



Za mały prąd ja przyjmuję ok 10A na 1mm grubości
Znaleziono 11 wyników
Wróć do „MyPlasm CNC - System sterowania przecinarkami plazmowymi”
- 12 maja 2023, 12:17
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: MyPlasm CNC - System sterowania przecinarkami plazmowymi
- Odpowiedzi: 200
- Odsłony: 28354
Re: MyPlasm CNC - System sterowania przecinarkami plazmowymi
Jak na 40A przy #8 to i tak przyzwoicie 
Za mały prąd ja przyjmuję ok 10A na 1mm grubości
Za mały prąd ja przyjmuję ok 10A na 1mm grubości
- 30 wrz 2021, 16:17
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: MyPlasm CNC - System sterowania przecinarkami plazmowymi
- Odpowiedzi: 200
- Odsłony: 28354
Re: MyPlasm CNC - System sterowania przecinarkami plazmowymi
Oj Panowie, Panowie to nie jest tak że raz ustawione napięcie jest dla całego zakresu możliwości plazmy. Inne napięcie będzie przy cięciu blachy 0,5# a diametralnie inne dla przykładowo 10# i jeszcze inne dla 20# itd... Różnice mogą sięgać nawet 20V, ba napięcie potrafi się odczuwalnie zmienić przy wąsko ustawionych widełkach thc jak się zmniejszy lub zwiększy prędkość a nawet w miarę zużywania się dyszy, dlatego trzeba sobie zapamiętać lub stworzyć tabelkę dla różnych blach. Przykładowo dla mnie dla blachy od 2#-4# napięcie różni się w granicach 5V a widełki mam ustawione na ok 2V więc dla tego przedziału mam jedno ustawienie thc jak blachy grubsze to od razu korekta 5-7V przy ciasno rozstawionych otworach i małych kształtach thc w ogóle wyłączone bo wiadomo że blacha się nie odkształci więc po co włączać thc.
Co do tego pytania nie znam odpowiedzi nie używam myplasmOkazało się, że z THC palnik między otworami jedzie na wysokości cięcia, a nie na ustawionej, bezpiecznej 12mm. Czy to jakiś błąd w programie?
- 30 wrz 2021, 09:12
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: MyPlasm CNC - System sterowania przecinarkami plazmowymi
- Odpowiedzi: 200
- Odsłony: 28354
Re: MyPlasm CNC - System sterowania przecinarkami plazmowymi
Jeśli dobrze ustawiłeś napięcie dla thc to albo dałeś za duże widełki działania przez co za wolno reaguje albo odwrotnie podłączyłeś i zamiast jechać w górę to jedzie w dół i odwrotnie. Cięcie bez thc w ogóle nie wychodzi gorzej do czasu gdy blacha jest w miarę prosta i nie występuje deformacja podczas cięcia co się nierzadko zdarza przy paleniu cieńszych blach.
- 29 wrz 2021, 23:08
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: MyPlasm CNC - System sterowania przecinarkami plazmowymi
- Odpowiedzi: 200
- Odsłony: 28354
Re: MyPlasm CNC - System sterowania przecinarkami plazmowymi
Nie wpisuje się danych z instrukcji tylko wypala się krótki odcinek kontrolny bez thc na odpowiedniej wysokości wtedy patrzy się jaka jest realna wartość napięcia podczas takiego cięcia i tą wartość się ustawia.
- 22 paź 2020, 23:35
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: MyPlasm CNC - System sterowania przecinarkami plazmowymi
- Odpowiedzi: 200
- Odsłony: 28354
Re: MyPlasm CNC - System sterowania przecinarkami plazmowymi
Chodzi o to żebyś nie wprowadzał ludzi w błąd że mach na detekcji chodzi wolno bo tak nie jest.Wiem, że w machu można zrobić dużo
Właśnie przez takie podejście ludzie powielają głupoty że ten czy inny soft jest lepszy bo ma szybszą detekcję itd..w g-cod i samego macha się nie zagłębiałem bardziej
Oczywiście bez obrazy
- 22 paź 2020, 09:38
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: MyPlasm CNC - System sterowania przecinarkami plazmowymi
- Odpowiedzi: 200
- Odsłony: 28354
Re: MyPlasm CNC - System sterowania przecinarkami plazmowymi
Równie dobrze w machu do detekcji można użyć tego metalowego kółka bądź drucika, nie widzę żadnego powodu żeby mówić że mach jest wolniejszy, nie to żebym bronił uparcie macha. Jeśli oś Z ma jakąś maksymalną prędkość to i w twoim sterowaniu szybsza nie będzie.
