



Ok, będzie czytał - wieczorem będzie mikro aktualizacja.mam propozycję, aby PikoCNC czytał pliki o rozszerzeniu .TAP
Znaleziono 59 wyników
Wróć do „WYŁĄCZNIE pomysły na poprawę działania i funkcjnalność softu”
- 16 sie 2016, 10:20
- Forum: PikoCNC
- Temat: WYŁĄCZNIE pomysły na poprawę działania i funkcjnalność softu
- Odpowiedzi: 719
- Odsłony: 66290
- 25 lip 2016, 08:27
- Forum: PikoCNC
- Temat: WYŁĄCZNIE pomysły na poprawę działania i funkcjnalność softu
- Odpowiedzi: 719
- Odsłony: 66290
Witam, moje pomysły na ulepszenie/dodanie funkcji w Piko:
......
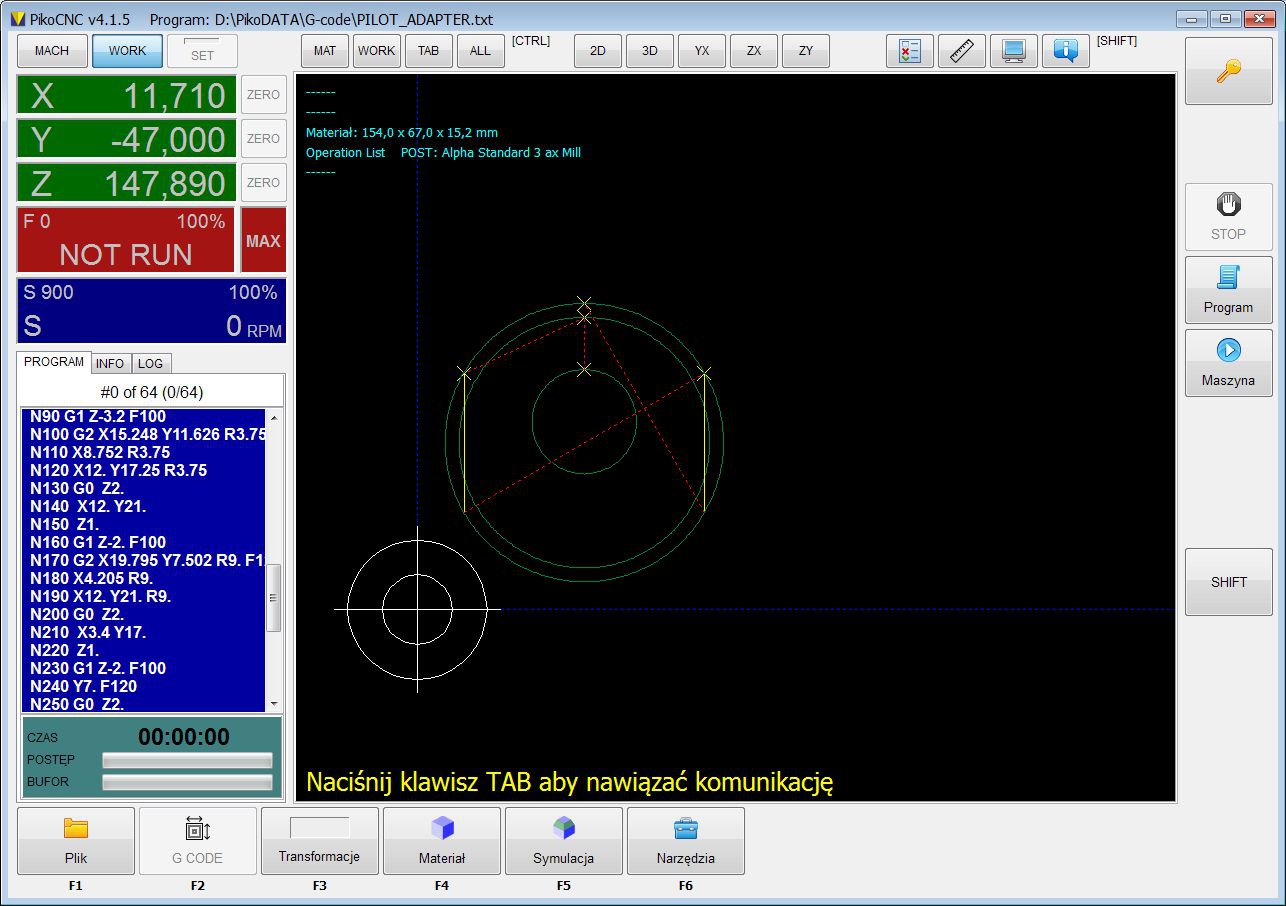
7. Przeniesienie informacji o obrotach, posuwie, numerze narzędzia, aktywnej (lub nie) bazie/parku, nazwie pliku na "ekran" główny a nie w zakładkach. Takie podstawowe informacje w mojej opinii powinny być dostępne bez przeskakiwania po zakładkach.
