 5
- Odsłony: 2312
Re: Esprit CAM
Czasami wystarczy kliknąć by ustawiło wartości domyślne. Pomaga gdy się naklikało a coś poznikało 