- 21 paź 2020, 22:28
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: MyPlasm CNC - System sterowania przecinarkami plazmowymi
- Odpowiedzi: 200
- Odsłony: 28354
Re: MyPlasm CNC - System sterowania przecinarkami plazmowymi
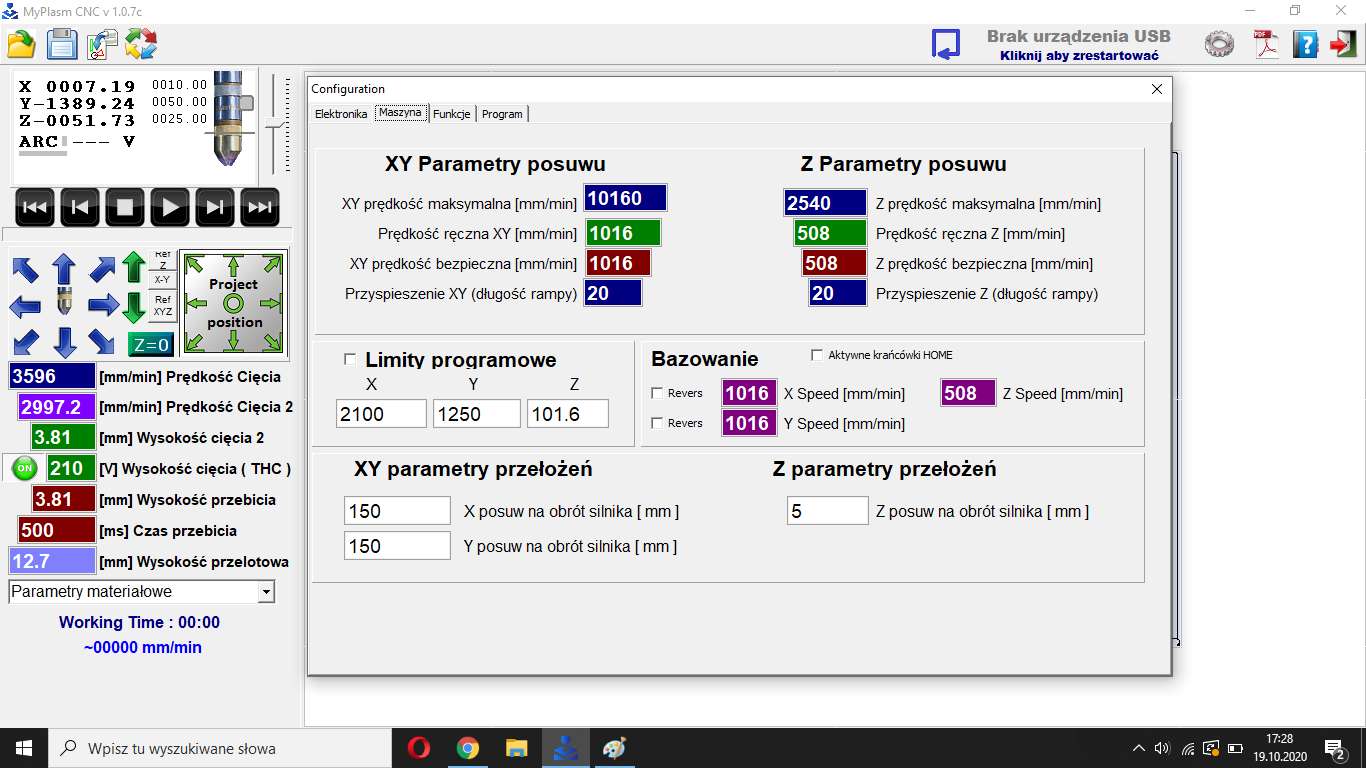
Z jaką prędkością sobie ustawisz w machu z taką ci zrobi detekcję, możesz równie dobrze ustawić maksymalną prędkość maszyny.arczi123452 pisze: ↑21 paź 2020, 20:44W takim, że mając detekcję w machu na głowicy pływającej, trwało to wieki, głowica z małą prędkością jeździła w dół i w górę, a tutaj jak już dotknie to wraca jak szatan. Za to bazowanie maszyny jest powolne, ale to się nie robi co 5 minut więc ok.
- 19 paź 2020, 23:24
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: MyPlasm CNC - System sterowania przecinarkami plazmowymi
- Odpowiedzi: 200
- Odsłony: 28354
Re: MyPlasm CNC - System sterowania przecinarkami plazmowymi
W jakim sensie ?