Ad1. Do wbudowanej procedury nie, ale we własnym makro jest to możliwe.
Ad3. Myślałem nad tym jak wkomponować G54.. tak, żeby każdy się w tym połapał ale nie mam koncepcji. Puki co w MDI można wpisać polecenie np. MAT P3 i pozycja XYZ dla PARK3 zostanie przypisana materiałowi. Parametr „P” to numer parku. W interfejsie dotykowym jest jeszcze prościej – mechanizm przypisywania parków do materiału jest wbudowany w interfejs.
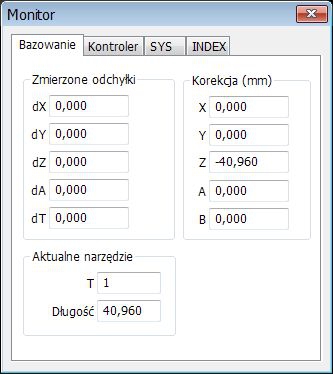
Ad4. W załączniku.
Ad6. W nowej wersji będzie można.
Ad5,7. W interfejsie dotykowym tak jest.
- 16 maja 2016, 07:48
- Forum: PikoCNC
- Temat: WYŁĄCZNIE pomysły na poprawę działania i funkcjnalność softu
- Odpowiedzi: 719
- Odsłony: 66290
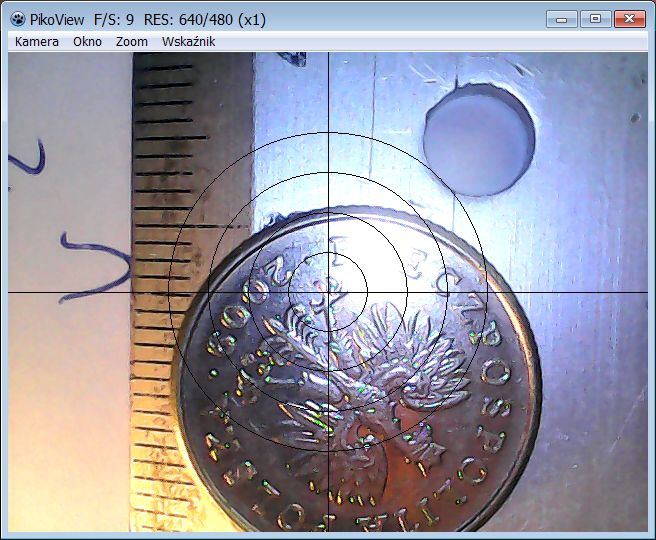
Czyli powiedzmy tak, że w „celowniku” jest okrąg, którego średnica odzwierciedla średnicę narzędzia jaką chcesz. O ile zrobić ręczne ustawienie jego średnicy (za pomocą myszki) to żaden problem, to aby to się działo z automatu (tzn. powiedzmy wpisujesz tylko średnicę w mm) to już niezłe wyzwanie ponieważ w zależności od odległości kamery od materiału mamy różny „zoom”, zatem materiał musiałby być wcześniej zmierzony (jego wysokość) , a kamera kalibrowana w funkcji wysokości.Ja też tak często robię. Nawet nie na ścinkach, tylko po to żeby normalnie oszczędzać materiał. jednak jest pewien ból z prowadzeniem po ścieżce. To nie uwzględnia średnicy freza. W oknie podglądu NC widać przejazdy narzędzia netto. W oknie podglądu kamery dobrze by było gdyby widok śladu pracy miał np postać kreskowanego przejazdu narzędzia właściwej średnicy, aby można było ręcznie wybrać to narzędzie które np robi interesujący nas obrys, będący fizyczną granica pracy.
W moim zamyśle robi się to tylko raz (np. tak jak opisałeś) i wpisuje w ustawienia. Chcesz ją montować i demontować za każdym razem ?Mam na myśli samo ustalanie offsetu kamery. Jest to problem i zadanie mocno uciążliwe....
