



Znaleziono 2 wyniki
Wróć do „Prasa 12 ton czy wystarczy??”
- 09 lis 2011, 17:01
- Forum: Mechanika
- Temat: Prasa 12 ton czy wystarczy??
- Odpowiedzi: 15
- Odsłony: 5221
- 08 lis 2011, 17:08
- Forum: Mechanika
- Temat: Prasa 12 ton czy wystarczy??
- Odpowiedzi: 15
- Odsłony: 5221
Akurat miałem pod ręką przyrząd w postaci kulki przyspawanej do trzpienia i praskę balansową 20T to porobiłem próby, tak z czystej ciekawości. Pozostało tylko dociąć kawałki aluminium, które miałem pod ręką: płaskownik 20 mm grubości i drugi 10 mm.
Narzędzie do pierwszej próby:

1. Płaskownik 20 mm z nawierceniem 16,5mm na głębokość 15 mm. Kulka wciskana 20 mm.
Kulka zawinęła brzegi do środka bo miała większą średnicę a prasa nie zdołała docisnąć do końca tak, żeby uzyskać gładka powierzchnię. Pozostał widoczny rant i dno otworu nie wygładzone przez kulkę.
2. Płaskownik 20 mm z minimalnym nawierceniem ok. 4 mm.
Kulka niewiele zagłębiła się w materiale. Pozostał ślad po nawierceniu na dnie otworu:

3. Płaskownik 10 mm, w postaci kwadratu, położony na płaskiej powierzchni ceownika 100. Kulka 17 mm bez trzpienia.
Materiał bardzo ładnie popłynął. Ceownik też, bo uformował zagłębienie i powstała jakby czasza ze ścianką prawie równą grubości płaskownik. Brzegi kwadratu uniosły się wysoko do góry. Wokół kulki wgnieconej w aluminium uformował się duży promień, który trzeba zniwelować żeby zrobić z tego formę. Ponadto trzeba wyprostować narożniki.
4. Płaskownik 10 mm, w postaci kwadratu, położony na płaskiej płycie ze stali miękkiej. Najgorszy rezultat. W płycie stalowej powstało małe wgłębienie a płaskownik w tym miejscu znacznie został pocieniony. Nie nadaje się na formę kompletnie.
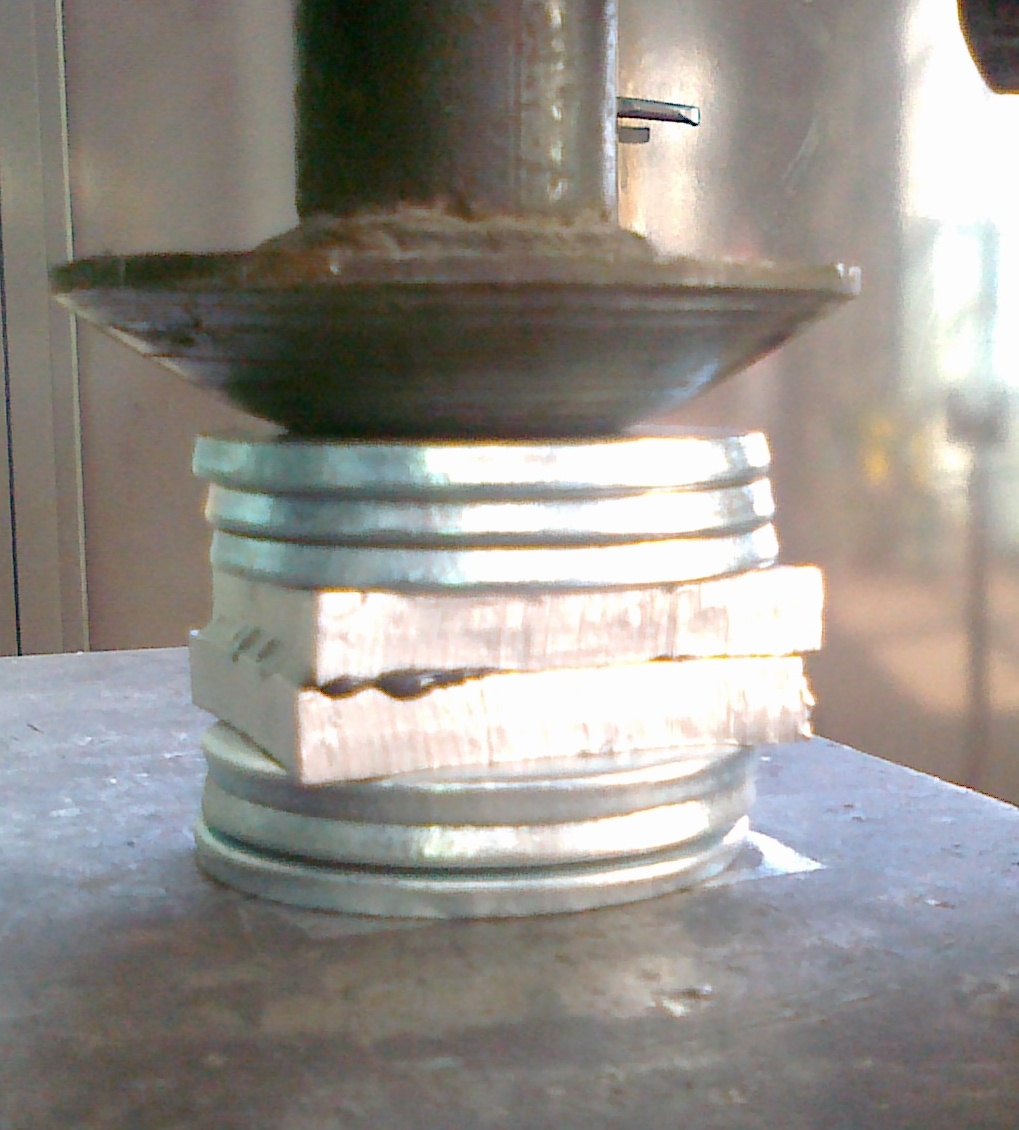
