Nie za bardzo wiem w czym masz problem.
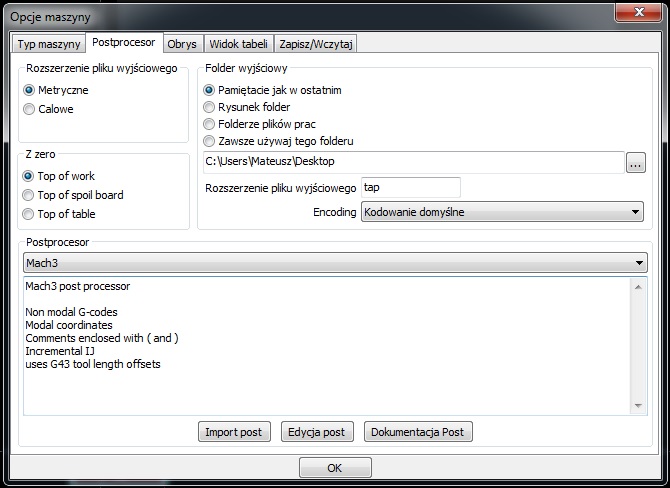
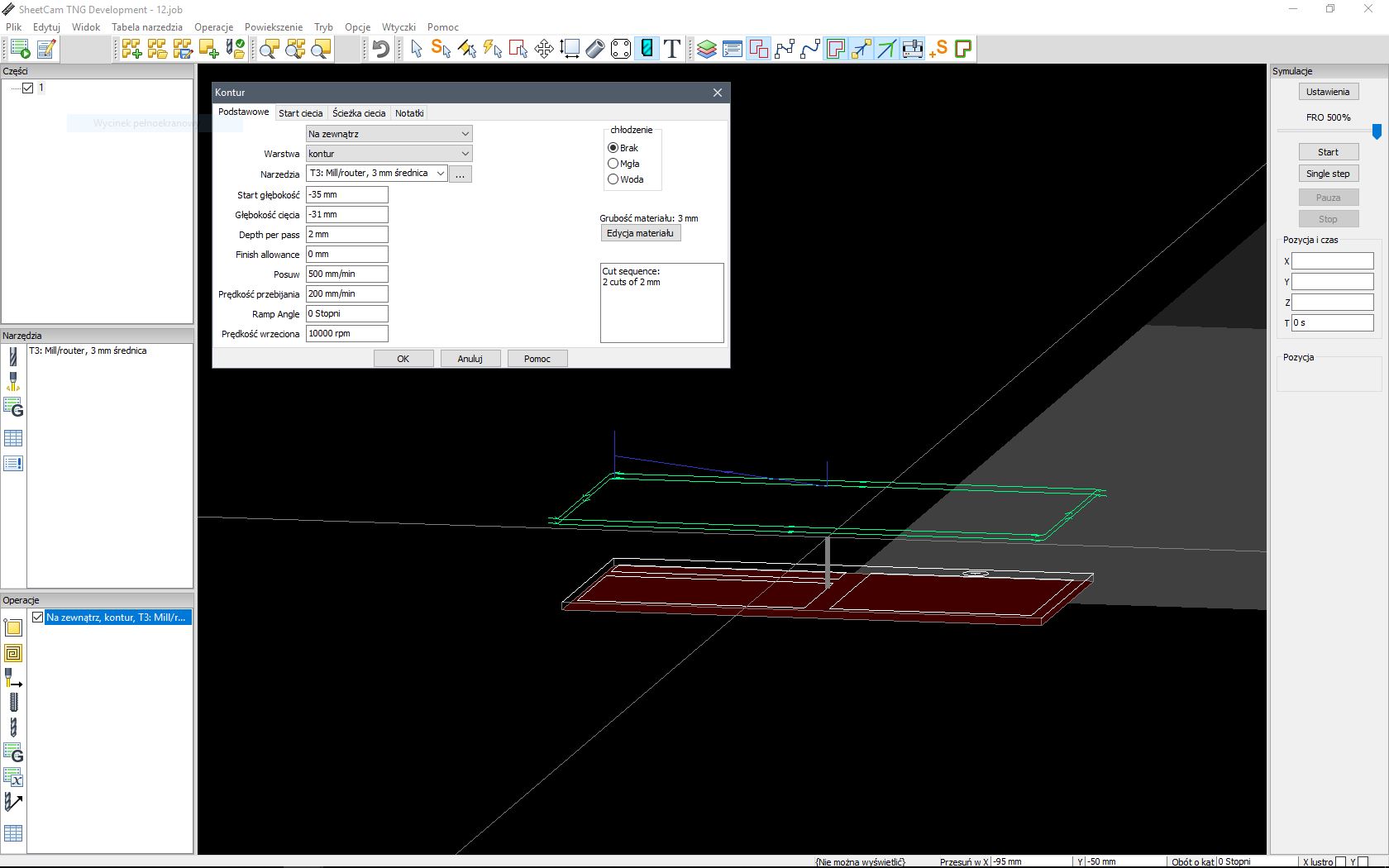
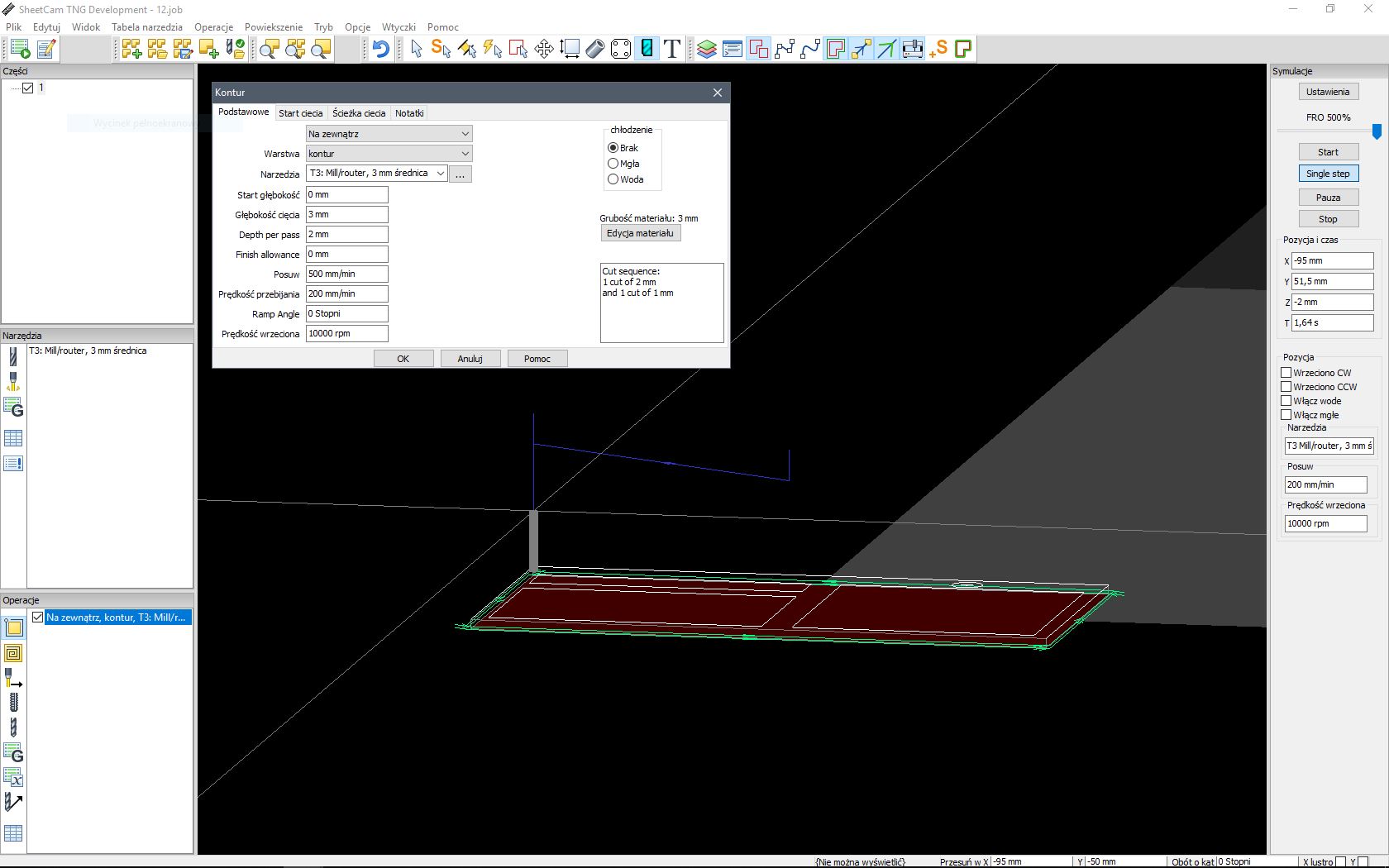
Top of work - Zero liczone od górnej części blachy (nie trzeba znać wysokości materiału, pracę zaczynamy od powierzchni)
Top of table - Zero liczone od stołu (trzeba znać wysokość obrabianego materiału)
Top of spoil board - Zero liczone od stołu + "specjalny uchwyt" (trzeba znać wysokość materiału + wysokość uchwytu)
