



Dobry przyklad, jednak kompozyty lozyskowe nie maja nic wspolnego z kompozytami na korpusy maszyn. Kompozyty lozyskowe sa w uzyciu od 37 lat.
http://moglice.de/en/home/
http://diamant.ph/de/referenzen/details ... mpany=alle
Kompozyty na korpusy maszyn sa wyjatkowe bo musza spelniac te same warunki co zeliwo, zarowno pod katem rozszerzalnosci cieplnej jak i plyniecia. Dopracowanie nawet tych dwoch rzeczy wymaga fenomenalnego nakladu pracy i dlatego do dzisiaj w powszechnym uzyciu jest na swiecie tylko 5 tego typu produktow. Bylo ich wiecej ale odpadly bo nasiakaly chlodziwem, plynely pod obciazeniem i mialy mala stabilnosc termiczna. Czyli te rzeczy nad ktorymi wlasnie pracuja moi koledzy w USA i ktore za rok, dwa zaowocuja pelnoprawnym produktem komercyjnym nadajacym sie na maszyny za 100-200tys USD.
Badania nad produktem najczesciej przekraczaja wartosc samego produktu, dlatego malo kto sie tym zajmuje. Na forum w USA wiekszosc ludzi pracuje za darmo i dlatego ma to sens. (Nie wspominajac o pracy ktora odbywa sie za kulisami i o ktorej nikt nigdy sie nie dowie). Progres na forum w USA zwrocil nawet uwage ludzi z branzy, m. in. dyrekcji jednej z tych firm: Granitan/Harcrete, Zanite, Epucret, Celith, Motema AC.
(To na dzisiaj wszyscy ktorzy na swiecie zajmuja sie odlewami; byl jeszcze jeden ale odpadl i zajmuje sie ceramika kuchenna).
Co do kolegow w Niemczech to mieli niezly start, jednak zamiast praca nad kompozytem zajeli sie komercja wiec ten ich kompozyt jest tyle warty co przecietny zlewozmywak.
* * *
To bedzie na tyle ode mnie. Postanowilem zrobic sobie mala przerwe- wroce tu za rok i wtedy zobacze czy uroslo cos z tego co zasialem. Prosze nie traktowac tego jako niechec z mojej strony- mam troche malo ostatnio czasu i zdecydowalem sie poswiec calosc mojej maszynie i mojemu biznesowi. Progres bedzie zawsze mozna obejrzec pod tym kontem a ja wroce jak wydarzy sie cos ciekawego, albo nasi chlopcy opatentuja kompozyt.
Z duzym podziwem przygladalem sie temu co sie tu dzieje; maszyny Piotra, Mexa i innych zainspirowaly mnie do nauki i studiowania frezarek do metalu. Mimo brakow budzetowych wielu kolegow daje sobie doskonale rade i wykazuje duza pomyslowosc- jesli chodzi o polski rynek CNC to nie mam watpliwosci ze zmierza on w dobrym kierunku. Mam tez nadzieje ze Piotr lub ktokolwiek z wiekszych producentow ploterow zainteresuje sie technologia granitu i kiedys zobacze polskie frezarki z granitu.
Bardzo sobie cenie czas spedzony tu na forum, mysle ze wiele sie nauczylem. Trzymam tez kciuki za wszystkich ktorzy rozpoczeli budowe swoich maszyn, nie tylko granitowych. Oby wasze projekty zakonczyly sie sukcesem!
Pozdrawiam i do zobaczenia.
Walter
Znaleziono 53 wyniki
Wróć do „Maszyna z syntetycznego granitu”
- 20 kwie 2008, 22:02
- Forum: Frezarka - konstrukcja metalowa
- Temat: Maszyna z syntetycznego granitu
- Odpowiedzi: 425
- Odsłony: 227260
- 19 kwie 2008, 23:48
- Forum: Frezarka - konstrukcja metalowa
- Temat: Maszyna z syntetycznego granitu
- Odpowiedzi: 425
- Odsłony: 227260
Jaszuk88 pisze:Nadal podtrzymuje swoje stanowisko, że syntetyczny granit nie jest dobrym materiałem do budowy amatorskiej maszyny. Jest to materiał bez wątpienia znakomity do budowy maszyn wielkogabarytowych i produkcji seryjnej. Wykonanie formy dla jednej maszyny jest nieporozumieniem.