5. Płaskownik 10 mm, w postaci kwadratu, położony na podkładkach fi 24. Chodzi o to żeby materiał miał gdzie popłynąć. na to położona kulka, na niej drugi taki sam płaskownik i od góry podkładka z otworem. Chodziło o uzyskanie symetrycznego odkształcenia płaskowników. Wykonałem jedną próbę z nawierceniem pod kulkę, żeby w ogóle udało się to ustawić. Okazuje się, że nawiercenie pozostawia zawsze po sobie ślad. Wobec tego wykonałem następna próbę z zaznaczeniem środka poprzez lekkie wgniecenie kulki w obu płaskownikach. Tu uzyskałem najlepszy rezultat. Wgniecenia są głębokie i gładkie, ale niestety obniżenie materiału wokół dołka po kulce jest duże i żeby uzyskać dokładne przyleganie obu płaskowników czyli połówek formy, trzeba sporo materiału zebrać i nie uzyska się kuli. Zrobiłem taki trick. Złożyłem obydwa płaskowniki z kulką w środku, położyłem na mocnej stalowej płycie i przywaliłem prasą. Promień wokół otworu wyraźnie się zmniejszył. Potem znowu użyłem w/w złożenia z podkładkami i pod prasę. Wyszło to co na zdjęciu.
Tłoczenie w pakiecie z kulką w środku:
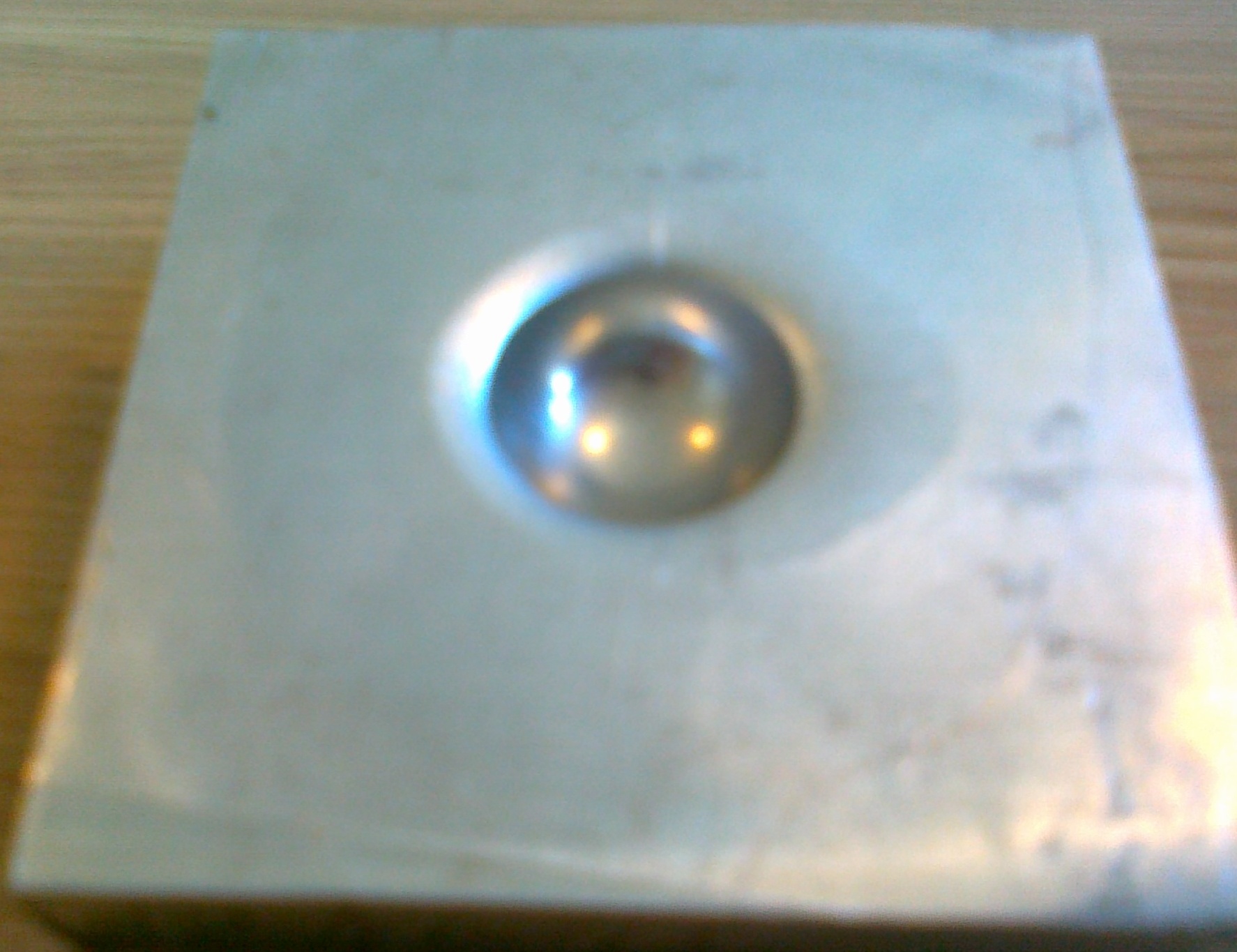
Widok powierzchni po wstępnym nawiercaniu:

I bez nawiercania:
Podsumowując: taką metodą można uzyskać rezultat, ale trzeba użyć cienkiej płyty aluminiowej ( w tym przypadku 10 mm)' trzeba użyć specjalnego stempla i matrycy, które zmuszą materiał do uformowania się w odpowiedni sposób, ale i tak powierzchnie przylegania trzeba obrobić. Gdyby to miało być dużo sztuk to jeszcze, ale na jedną formę to nie opłaca się. Lepiej zagłębienie uzyskać poprzez skrawanie i polerowanie. Będzie szybciej i dokładniej.
Narzędzie do pierwszej próby:
1. Płaskownik 20 mm z nawierceniem 16,5mm na głębokość 15 mm. Kulka wciskana 20 mm.
Kulka zawinęła brzegi do środka bo miała większą średnicę a prasa nie zdołała docisnąć do końca tak, żeby uzyskać gładka powierzchnię. Pozostał widoczny rant i dno otworu nie wygładzone przez kulkę.
2. Płaskownik 20 mm z minimalnym nawierceniem ok. 4 mm.
Kulka niewiele zagłębiła się w materiale. Pozostał ślad po nawierceniu na dnie otworu:
3. Płaskownik 10 mm, w postaci kwadratu, położony na płaskiej powierzchni ceownika 100. Kulka 17 mm bez trzpienia.