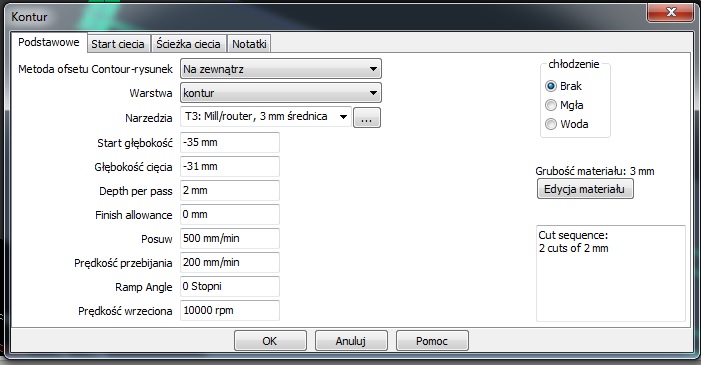
Tutaj chyba nie ma co tłumaczyć:
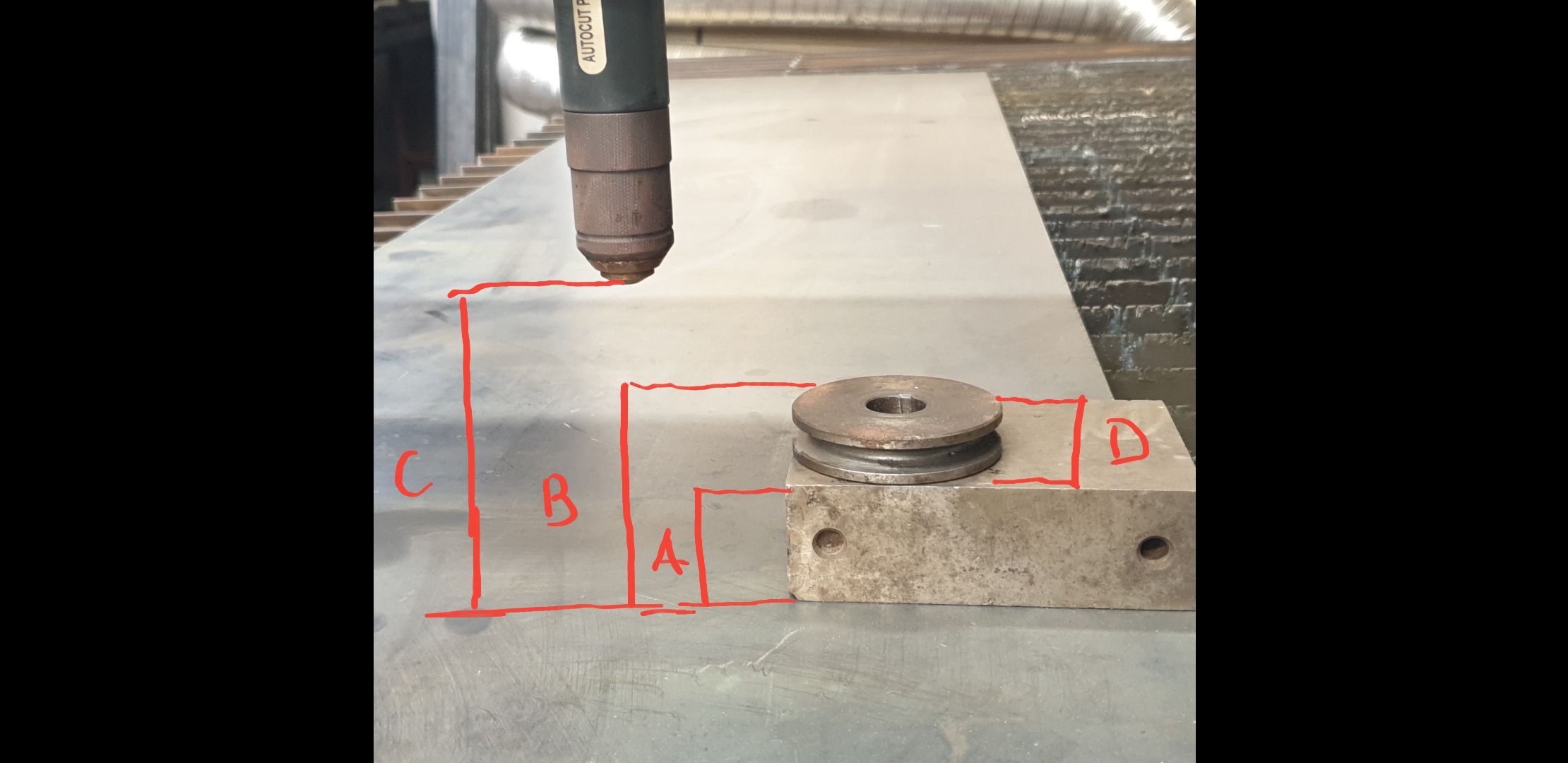
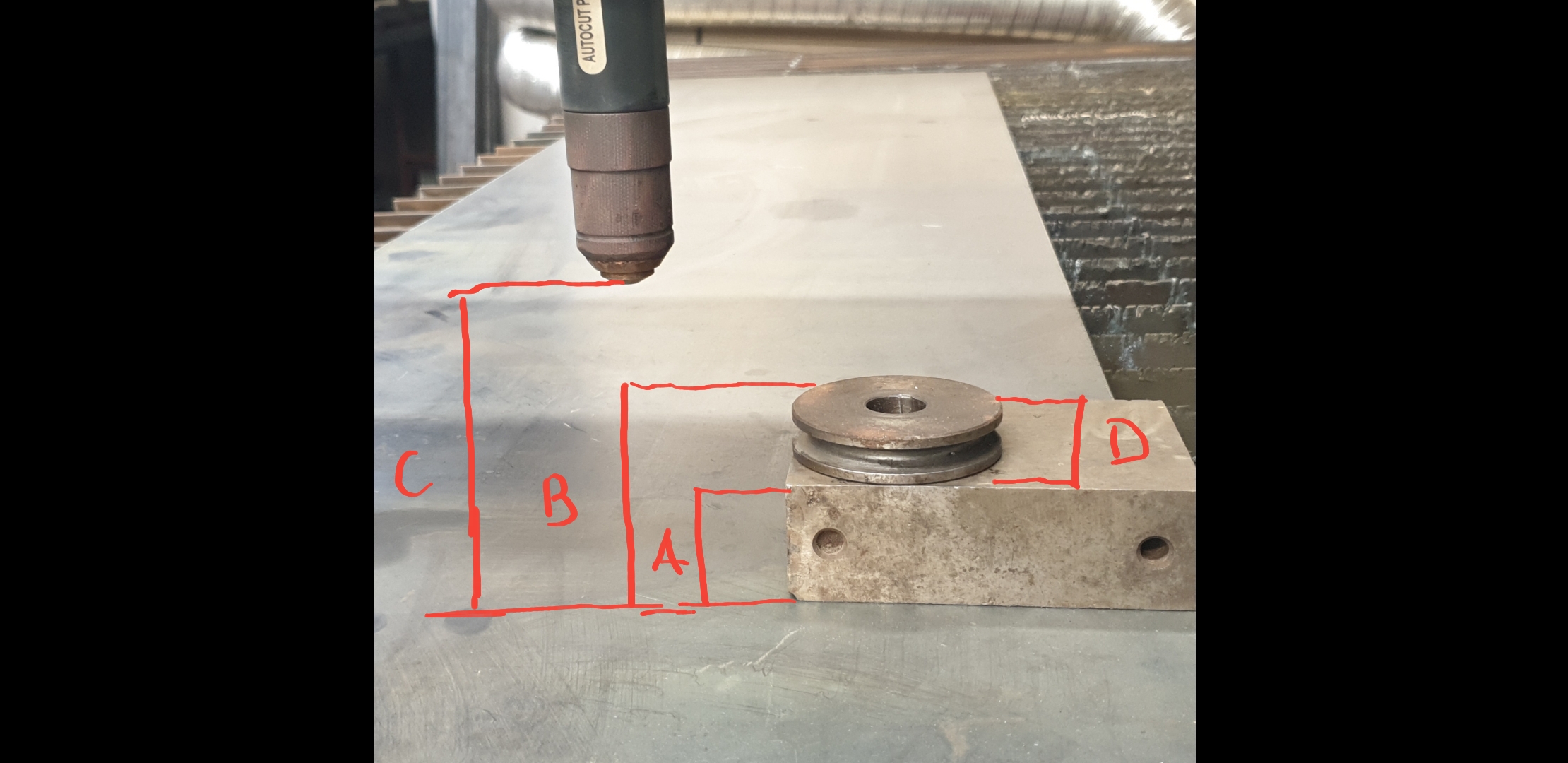
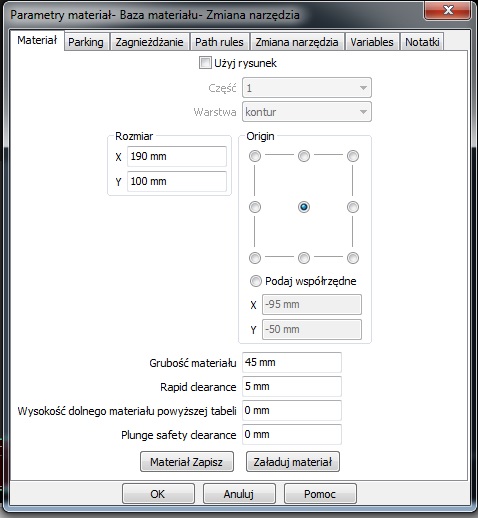
Grubość materiału - wiadomo
Rapid clearance - wysokość przejazdowa na G0
Wysokość dolnego materiału powyżej tabeli - to jest wysokość tego uchwytu, imadła, podkładu, itd... na którym leży obrabiany materiał.