Technologia powstala 35 lat temu i do dzisiaj na calym swiecie jest tylko 5 tego typu kompozytow. Slownie "piec". (W tym w Polsce ani jednego). Ani firma Mikron nie ma swojego kompozytu, ani firma Hermle nie ma swojego kompozytu, wszyscy uzywaja licencji. Skoro ani Mikron ani Hermle nie dorobily sie swojego kompozytu to pewnie nie jest to takie proste.Jaszuk88 pisze:Mam żal do waltera, że przedstawia technologię odlewania syntetycznego granitu jak jakąś kosmiczną i strasznie skomplikowaną. To odstrasza osoby, które nie miały do czynienia z odlewaniem żywic. A tak naprawdę jest to bardzo prosta technologia.
Wielokrotnie pisalem ze praca moich kolegow w USA dotyczy kompozytu komercyjnego. Czy widzial kolega film "Szosty element"? To bedzie wlasnie ten szosty element. Do tych pieciu wymienionych powyzej. Bedzie znany na caly swiat. A do zabawy w domu mozna uzyc byle czego, wszyscy dobrze o tym wiedza.
Nawet z tego co tu opisalem ktos bylby w stanie robic komercyjne odlewy. Na te informacje w USA pracowalo za darmo 100 osob. Wszystkie trudne tematy zostaly przekopane na wylot. Pelzanie, rozszerzalnosc cieplna, napiecia wewnetrzne, skurcz- wszystkie najbardziej intymne problemy komercyjnych odlewow zostaly poruszone. Nic tylko brac i otwierac firme.
W sumie to zdziwilbym sie gdyby ktos predzej czy pozniej tego nie zrobil. Moze powinienem zadzwonic do Kimli i zapytac czy nie chcialby darmowego systemu na korpusy frezarek.
* * *
(Hmm.. moze to jednak byl "Piaty element"...)
- 19 kwie 2008, 02:11
- Forum: Frezarka - konstrukcja metalowa
- Temat: Maszyna z syntetycznego granitu
- Odpowiedzi: 425
- Odsłony: 227260
- 18 kwie 2008, 23:35
- Forum: Frezarka - konstrukcja metalowa
- Temat: Maszyna z syntetycznego granitu
- Odpowiedzi: 425
- Odsłony: 227260
Mysle ze parametry ma dobre bo produkt byl dopracowywany przez 30 lat. Trzeba tez pamietac ze nie jest uzywany do odlewow tylko jako zywica montazowa. Tak jak zywice do montowania maszyn do podlog hal fabrycznych- niektore maja fenomenalna stabilnosc i wytrzymalosc na sciskanie.
Czy samoistnie przylegają do powierzchni odwzorowywanej? Nie. Zywica po prostu tworzy idealna kopie powierzchni do niej przycisnietej, rozdzielczosc zywicy to mikrony. Zawartosc wypelniacza metalowego 80%. Warstwy natomiast sa stosunkowo cienkie. Nie ma tu zadnej magii, musi natomiast byc super precyzyjny wzorzec.
Mieszanka jest jak najbardziej stabilna termicznie, zero skurczu, odpornosc na scieranie, sciskanie, itp.
Czy samoistnie przylegają do powierzchni odwzorowywanej? Nie. Zywica po prostu tworzy idealna kopie powierzchni do niej przycisnietej, rozdzielczosc zywicy to mikrony. Zawartosc wypelniacza metalowego 80%. Warstwy natomiast sa stosunkowo cienkie. Nie ma tu zadnej magii, musi natomiast byc super precyzyjny wzorzec.
Mieszanka jest jak najbardziej stabilna termicznie, zero skurczu, odpornosc na scieranie, sciskanie, itp.
- 18 kwie 2008, 23:20
- Forum: Frezarka - konstrukcja metalowa
- Temat: Maszyna z syntetycznego granitu
- Odpowiedzi: 425
- Odsłony: 227260
Powierzchnie odlewane nadaja sie do duzej maszynerii gdzie nie ma mozliwosci budowy i frezowania 5 metrowej ramy. Do metalu oraz do malych maszyn precyzyjnych nalezy albo wpuscic do odlewu listwy (stal, zeliwo) i obrobic je potem w warsztacie albo odcisnac je w zywicy za pomoca specjalnego wzorca (rowniez obrobionego w warsztacie, szlifowanego). Innej drogi nie ma.
Kilka istotnych informacji dla nowych uzytkownikow:
- Moja konstrukcja uzywa gotowych plyt aluminiowych, piasku, kamieni oraz zywicy i grawitacji.
- Moja konstrukcja nie uzywa wzorca i nie uzywa obrobki. Sila rzeczy musi wiec isc na kompromis. Z drugiej strony oferuje nizszy koszt.
- Moim zalozeniem nie jest osiagniecie danej precyzji czy dokladnosci, wyraznanej w liczbach. Moim zalozeniem jest uzycie tej konkretnej technologii, w tej konkretny sposob- w celu przetestowania jaka precyzje czy dokladnosc ta technologia oferuje. Bez wzgledu na rezultat.
- Powierzchnie ktore odlalem zostaly wykonane na belkach tymczasowych. Mnie jest potrzebny stol o dlugosci 2m pod ktory potrzebne sa belki ponad 4m. Sila rzeczy nie porwalem sie od razu na budowe pelnowymiarowego stolu tylko postanowilem najpierw przetestowac krotkie belki. Na stronie 6 napisalem "Jest mozliwosc zrobienia 2.5m stolu, ale mam watpliwosci co do sztywnosci takiego rozwiazania wiec chyba zrobie z polowek. Decyzja jeszcze nie zostala podjeta."
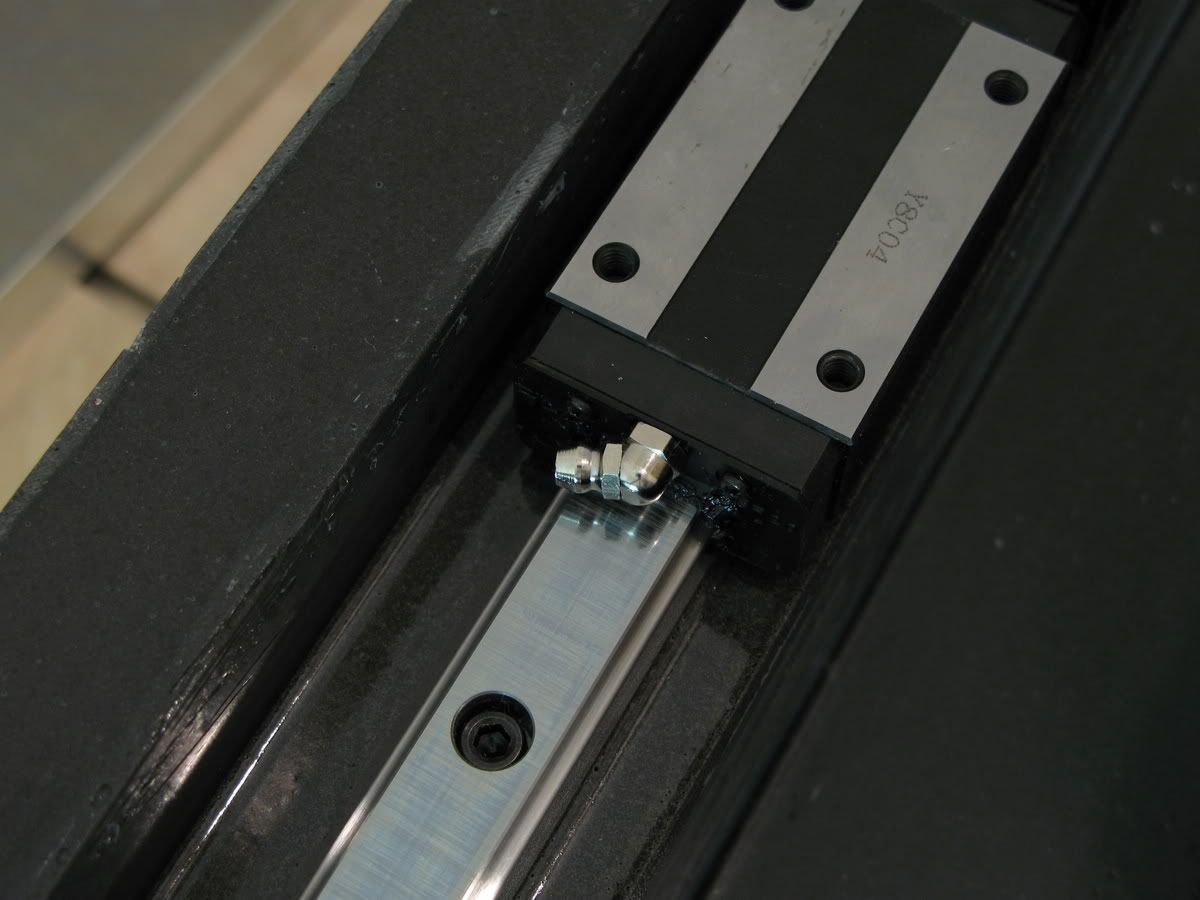
- Jesli chodzi o wylewanie zywicy pod lozyska to test zakonczyl sie sukcesem. Zywica rozlewa sie idealnie, trzeba tylko robic to na stalej nie rozbieralnej instalacji, nie tak jak ja to zrobilem. Moje wykonanie bylo do testu i musialo byc rozbieralne (to chyba oczywiste). Projekt wlasciwy bedzie wykonany na stale, na betonowej podlodze warsztatu. Po zacementowaniu portalu zostanie na nim zrobiony szalunek i zostana odlane belki ok 4.5m. Do tego szalunek bedzie wibrowany.
- Na ile jest to sukces? Jeszcze nie wiem, nie mierzylem. Zywica rozlewa sie idealnie i uklada sie do krzywizny Ziemi ktora najprawdopodobniej wyglada duzo lepiej niz opisalem. Problemem moze byc tylko mocowanie lozysk. Do zywicy nie mozna ich przykrecic. Ja zastosowalem scinki precyzyjnej plyty aluminiowej ktore po doscisnieciu odwaznikami zalalem zywica. Po wyschnieciu zalalem kolejne 2cm zywica z piaskiem. Metoda raczej malo precyzyjna ale nic lepszego nie bylem w stanie wymyslic.
- Lustro zywicy zostalo wylane na obie belki za pomoca kanalow jak na rysunku, ktore potem zostaly usuniete. Nastepna wersja bedzie polaczona na stale- zarowno miedzy belkami, jak i miedzy betonowa podloga i portalem. Innymi slowy nierozbieralny monolit.
- Zdaje sobie sprawe ze lozyska powinno sie montowac do "setnej mm" jednak dla mnie jest to sprawa drugorzedna. Do dokladnosci montowania lozysk i srub napedowych przykladam wage tylko i wylacznie dlatego aby nie obnizac zywotnosci tych komponentow i aby maszyna mogla pracowac dziesiatki godzin non stop bez rozpadniecia sie na czynniki pierwsze (co samo w sobie jest wystarczajaco duzym wyzwaniem). Nie dlatego zeby trzymala wysokie tolerancje.
- Moje zainteresowania skupiaja sie wylacznie wokol wielowrzecionowej maszynerii do drewna i to takiej z 4-5 metrowymi ramami. Technologia odlewania zywicy pod lozyska jest to jedyna technologia jaka mnie interesuje i uwazam ze za pomoca tej technologii jestem w stanie zrobic maszyne kazdej wielkosci.
- Zdaje sobie sprawe ze reszta uzytkownikow ma odwrotne zainteresowania do moich. Ludzie woleliby maszyne miniaturowa ktora powstanie w krotkim czasie, bardzo tanio i zeby byla precyzyjnia. Ja moge zaoferowac tylko dwie z tych rzeczy na raz. Albo bardzo tanio albo precyzyjnie.
- Z najprostszych rozwiazan moge polecic jednoczesciowy korpus z wpuszczonymi listwami pod elementy precyzyjne i obrobic to potem w warsztacie. Najbardziej solidnie wygladaja maszyny w takim ksztalcie:

Albo na przyklad takim:



Mniej solidna ale do lekkiej pracy wystarczy:

Albo w takim ksztalcie, troche bardzie bardziej finezyjna:

Niemcy juz robia formy pod ten model:
Wiele z tych modeli mozna mocno uproscic, zrobic prosta forme i odlac to w kilka weekendow. Ja zrobilem taki maly przyklad do testow. (Ksztalt jest troche inny bo mial posluzyc do przelozenia stolu i wrzeciona z chinskiej maszyny). Czasowo zajelo mi to 2 weekendy.



