Nie będę radził, bo nie mam takiego doświadczenia. Podzielę się tym z czym się spotkałem.
W podręczniku Autodesk dla CNC wyróżniono dwa podejścia:
1. Obróbkę przemysłową, w której istotnymi parametrami jest czas obróbki (maksymalnie krótki) i żywotność narzędzia (duża);
2. Prototypowanie i obróbka krótkoseryjna gdzie ważna jest niezawodność.
Jak nie trudno się domyśleć parametry obróbki w tym drugim przypadku są niższe niż w pierwszym.
Jako regułę Autodesk poleca stosowanie parametrów producenta gdy tylko takie są dostępne. W innym przypadku oraz dla obróbki wg podejścia 2 sugeruje parametry tzw. dobrych praktyk. Dla stali:
prędkość skrawania dla narzędzi z HSS 21 m/min i 107 m/min dla narzędzi z powłoką węglikową oraz f od 0,01 do 0,05 mm/obr w zależności od średnicy narzędzia.
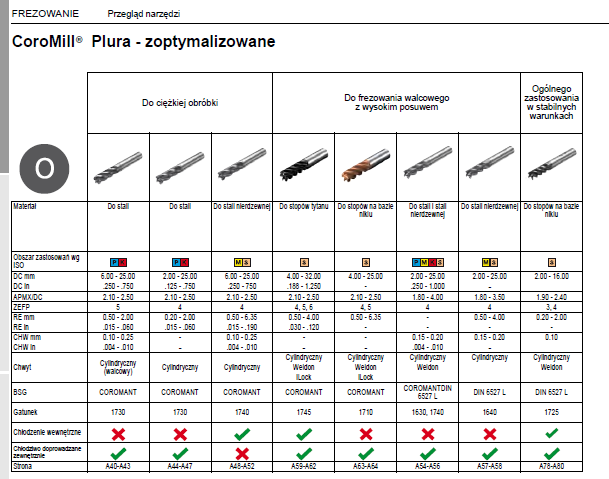
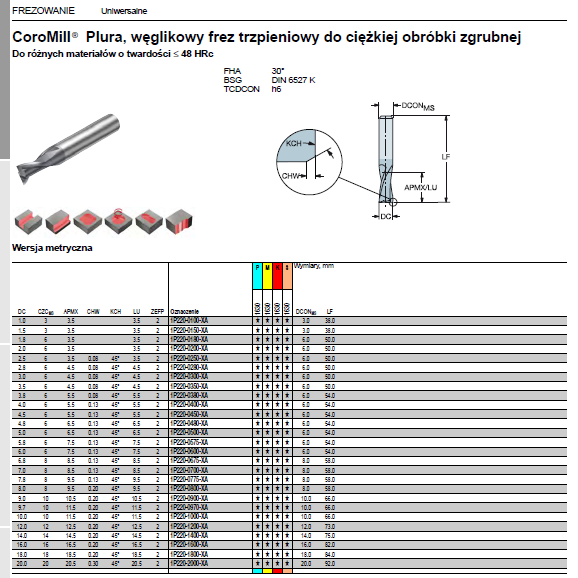
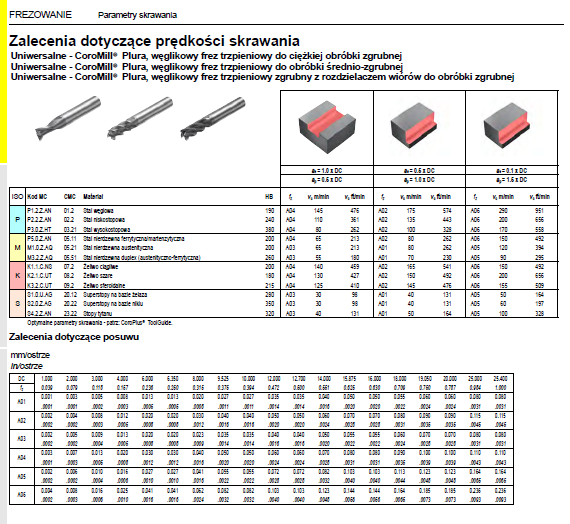
Dla porównania wg katalogu Sandvik dla frezu czpieniowego do ciężkiej obróbki Vc= od 80 do 250 m/min w zależności od rodzaju obróbki (slot, kontur, wielkości ae i ap) i twardości materiału oraz fz od 0,02 do 0,09 mm/ostrze w zależności od średnicy (od 2 do 25 mm).
Autodesk zaleca by nie przyjmować bezkrytycznie danych z programów CAD/CAM tylko je weryfikować z danymi producentów i rzeczywistym procesem obróbki (rodzaju obróbki, hałasu w czasie obróbki, kształtu i koloru wióra, mocy obrabiarki).