- 19 paź 2020, 22:20
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: MyPlasm CNC - System sterowania przecinarkami plazmowymi
- Odpowiedzi: 200
- Odsłony: 28354
Re: MyPlasm CNC - System sterowania przecinarkami plazmowymi
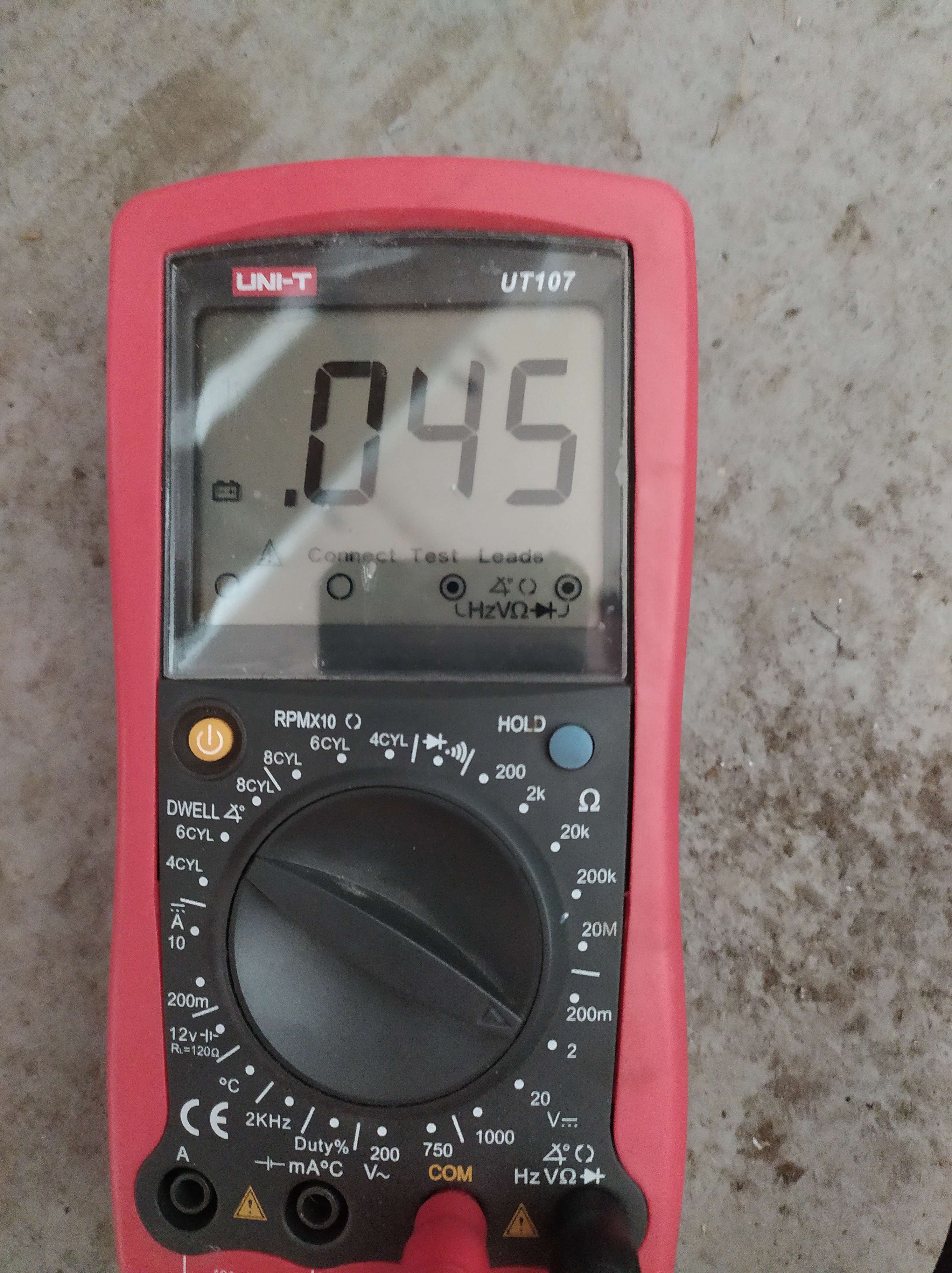
Pomiaru na pinach 5-6 dokonujesz podczas cięcia.ProfesjonalnyAmator pisze: ↑19 paź 2020, 17:38Wiem że jestem upierdliwy ale nie mogę ładu składu z tym dojść na pinie 5 i 6 mam 0,45V
I jeszcze co musi być podłączone żeby THC działał prawidłowo bo w takich ustawieniach jak teraz i jak tnę blachę 3mm to palnik zupełnie nie zmienia wysokości i uderza w materiał , dzwoniłem do was dziś do firmy i jakiś Pan przy telefonie mi powiedział żebym zrobił długi przejazd i używał pageUp i padeDown ale to nic nie pomogło. Czy po prostu to jest połaczone z systemem OMNIC i dlatego mi nie działa?

- 13 gru 2018, 10:37
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: MyPlasm CNC - System sterowania przecinarkami plazmowymi
- Odpowiedzi: 200
- Odsłony: 28354
Re: MyPlasm CNC - System sterowania przecinarkami plazmowymi
Moim zdaniem spory błąd ponieważ jak byś chciał dodać w przyszłości do softu powrót na zera maszynowe (home) prędzej czy później skończy się to kolizją, znalazło by się jeszcze parę innych powodów ale to tylko moje skromne zdanie. U mnie oś Z może zjechać poniżej rusztu aby po wyciągnięciu rusztu móc ciąć np profile, rury co w takim przypadku? Jak silnik osi Z nie ma hamulca to przy uruchomieniu i zbazowaniu zero maszynowe jest poniżej rusztu ?