plunge safety clearance - jakiś dodatkowy odstęp bezpieczeństwa (nie wiem na co to ma wpływ u mnie jest to wartość 0,5mm)
Wysokości, limity i bazy materiałowe osi "Z" ustawia się nie w sheetcamie a w programie wykonawczym np. w machu3.
Jak zrozumiesz różnicę miedzy koordynatami maszynowymi a programowymi wszystko stanie się dużo prostsze.
Tłumacząc to łopatologicznie - bazując maszynę oś "Z" bazuje się jadąc do góry i po z bazowaniu ma w tym momencie zero maszynowe.
Ale w bazach materiałowych G54-G59 ustalasz że oś Z licząc od stołu do narzędzia ma np. 200mm. wpisujesz te współrzędne do tabeli przykładowo do bazy G54. Tym sposobem otrzymujesz taki efekt że oś Z stojąc na górze ma zero maszynowe ale programowe +200mm.
Zero programowe było by dla tej bazy wtedy gdyby narzędzie dotknęło stołu. Następnie ładujesz g-code z którego jest automatycznie wywołana baza G54 albo wywołujesz bazę sam bezpośrednio z macha. Używając twojego specjalnego uchwytu o wysokości np.100mm na którym jest zamocowany materiał grubości np.50mm gdy uzupełnisz te dane w oknach z sheetcama uzyskasz g-code w którym sheetcam będzie generował wartości obróbki analogicznie od powierzchni materiału bądź od stołu bądź od materiału który jest zamocowany w uchwycie o znanej wysokości.
Nie potrafię tego prościej wytłumaczyć ale myślę że zrozumiesz.