- 14 maja 2016, 12:18
- Forum: PikoCNC
- Temat: WYŁĄCZNIE pomysły na poprawę działania i funkcjnalność softu
- Odpowiedzi: 719
- Odsłony: 66290
W sumie można chyba by zrobić, że przy jeździe < > jeśli okno kamery jest otwarte, to do tego miejsca pojedzie kamera a nie narzędzie.Gdyby Piko miało taką funkcjonalność, że maszyna podążą nad ścieżką (z uwzględnieniem przesunięcia kamery względem narzędzia) a w okienku widzimy obraz z kamery (ze znacznikiem o średnicy narzędzia) to wtenczas sprawdzimy, że ścieżka wpasowana jest prawidłowo w materiał.
Jest też inna droga - następne piko ma już możliwość zadawania korekcji dla narzędzia we wszystkich osiach. Ale nie będzie to proste z automatu - najpierw trzeba będzie kliknąć na makro, które może się nazywać np. „TCAM” aby ustawiać korekcję pod kamerę, a na końcu w makro G43 aby przywróć korekcję aktualnego narzędzia.
- 14 maja 2016, 09:47
- Forum: PikoCNC
- Temat: WYŁĄCZNIE pomysły na poprawę działania i funkcjnalność softu
- Odpowiedzi: 719
- Odsłony: 66290
Tak, to też mi chodzi po głowie. Jeśli połączyć to z prostym dodawaniem pomiarów do cam-a to byłoby ciekawe np. wskazujemy dwa punkty i jako np. linie można to dodać do geometrii cam-a, albo wskazując trzy punkty można dodać okrąg – cała masa ciekawych możliwości.Natomiast samo bazowanie optyczne, gdyby już było, warto tak zrobić, żeby dało się np precyzyjnie znaleźć środek wałka, obmierzyć materiał.
hmm ?I przede wszystkim automatycznie ustalić offset na podstawie śladu frezowania a nie męczyć się z tym ręcznie.
- 13 maja 2016, 23:24
- Forum: PikoCNC
- Temat: WYŁĄCZNIE pomysły na poprawę działania i funkcjnalność softu
- Odpowiedzi: 719
- Odsłony: 66290
Ok, zatem wkomponuje. Może nie zakładka, ale okno które będzie się trzymało na wierzchu. Korekcja „na laser” będzie obowiązywała tyko gdy okno będzie otwarte.

A propo ekranu dotykowego - ktoś podesłał mi kiedyś atrapę takowego w nadziei, że coś podobnego zrobię, więc przy okazji muszę poinformować, że sprawa nie umarła i taki interfejs będzie przy najbliższej okazji. Mam nadzieję, że "się przyjmie"Przyciski zakładek duże aby można było na ekranie dotykowym skorzystać z tej funkcji.
- 13 maja 2016, 21:00
- Forum: PikoCNC
- Temat: WYŁĄCZNIE pomysły na poprawę działania i funkcjnalność softu
- Odpowiedzi: 719
- Odsłony: 66290
Też od dłuższego czasu chodziło to za mną, więc uczepiłem się tematu i w następnej edycji będzie taki podgląd. W tej chwili mam w zasadzie osobny program, ale chyba lepiej będzie go wkomponować w główny program – sam nie wiemale było by super jak by coś inspirowanego tym programikiem pojawiło się w Piko.
- 20 sie 2015, 10:49
- Forum: PikoCNC
- Temat: WYŁĄCZNIE pomysły na poprawę działania i funkcjnalność softu
- Odpowiedzi: 719
- Odsłony: 66290
Przecież nie musisz zerować „Z” materiału w tym miejscu tylko przypisać rzeczywistą pozycję. Załóżmy, że łapiesz poziom dojeżdżając frezem do powierzchni tego punktu – nie zerujesz wtedy materiału w osi Z tylko wchodzisz w okienko „USTAW” i dla zetki wpisujesz rzeczywistą pozycję tego punktu np. -20.5Dlaczego to ważne? Dlatego, że w przypadku obróbki prefabrykatów, bardzo często zachodzi potrzeba bazowania się do fragmentu który nie jest tym najbardziej wystającym. Taki prosty przypadek i od razu kłopot.
- 11 cze 2015, 00:36
- Forum: PikoCNC
- Temat: WYŁĄCZNIE pomysły na poprawę działania i funkcjnalność softu
- Odpowiedzi: 719
- Odsłony: 66290
Program jest ładowany do RAM za każdym razem jak naciśniesz „Połącz”. Jest całkowicie autonomicznie wykonywany przez kontroler. Oczywiście współpraca z PC musi być choćby wtedy gdy zapalisz bit START.1. czy program PLC jest jednorazowo ładowany z PC do sterownika (FLASH)...