Korpus jest badziewny wiec praktycznie kazdy bedzie w stanie zrobic lepszy.
* * *
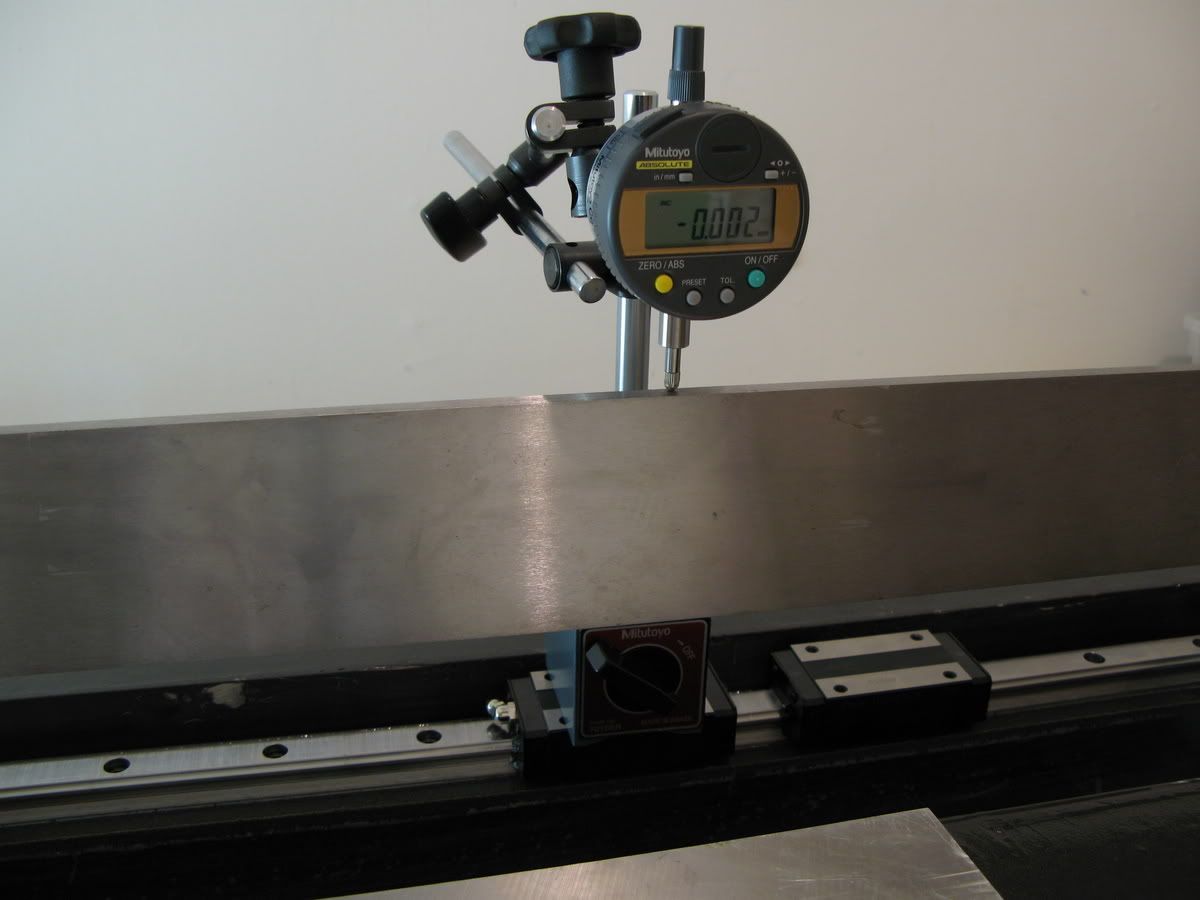
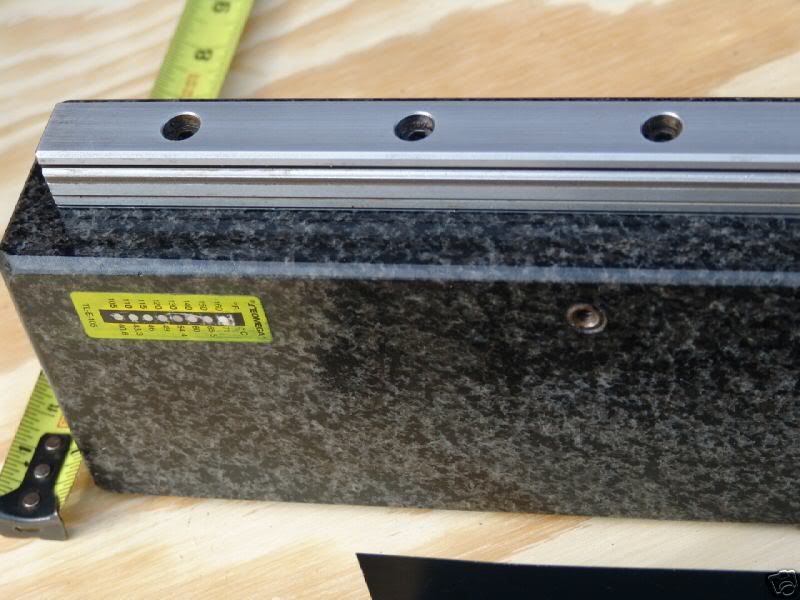
Jesli chodzi o lozyska na belce to wynik jest bardzo dobry. Szyna przykrecona do belki i ustawiona do linialu ma blad 0.05mm na boki i 0.05mm na wysokosc (na dlugosci 780mm).


Inna sprawa ze musze jeszcze pocwiczyc obsluge rozwiertaka:

Dolna szyna zostala zalana zywica:

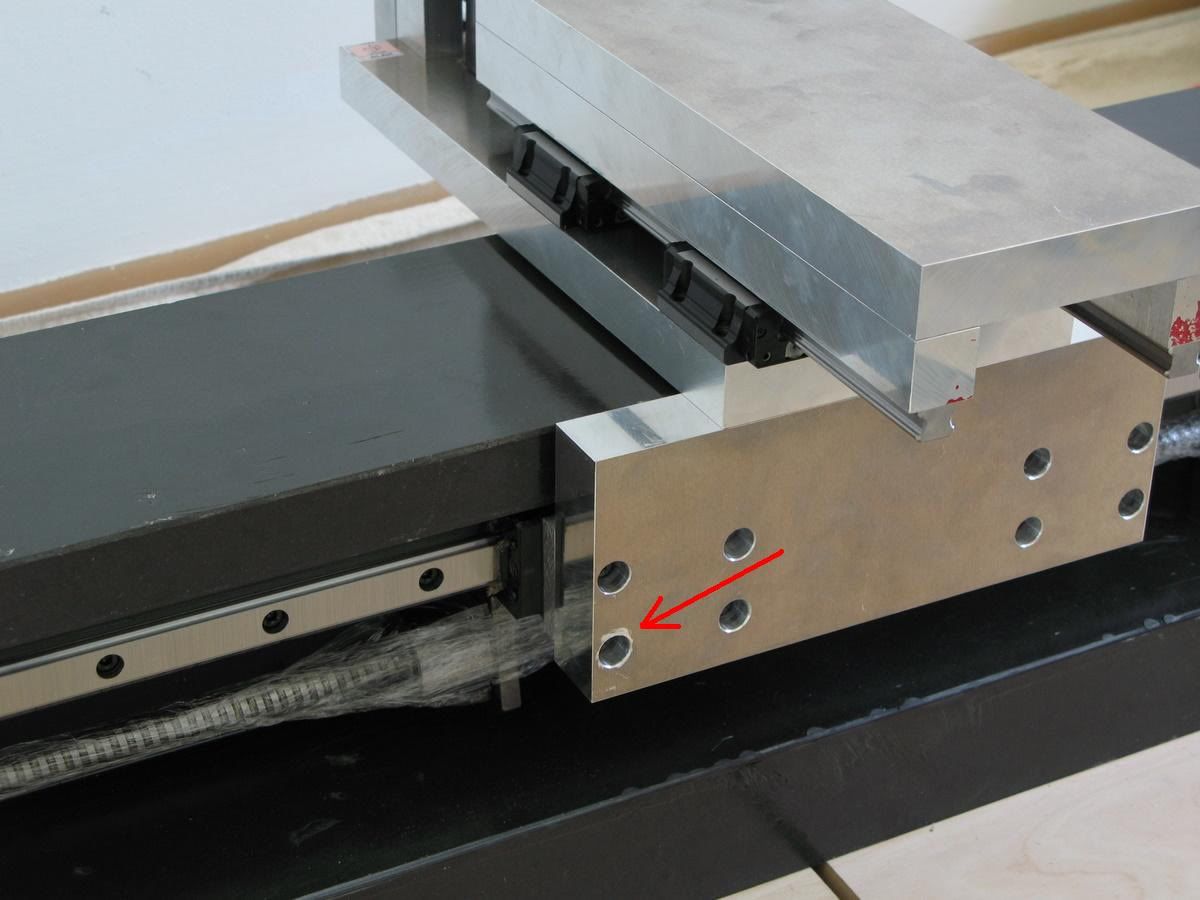
Mam jednak problem z lozyskami. Szyny i wozki zostaly kupinone osobno i naleza do uniwersalnej serii (GK). Symbolem GK oznacza sie te podzespoly ktore nie sa zamawiane w komplecie, innymi slowy kazdy wozek "GK" w danej serii ma pasowac do kazdej szyny "GK" w danej serii. Przykladowe oznaczenie wozka bedzie wtedy HSR30CA1SS (GK). Producent wyraznie zaznacza jednak zeby przy zamawianiu szyny podac od razu wozki ktore beda pracowaly na tej szynie. Wtedy wozki sa recznie dobierane i jest gwarancja pasowania taka jak w ksiazce.
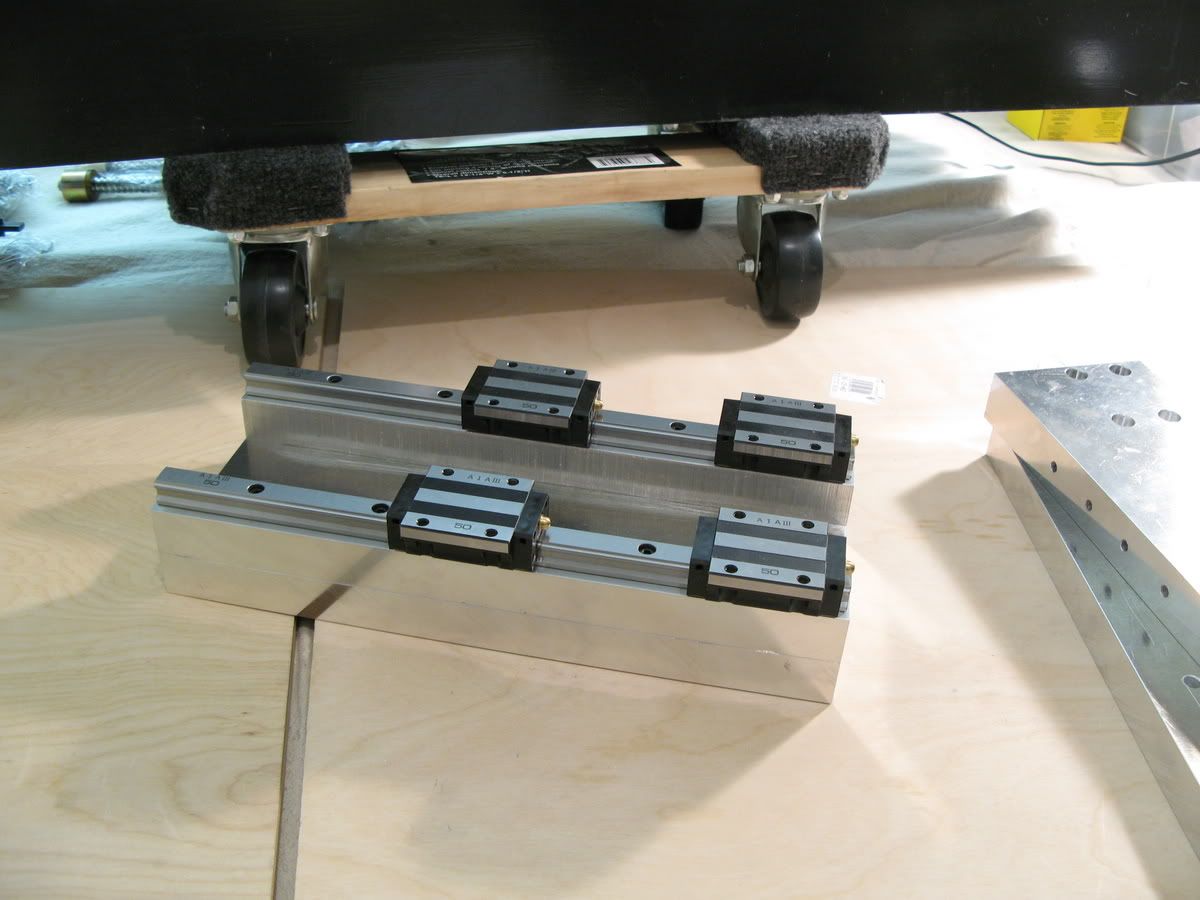
Jako ze nie wszystkie podzespoly sa kupowane w kompletach, producent stworzyl te serie (GK) i jest to niby taki standard gdzie wszystko pasuje do wszystkiego. Mam piec takich wozkow GK (dlugich, przenoszacych wieksze obciazenie) i niestety trzy z nich maja powazne luzy. Byly kupione na Ebay ale w fabrycznie nowych opakowaniach wiec jedyne wytlumaczenie to to ze sa wybrakowane albo podrabiane. Dwa kupilem od jednego czlowieka (i jeden z nich ma luz), a trzy od drugiego (i tam dwa maja luz). Wozki byly wyjete z fabrycznego opakowania i nie maja sladu zuzycia, jedynie wieloletnie slady od zeschnietego smaru. Tak wiec z pieciu wozkow trzy maja 0.2mm luzu:
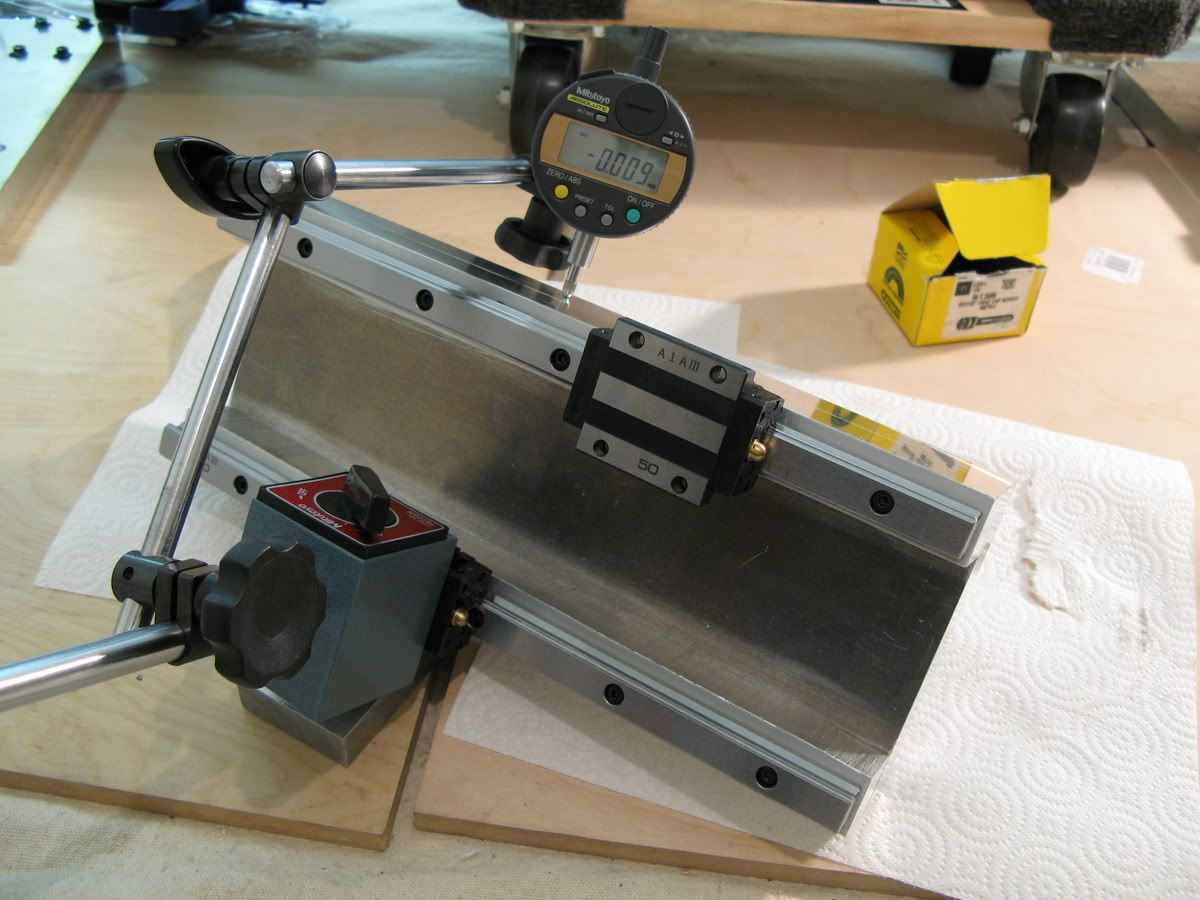
Pozostale dwa maja 0.02mm luzu (test robilem reka, na dzwigni).
Tak wiec musze przestrzec przed kupowaniem towaru nieznanego pochodzenia na aukcjach. Jesli wozki nie sa kupowane fabrycznie zapakowane na szynach to nie ma zadnej gwarancji ze beda one bezluzowe. Tak jak powiedzialem producent poleca zamawianie wozkow do danej szyny i sa one recznie dobierane.
Mam duzo wozkow THK i 90% bylo kupione na szynach. Choc sa to modele bez napiecia wstepnego to chodza bardzo ciasno w porownaniu z tymi uniwersalnymi modelami (GK).
Generalnie jednak wozki bez napiecia nie nadaja sie do maszyn o duzych silach skrawania, sa po prostu za luzne. Nawet te ktore maja 0.02mm luzu sa zbyt luzne:
O srubach bez napiecia wstepnego juz pisalem gdzie indziej wiec odpuszcze sobie.
* * *
Os Z powoli rowniez zaczyna nabierac ksztaltu. Te lozyska rowniez sa bez napiecia, jednak pochadza z jednego kompletu:


* * *
DZIKUS, Wacek jest po studiach z mechaniki. Jego maszyna jest przeznaczona do materialow lekkich. Widzialem ja na bardzo wyraznych zdjeciach, widzialem tez zdjecie aluminiowego detalu ktory wycial na tej maszynie.
Ty jestes po takich samych studiach i rowniez zbudowales maszyne. Facet zajmuje sie kajakami i maszyne robil w domu. Ty natomiast jestes operatorem CNC, miales dostep do sprzetu/materialow i oczekuje ze zbudowales solidny kawal maszyny. Proponuje pokazac ja publicznie i pozwolic wszystkim zgromadzonym ocenic prace Twoja i Wacka. Zalatwmy to raz na zawsze.
Wiem za planowales budowe czegos podobnego do maszyny Piotra https://www.cnc.info.pl/topics60/ploter ... -vt737.htm i czytalem tez ze miales zalozyc prawdziwe niskoobrotowe wrzeciono. Przypuszczam ze obrabiany detal bedzie wygladal imponujaco. Czekam na zdjecia.
* * *
Kolege Mrozika rowniez prosze o zdjecia maszyn ojca, mysle ze nie tylko ja skorzystam z wiedzy i umiejetnosci staszego pokolenia. Bez poparcia slow zdjeciami bede zmuszony potraktowac sprawe bardzo podejrzliwie.
-
Kilka istotnych informacji dla nowych uzytkownikow:
- Moja konstrukcja uzywa gotowych plyt aluminiowych, piasku, kamieni oraz zywicy i grawitacji.
- Moja konstrukcja nie uzywa wzorca i nie uzywa obrobki. Sila rzeczy musi wiec isc na kompromis. Z drugiej strony oferuje nizszy koszt.
- Moim zalozeniem nie jest osiagniecie danej precyzji czy dokladnosci, wyraznanej w liczbach. Moim zalozeniem jest uzycie tej konkretnej technologii, w tej konkretny sposob- w celu przetestowania jaka precyzje czy dokladnosc ta technologia oferuje. Bez wzgledu na rezultat.
- Powierzchnie ktore odlalem zostaly wykonane na belkach tymczasowych. Mnie jest potrzebny stol o dlugosci 2m pod ktory potrzebne sa belki ponad 4m. Sila rzeczy nie porwalem sie od razu na budowe pelnowymiarowego stolu tylko postanowilem najpierw przetestowac krotkie belki. Na stronie 6 napisalem "Jest mozliwosc zrobienia 2.5m stolu, ale mam watpliwosci co do sztywnosci takiego rozwiazania wiec chyba zrobie z polowek. Decyzja jeszcze nie zostala podjeta."
- Jesli chodzi o wylewanie zywicy pod lozyska to test zakonczyl sie sukcesem. Zywica rozlewa sie idealnie, trzeba tylko robic to na stalej nie rozbieralnej instalacji, nie tak jak ja to zrobilem. Moje wykonanie bylo do testu i musialo byc rozbieralne (to chyba oczywiste). Projekt wlasciwy bedzie wykonany na stale, na betonowej podlodze warsztatu. Po zacementowaniu portalu zostanie na nim zrobiony szalunek i zostana odlane belki ok 4.5m. Do tego szalunek bedzie wibrowany.
- Na ile jest to sukces? Jeszcze nie wiem, nie mierzylem. Zywica rozlewa sie idealnie i uklada sie do krzywizny Ziemi ktora najprawdopodobniej wyglada duzo lepiej niz opisalem. Problemem moze byc tylko mocowanie lozysk. Do zywicy nie mozna ich przykrecic. Ja zastosowalem scinki precyzyjnej plyty aluminiowej ktore po doscisnieciu odwaznikami zalalem zywica. Po wyschnieciu zalalem kolejne 2cm zywica z piaskiem. Metoda raczej malo precyzyjna ale nic lepszego nie bylem w stanie wymyslic.
- Lustro zywicy zostalo wylane na obie belki za pomoca kanalow jak na rysunku, ktore potem zostaly usuniete. Nastepna wersja bedzie polaczona na stale- zarowno miedzy belkami, jak i miedzy betonowa podloga i portalem. Innymi slowy nierozbieralny monolit.
- Zdaje sobie sprawe ze lozyska powinno sie montowac do "setnej mm" jednak dla mnie jest to sprawa drugorzedna. Do dokladnosci montowania lozysk i srub napedowych przykladam wage tylko i wylacznie dlatego aby nie obnizac zywotnosci tych komponentow i aby maszyna mogla pracowac dziesiatki godzin non stop bez rozpadniecia sie na czynniki pierwsze (co samo w sobie jest wystarczajaco duzym wyzwaniem). Nie dlatego zeby trzymala wysokie tolerancje.
- Moje zainteresowania skupiaja sie wylacznie wokol wielowrzecionowej maszynerii do drewna i to takiej z 4-5 metrowymi ramami. Technologia odlewania zywicy pod lozyska jest to jedyna technologia jaka mnie interesuje i uwazam ze za pomoca tej technologii jestem w stanie zrobic maszyne kazdej wielkosci.
- Zdaje sobie sprawe ze reszta uzytkownikow ma odwrotne zainteresowania do moich. Ludzie woleliby maszyne miniaturowa ktora powstanie w krotkim czasie, bardzo tanio i zeby byla precyzyjnia. Ja moge zaoferowac tylko dwie z tych rzeczy na raz. Albo bardzo tanio albo precyzyjnie.
- Z najprostszych rozwiazan moge polecic jednoczesciowy korpus z wpuszczonymi listwami pod elementy precyzyjne i obrobic to potem w warsztacie. Najbardziej solidnie wygladaja maszyny w takim ksztalcie:
Albo na przyklad takim:


Mniej solidna ale do lekkiej pracy wystarczy:

Albo w takim ksztalcie, troche bardzie bardziej finezyjna:

Niemcy juz robia formy pod ten model:
Wiele z tych modeli mozna mocno uproscic, zrobic prosta forme i odlac to w kilka weekendow. Ja zrobilem taki maly przyklad do testow. (Ksztalt jest troche inny bo mial posluzyc do przelozenia stolu i wrzeciona z chinskiej maszyny). Czasowo zajelo mi to 2 weekendy.



Korpus jest badziewny wiec praktycznie kazdy bedzie w stanie zrobic lepszy.
* * *
Jesli chodzi o lozyska na belce to wynik jest bardzo dobry. Szyna przykrecona do belki i ustawiona do linialu ma blad 0.05mm na boki i 0.05mm na wysokosc (na dlugosci 780mm).

Inna sprawa ze musze jeszcze pocwiczyc obsluge rozwiertaka:
Dolna szyna zostala zalana zywica:
Mam jednak problem z lozyskami. Szyny i wozki zostaly kupinone osobno i naleza do uniwersalnej serii (GK). Symbolem GK oznacza sie te podzespoly ktore nie sa zamawiane w komplecie, innymi slowy kazdy wozek "GK" w danej serii ma pasowac do kazdej szyny "GK" w danej serii. Przykladowe oznaczenie wozka bedzie wtedy HSR30CA1SS (GK). Producent wyraznie zaznacza jednak zeby przy zamawianiu szyny podac od razu wozki ktore beda pracowaly na tej szynie. Wtedy wozki sa recznie dobierane i jest gwarancja pasowania taka jak w ksiazce.
Jako ze nie wszystkie podzespoly sa kupowane w kompletach, producent stworzyl te serie (GK) i jest to niby taki standard gdzie wszystko pasuje do wszystkiego. Mam piec takich wozkow GK (dlugich, przenoszacych wieksze obciazenie) i niestety trzy z nich maja powazne luzy. Byly kupione na Ebay ale w fabrycznie nowych opakowaniach wiec jedyne wytlumaczenie to to ze sa wybrakowane albo podrabiane. Dwa kupilem od jednego czlowieka (i jeden z nich ma luz), a trzy od drugiego (i tam dwa maja luz). Wozki byly wyjete z fabrycznego opakowania i nie maja sladu zuzycia, jedynie wieloletnie slady od zeschnietego smaru. Tak wiec z pieciu wozkow trzy maja 0.2mm luzu:
Pozostale dwa maja 0.02mm luzu (test robilem reka, na dzwigni).
Tak wiec musze przestrzec przed kupowaniem towaru nieznanego pochodzenia na aukcjach. Jesli wozki nie sa kupowane fabrycznie zapakowane na szynach to nie ma zadnej gwarancji ze beda one bezluzowe. Tak jak powiedzialem producent poleca zamawianie wozkow do danej szyny i sa one recznie dobierane.
Mam duzo wozkow THK i 90% bylo kupione na szynach. Choc sa to modele bez napiecia wstepnego to chodza bardzo ciasno w porownaniu z tymi uniwersalnymi modelami (GK).
Generalnie jednak wozki bez napiecia nie nadaja sie do maszyn o duzych silach skrawania, sa po prostu za luzne. Nawet te ktore maja 0.02mm luzu sa zbyt luzne:
O srubach bez napiecia wstepnego juz pisalem gdzie indziej wiec odpuszcze sobie.
* * *
Os Z powoli rowniez zaczyna nabierac ksztaltu. Te lozyska rowniez sa bez napiecia, jednak pochadza z jednego kompletu:
* * *
DZIKUS, Wacek jest po studiach z mechaniki. Jego maszyna jest przeznaczona do materialow lekkich. Widzialem ja na bardzo wyraznych zdjeciach, widzialem tez zdjecie aluminiowego detalu ktory wycial na tej maszynie.
Ty jestes po takich samych studiach i rowniez zbudowales maszyne. Facet zajmuje sie kajakami i maszyne robil w domu. Ty natomiast jestes operatorem CNC, miales dostep do sprzetu/materialow i oczekuje ze zbudowales solidny kawal maszyny. Proponuje pokazac ja publicznie i pozwolic wszystkim zgromadzonym ocenic prace Twoja i Wacka. Zalatwmy to raz na zawsze.
Wiem za planowales budowe czegos podobnego do maszyny Piotra https://www.cnc.info.pl/topics60/ploter ... -vt737.htm i czytalem tez ze miales zalozyc prawdziwe niskoobrotowe wrzeciono. Przypuszczam ze obrabiany detal bedzie wygladal imponujaco. Czekam na zdjecia.
* * *
Kolege Mrozika rowniez prosze o zdjecia maszyn ojca, mysle ze nie tylko ja skorzystam z wiedzy i umiejetnosci staszego pokolenia. Bez poparcia slow zdjeciami bede zmuszony potraktowac sprawe bardzo podejrzliwie.
-
- 25 mar 2008, 01:42
- Forum: Frezarka - konstrukcja metalowa
- Temat: Maszyna z syntetycznego granitu
- Odpowiedzi: 425
- Odsłony: 227260
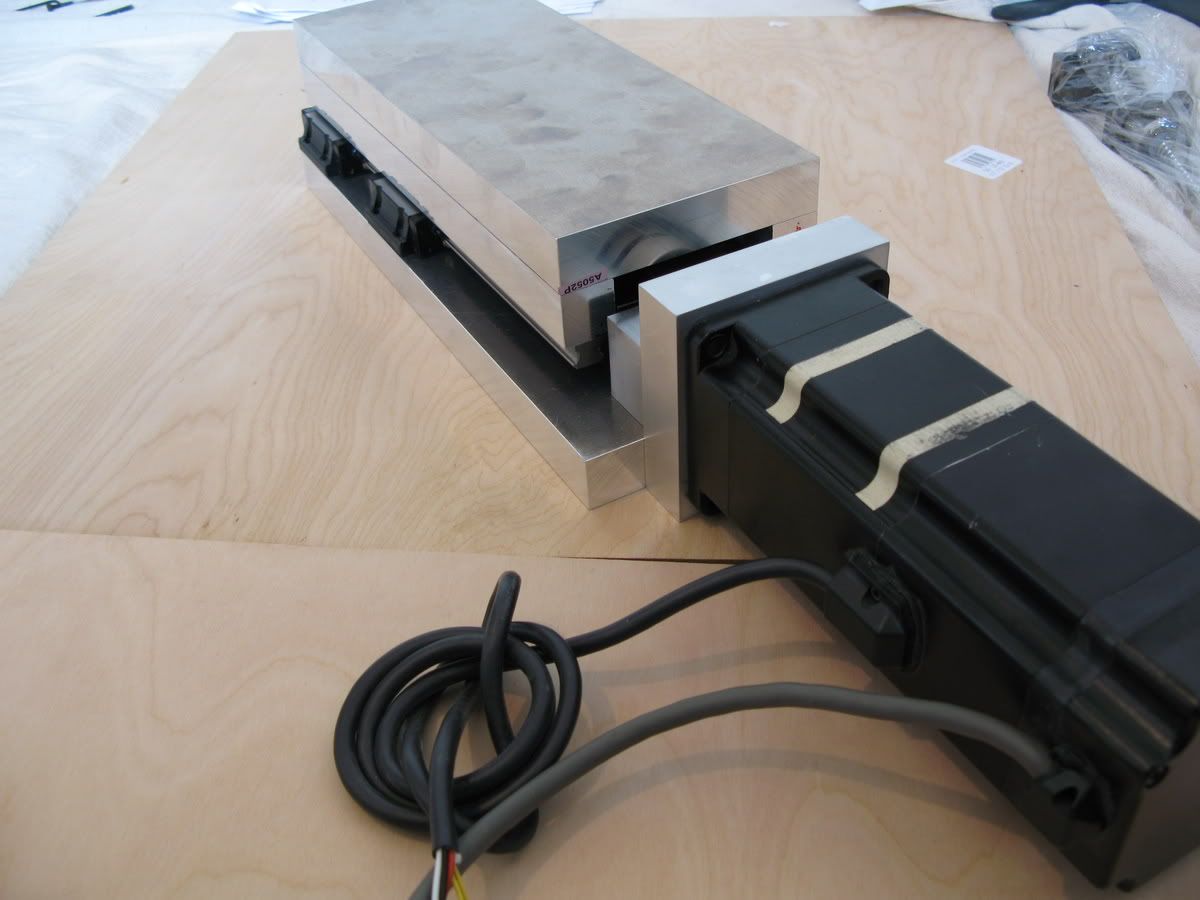
Uchwyty do motorow zrobione w lokalnym warsztacie:

Mialem w planie zamowic 2 kompletne osie Z, jednak po przeliczeniu kosztow zdecydowalem sie zrobic je w przyszlosci samemu (koszt 10 frezowanych drobiazgow 200USD). Moj pierwszy koncept osi Z bedzi taki:


Musze troche sie tym pobawic, zobaczyc to w akcji i wtedy dopiero bede decydowal jak ma wygladac wlasciwa os Z. W ostatecznej konfiguracji planuje polaczyc dwie tego typu osie, zrobione w miare mozliwosci z jednego kawalka aluminum mic6 (z podfrezowaniami na szyny, wozki, tunelem na srube; w miare sztywne i o minimalnej wadze). Wykonanie tego w warsztacie kosztowaloby zbyt drogo.
* * *
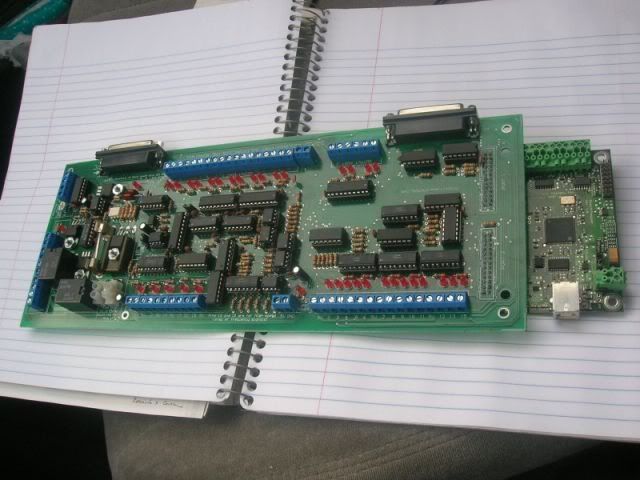
Pierwsze nieoficjalne zdjecia kontrolera USB oraz plyty glownej:


Kontroler zastepuje 2 porty LPT i jest wpinany bezposrednio do plyty glownej. Maksymalna czestotliwosc 4MHz, cena 155USD. Zdjecia przyslal mi producent plyty- moj przyjdzie dopiero za 2 tygodnie.
* * *
Wodzu:
1 cP = 0.001 Pa*s = 1 mPa*s
konwerter: http://www.convertworld.com/pl/lepkosc_dynamiczna/
lepkosc: http://pl.wikipedia.org/wiki/Lepko%C5%9B%C4%87
woda 1cP
borygo 20cP
olej z oliwek 80cP
zywica z Amodu 220cP
miod 2000-10000cP
ketchup 50,000-100,000cP
Moja zywica miala 600cP i wydawala sie dosyc gesta. Innych nie probowalem wiec trudno mi cokolwiek doradzic. Czas zycia ok 30 min wiec musialem sie spieszyc- gdyby bylo cos w okolicy 90min to mysle ze jest to bardzo komfortowy czas. (Mimo to nie mam zamiaru zmieniac, gdy bede cokolwiek odlewal to uzyje tego co uzywalem dotychczas).
* * *
MOGLICE
Z tymi produktem zetknalem sie zupelnie przypadkiem:

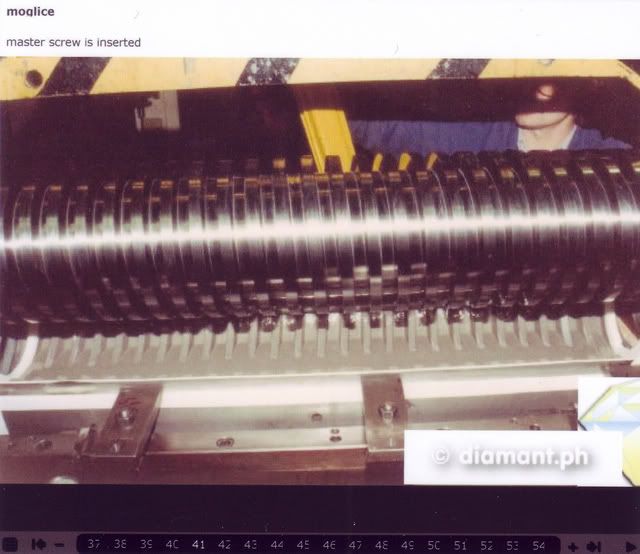
Czytajac strone kajakarza Vaclava natknalem sie na dziwnie brzmiaca nazwe Moglice oraz pomysl zastosowania zywic epoksydowych w elementach maszyny CNC. Bylo to dosyc dawno temu, przyznam ze niewiele z tego rozumialem wiec przeszedlem nad tematem do porzadku dziennego. Dopiero przy okazji studiowania odlewow epoksydowo-granitowych wrocilem i przestudiowalem strone dokladniej- po tym jak jeden z kolegow wspomnial o nakretkach do srub kulowych ktore po usunieciu kulek i zalaniu zywica sa w stanie dalej pracowac, przenoszac te same obciazenia i oferujac dluzszy zywot.
(ponizsza sruba nie jest kulowa, ale zasada dzialania zywicy ta sama)

