



dobrze, to ja może uderzę do Was z innym zagadnieniem. Chciałbym zacząć używać opcji frezowania na centrum roboczym Takisawa EX-322. Nie robiłem tego wcześniej gdyż nie było takiej potrzeby. Czy znajdzie się ktoś wśród Was kto wprowadzi mnie w ten temat, będę bardzo wdzięczny:). Zacząłem od próby nawiercenia otworu na zew pow materiału, zrobiłem program, symulacja wychodzi gładko, jednak próba pracy na sucho jest klops. Pokazuje się error 1022, program zatrzymuje sie na lini C0 - C axis angle, po sprawdzeniu historii błedów czytam M,T,S are not copleted (czy cos kolo tego), w książce znalazłem całą litanię której nie rozumiem. Na necie informacje które też czarną magię przypominają:BASIC 3 AXIS NOT FOUND Start-up of three-dimensional tool compensation or three-dimensional coordinate conversion has been attempted, but the three basic axes used when Xp, Yp, or Zp is omitted are not set in parameter No. 1022.
Czy ktoś może mi to w przejrzysty sposób wytłumaczyć, dzięki
[ Dodano: 2010-05-04, 22:00 ]
dokładnie alarm brzmi 1022-M,S,T,B SGNL ARE NOT COMPLETED, gdzie M to Action code or machine code. Sometimes referred to as "miscellaneous" function, S to Defines spindle speed, T to Tool selection, B to Absolute or incremental position of B axis (rotational axis around Y axis) i właśnie tego ostatniego nie jestem pewien jak to skoordynować
[ Dodano: 2010-05-08, 15:01 ]
dziękuję wszystkim za pomocne uwagi, problem został rozwiązany; chyba zacznę pisać blog
Znaleziono 4 wyniki
Wróć do „Przyspieszony kurs cnc”
- 02 maja 2010, 20:49
- Forum: CNC podstawy
- Temat: Przyspieszony kurs cnc
- Odpowiedzi: 6
- Odsłony: 5341
- 08 sty 2010, 18:55
- Forum: CNC podstawy
- Temat: Przyspieszony kurs cnc
- Odpowiedzi: 6
- Odsłony: 5341
zebro, na początku wspomniałem, że jest to serwis, czyli gwinty przychodzą do nas uszkodzone do naprawy, wkręcając cokolwiek w środek nie mam szans dokręcić tego do końca, szacuję prawdopopdobieństwo zgubienia ścieżki (przesunięcia) od ćwiartki do połowy uzwojenia, w zależności od uszkodzeń; tak są to połączenia używane w przemyśle wydobywczym
- 06 sty 2010, 21:55
- Forum: CNC podstawy
- Temat: Przyspieszony kurs cnc
- Odpowiedzi: 6
- Odsłony: 5341
Dzięki za chęci, może jednak postaram się bardziej zobrazować zagadnienie ponieważ otrzymałem wiadomości, że całośc przedstawiłem dość zawile. Oto rysunek połączenia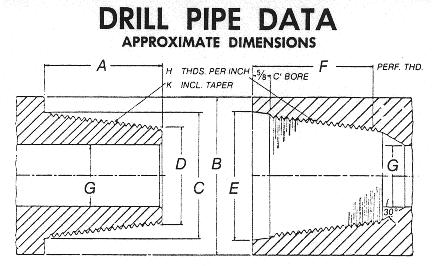
gdzie A=5 1/4 B=8 7/8 C=7 D=5 11/16 E=7 1/16 F=5 5/8 G=4 H=4 K=3 (są to przybliżone wymiary w inczach)
Tak wygląda gotowy produkt, a tak wzory z których korzystam, przyłożenie noża na zewnątrz nie wchodzi w grę

PS pierwszy raz wstawiam zdjęcia na forum, jeżeli coś będzie nie tak dajcie znać proszę, pozdrawiam
gdzie A=5 1/4 B=8 7/8 C=7 D=5 11/16 E=7 1/16 F=5 5/8 G=4 H=4 K=3 (są to przybliżone wymiary w inczach)
Tak wygląda gotowy produkt, a tak wzory z których korzystam, przyłożenie noża na zewnątrz nie wchodzi w grę
PS pierwszy raz wstawiam zdjęcia na forum, jeżeli coś będzie nie tak dajcie znać proszę, pozdrawiam
- 08 gru 2009, 22:08
- Forum: CNC podstawy
- Temat: Przyspieszony kurs cnc
- Odpowiedzi: 6
- Odsłony: 5341
Przyspieszony kurs cnc
Witam, od niedawna obsługuję dwa centra robocze Hankook Protek 9nb i Takisawa EX322, całą wiedze jaką posiadłem jest na podstawie książek i podglądania innych, nigdy nie miałem tzw szkolenia, ..no może tydzień lub dwa gdzie miałem stać 1 metr od panelu kontrolnego i się przyglądać tylko. Pewnego dnia kierownictwo postawiło mnie przed faktem dokonanym: chcesz to startuj, jeśli nie to drugiej szansy nie dostaniesz, i tak zaczeła się moja "przygoda" z cnc. Od kilku tygodni moja firma przyjmuje zlecenia na naprawy gwintów, są to marne pieniądze więc zależy im na minimalizacji czasu pracy. Moje pytanie brzmi jak w miarę szybko mogę odnależć właściwą dla gwintu ścieżkę cięcia? Wiadomo, przy zewnetrznym nie ma problemu, ponieważ wszystko widać jak na dłoni, gorzej jednak z wewnętrznymi gdzie dostep wzrokowy jest bardzo ograniczony. Na chwile obecną robie to w sposób następujący: nakładam na gwint smar i po przejechaniu narzędziem wprowadzam korekty, jest to czasochłonne ponieważ odnalezienie właściwej ścieżki zajmuje mi około 5/7 przejechań narzędzia. Czy istnieje prostszy sposób na wykonanie takiej naprawy? Pozdrawiam
[ Dodano: 2009-12-13, 22:31 ]
Nie mogę uwierzyć, że nikt z szanownego grona tutaj nie wykonuje gwintów, widziałem na forum wielu szyderców ale nikt tutaj ze mnie nie drwi, dlaczego?