Nie wiem co masz na myśli pisząc „cykl rozkazowy”, ale cały program – jest powtarzany 1000 razy na sekundę o ile pamiętam program składający się ze 100 instrukcji trwa do 170 us – oczywiście działa w tle generatorów kroku i w żaden sposób ich nie zakłóca.2. rozumiem że cykl rozkazowy trwa 1ms
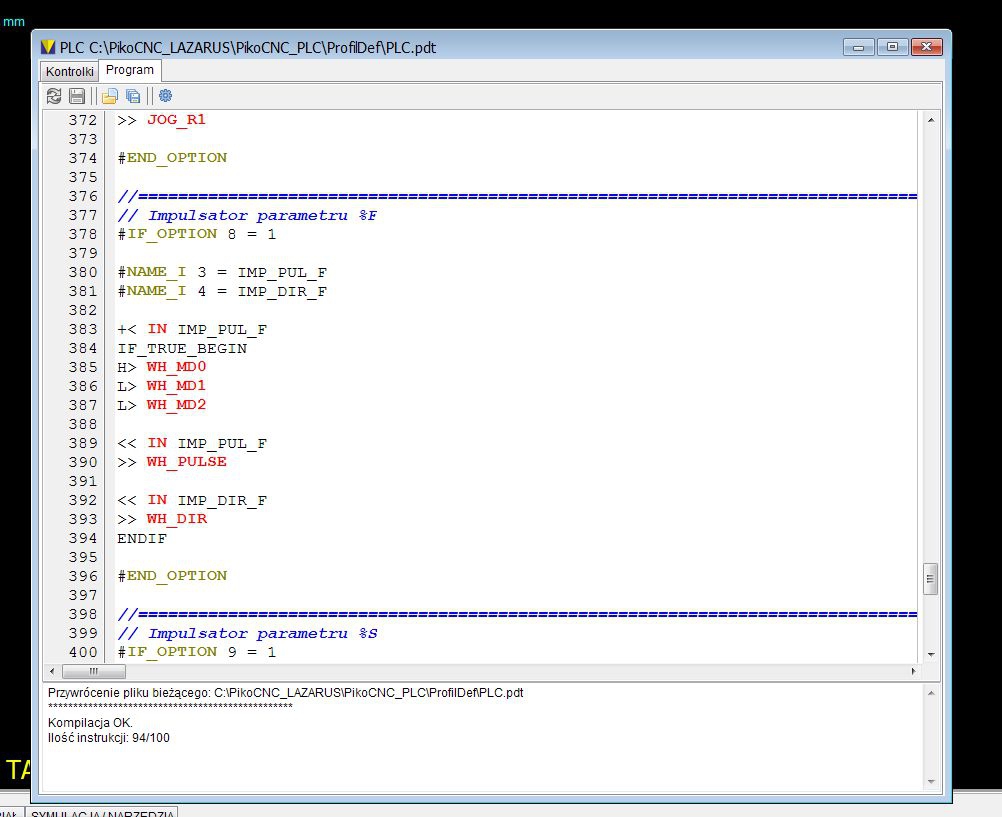
Są warunki IF ELSE ENDIF ale o jakie skoki chodzi ?. Co do pętli na pewno tego nie będzie – choćby z tego powodu, że można by zawiesić program pętlą bez końca..3. jest instrukcja warunkowa ale brak informacji o instrukcjach skoków, czy ich jeszcze nie ma czy to błąd w opisie
Tak! cały program to jedna wielka pętla wykonywana automatycznie 1000 razy na sek.A może zapętlenie jest robione automatycznie...
Tak.rozumiem że konkretny program musi zmieścić całą logikę działania systemu na raz
Chodzi Ci o odczyt np. HOME i precyzję bazowania... (bo reszta wejść była zawsze 1Khz) Tu faktycznie się zmieniło. Do tej pory stan wejść HOME był odczytywany praktycznie przy każdym kroku a więc jeśli ktoś miał duży podział to „samplowanie” mogło być szybsze. Jednak zważywszy, że np. przy jeździe 300 mm/min w czasie 0,001s przejazd jest 0,005mm - czyli maksymalnie taki błąd (przy takiej prędkości) może być tym spowodowany nie ma chyba tragedii (x).czy wcześniej obsługa czujników położenia także była realizowana programowo w pętli 1kHz
Na obrazku przykład IF-a w programie do obsługi impuslatora dla "F" (enkoder mechaniczny 24 imp/obr.)
- 10 cze 2015, 18:14
- Forum: PikoCNC
- Temat: WYŁĄCZNIE pomysły na poprawę działania i funkcjnalność softu
- Odpowiedzi: 719
- Odsłony: 66290
Proszę bardzo: >>TUTAJ<< wstępny materiał do dyskusji.A czy mógłbyś udostępnić tę dokumentację, żeby było o czym pogadać?