Materiał bardzo ładnie popłynął. Ceownik też, bo uformował zagłębienie i powstała jakby czasza ze ścianką prawie równą grubości płaskownik. Brzegi kwadratu uniosły się wysoko do góry. Wokół kulki wgnieconej w aluminium uformował się duży promień, który trzeba zniwelować żeby zrobić z tego formę. Ponadto trzeba wyprostować narożniki.
4. Płaskownik 10 mm, w postaci kwadratu, położony na płaskiej płycie ze stali miękkiej. Najgorszy rezultat. W płycie stalowej powstało małe wgłębienie a płaskownik w tym miejscu znacznie został pocieniony. Nie nadaje się na formę kompletnie.
5. Płaskownik 10 mm, w postaci kwadratu, położony na podkładkach fi 24. Chodzi o to żeby materiał miał gdzie popłynąć. na to położona kulka, na niej drugi taki sam płaskownik i od góry podkładka z otworem. Chodziło o uzyskanie symetrycznego odkształcenia płaskowników. Wykonałem jedną próbę z nawierceniem pod kulkę, żeby w ogóle udało się to ustawić. Okazuje się, że nawiercenie pozostawia zawsze po sobie ślad. Wobec tego wykonałem następna próbę z zaznaczeniem środka poprzez lekkie wgniecenie kulki w obu płaskownikach. Tu uzyskałem najlepszy rezultat. Wgniecenia są głębokie i gładkie, ale niestety obniżenie materiału wokół dołka po kulce jest duże i żeby uzyskać dokładne przyleganie obu płaskowników czyli połówek formy, trzeba sporo materiału zebrać i nie uzyska się kuli. Zrobiłem taki trick. Złożyłem obydwa płaskowniki z kulką w środku, położyłem na mocnej stalowej płycie i przywaliłem prasą. Promień wokół otworu wyraźnie się zmniejszył. Potem znowu użyłem w/w złożenia z podkładkami i pod prasę. Wyszło to co na zdjęciu.
Tłoczenie w pakiecie z kulką w środku:
Widok powierzchni po wstępnym nawiercaniu:
I bez nawiercania:
Podsumowując: taką metodą można uzyskać rezultat, ale trzeba użyć cienkiej płyty aluminiowej ( w tym przypadku 10 mm)' trzeba użyć specjalnego stempla i matrycy, które zmuszą materiał do uformowania się w odpowiedni sposób, ale i tak powierzchnie przylegania trzeba obrobić. Gdyby to miało być dużo sztuk to jeszcze, ale na jedną formę to nie opłaca się. Lepiej zagłębienie uzyskać poprzez skrawanie i polerowanie. Będzie szybciej i dokładniej.