Dla ułatwienia podam może parametry jednego z bardziej popularnych połączeń jakie wykonuję.Sa to połączenia API więc wszystki dane są w inczach, wymiar kąta to 3TPF (7.125*)
7"3/32(+1/32 -1/64); 0
wart kąt 7,125; -5/8(+3/32 -1/32)
wart kąt 35* gdzie pkt końcowy wyznacza linia równolegle prostopadła wyznaczona od 6.742; 0 pod kątem 7,125
wart kąt 7,125; -5"7/8(+3/8 -0)
to tyle jeżeli o sam profil, gwint jest nacinany od 6,742;0 pod katem 7.125 do minimum -5"3/8, jest to 4TPI (.250"), kąt ostrza to 60*, głebokość końcowego nacięcia gwintu to .14730" (+,001 -.003)
Szukam wartości przybliżonych do max wartości .010" ponieważ jest to naprawa a nie wykonanie nowego, jeżeli chodzi o wstepne wymiarowanie mogę określić wartość dla pierwszego uskoku, ew przyłożyć nóż do ścieżki (nie wiem na ile to może być przydatne),
jezeli o wartości RPM to przy zmianie ze 150 na 100 uzyskuje przesunięcie o ok .005" przy starcie cyklu na z +1".
Myślę, że te informacje bedą przydatne, jezeli potrzebne są dodatkowe informacje których nie podałem pytajcie, znalazlem wzór do obliczania lini śrubowej, nie jest on stosowany do stożka, więc nie mogę znaleść zależności. Pozdrawiam
[ Dodano: 2009-12-13, 22:31 ]
Nie mogę uwierzyć, że nikt z szanownego grona tutaj nie wykonuje gwintów, widziałem na forum wielu szyderców ale nikt tutaj ze mnie nie drwi, dlaczego?
Dla ułatwienia podam może parametry jednego z bardziej popularnych połączeń jakie wykonuję.Sa to połączenia API więc wszystki dane są w inczach, wymiar kąta to 3TPF (7.125*)
7"3/32(+1/32 -1/64); 0
wart kąt 7,125; -5/8(+3/32 -1/32)
wart kąt 35* gdzie pkt końcowy wyznacza linia równolegle prostopadła wyznaczona od 6.742; 0 pod kątem 7,125
wart kąt 7,125; -5"7/8(+3/8 -0)
to tyle jeżeli o sam profil, gwint jest nacinany od 6,742;0 pod katem 7.125 do minimum -5"3/8, jest to 4TPI (.250"), kąt ostrza to 60*, głebokość końcowego nacięcia gwintu to .14730" (+,001 -.003)
Szukam wartości przybliżonych do max wartości .010" ponieważ jest to naprawa a nie wykonanie nowego, jeżeli chodzi o wstepne wymiarowanie mogę określić wartość dla pierwszego uskoku, ew przyłożyć nóż do ścieżki (nie wiem na ile to może być przydatne),
jezeli o wartości RPM to przy zmianie ze 150 na 100 uzyskuje przesunięcie o ok .005" przy starcie cyklu na z +1".
Myślę, że te informacje bedą przydatne, jezeli potrzebne są dodatkowe informacje których nie podałem pytajcie, znalazlem wzór do obliczania lini śrubowej, nie jest on stosowany do stożka, więc nie mogę znaleść zależności. Pozdrawiam