Sprawa z zywicami wygladala dosyc podejrzanie, mimo to jednak zasiala ziarno niepokoju. (Calkiem slusznie zreszta, potem dowiedzialem sie ze Vaclav skonczyl wydzial mechaniki i materialoznawstwo na Harvardzie i zrozumialem ze posiada duzo wieksza wiedze niz to z poczatku wygladalo.. Co oczywiscie stawia wszystkich jego krytykow w niezbyt korzystnym swietle). Problem z Moglice byl taki ze nigdzie nie moglem znalezc konkretnych informacji- strona internetowa na ktora wskazywaly linki byla po prostu wylaczona, a gdy po kilku miesiacach sie pojawila, wcale nie wygladala zbyt wiarygodnie. Jak sie pozniej okazalo, strona ta nalezala nie do producenta tylko do amerykanskiego dealera Moglice..
Jakis czas potem, przy studiowaniu epoxybetonu Studera natknalem sie na wzmianke o zywicy Moglice i to nigdzie indziej tylko wlasnie na granitowych lozach Studera:

Wtedy dotarlo do mnie ze wcale nie musi to byc produkt amerykanski. Wpisalem z ciekawosci adres moglice.de i ku memu zdziwieniu pojawila sie calkiem okazala strona- tym razem autentycznego producenta i wynalazcy, niemieckiej firmy o ponad stuletniej tradycji. I faktycznie zalewaja tym sruby:
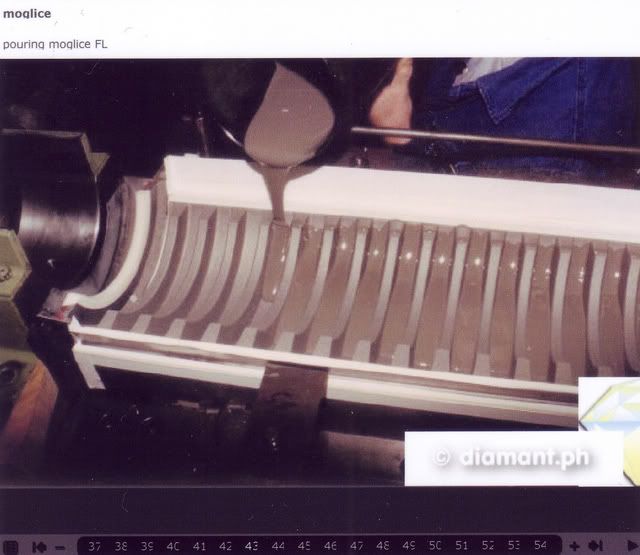
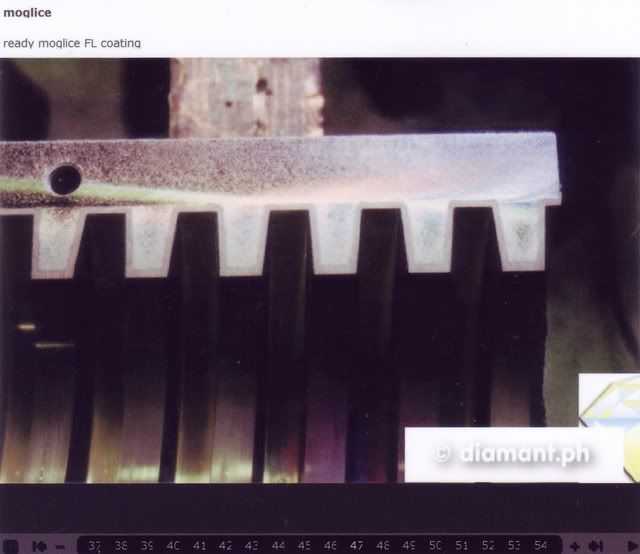
Oraz stosuja to na powierzchnie slizgowe maszyn:


Mnie osobiscie bardziej interesowalo stosowanie zywic na powierzchnie bazowe pod lozyska lilniowe- po doswiadczeniach z insertami stalowymi zaczalem sie zastanawiac nad maszynami w calosci wykonanymi z syntetycznego granitu- marzeniem byloby odcisnac powierzchnie bazowe i w ogole nie uzywac metalu (inspiracja bylo ponizsze zdjecie ktore wiele miesiecy wczesniej widzialem na Ebay):

Myslalem zeby nawet odbic je w zwyklym epoxybetonie za pomoca wzorca z przykreconymi insertami:

Strona z insertami zostalaby zanurzona w zywicy, po zastygnieciu inserty zostalyby w odlewie. Jako wzorzec pogladowo wystepuje tu szlifowana plytka aluminium.
* * *
Jakie bylo moje zdziwienie gdy w koncu okazalo sie ze wlasnie w ten sposob robione sa powierzchnie bazowe niektorych maszyn na epoxybetonie: zamiast frezowac i szlifowac kazdy odlew z osobna, przygotowuja jeden ultra precyzyjny wzorzec i odbijaja go na korpusie posmarowanym zywica Moglice! Niesamowite.. Czyli jednak wcale nie jest powiedziane ze trzeba cokolwiek frezowac..
Jakis czas temu byl na forum Thomas Zietz- jeden z wspolautorow tematu na niemieckim forum- i majac nadzieje ze uda mi sie cos niecos dowiedziec o metodach Niemcow, zapytalem czy Moglice to niemiecki produkt. Oczywiscie na odpowiedz nie musialem dlugo czekac. Dowiedzialem sie m.in. ze pod moj "wzorzec" z insertami mozna zastosowac inny produkt tej firmy- DWH FL310- rowniez zywica tylko o troche innym skladzie (czesto uzywana do montazu tego typu rzeczy).
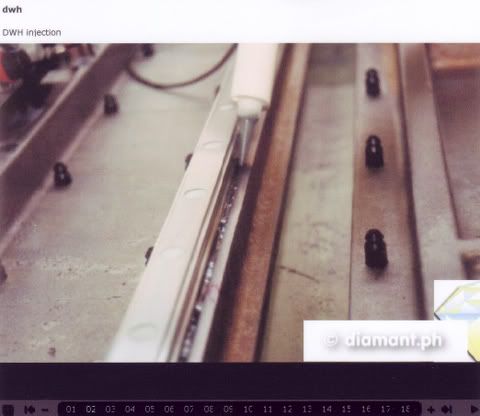
http://diamant.ph/en/produkte/dwh/
Wspomnial tez ze oni tego uzywaja- nie wiem jednak czy mial na mysli "u siebie w pracy" czy tez w swoich maszynach ktore odlewaja na sprzedaz. Generalnie sa nawet takie mozliwosci zeby odcisnac w zywicy baze do lozysk liniowych. Tradycyjnie sie to frezuje ale z tego co czytam to rownie dobrze mozna by takie cos skopiowac z wzorca i wtedy docisnac to tego szyne. Na zdjeciu powyzej widac wciskanie zywicy z drugiej strony szyny, wtedy nawet nie potrzeba klina.
* * *
Z tego co widze mozliwosci jest wiele- moje marzenia o korpusie bez elementow metalowych powoli przestaja byc tylko marzeniami. Problemem tych zywic jest oczywiscie ich koszt- czytalem gdzies na forum ze kolega zaplacil 50USD za 50g zywicy Moglice. Koledzy w Europie moga miec wiecej szczescia, Niemcy sprzedaja probki po duzo nizszej cenie:
http://diamant.ph/de/shop/dwh/
Domowym sposobem mozna sprobowac zywicy z czyms w miare odpornym na zgniatanie. Ciekawy pomysl poddal tu tokarz-hobbysta o ktorym niedawno pisalem (jdnym z jego zboczen jest m.in. polerowanie kamiennych plyt traserskich do niewyobrazalnych dokladnosci)- wykonal on mala plytke z zywicy oraz mikrosfer ktore charakteryzuja sie duza odpornoscia (ok 60.000psi) i udalo mu sie doprowadzic ja do bardzo przyzwoitej gladkosci (wielu, wielu zer po przecinku). Stwierdzil ze mikstura zywicy i samych mikrosfer zdalaby egzamin jesli chodzi o powierzchnie bazowe lozysk.
Pomysl jest oczywiscie genialny i przyznam ze bardzo mnie zezloscil, bo plytke z zywicy i mikrosfer mialem pod nosem od wielu miesiecy i byla to jedna z pierwszych rzeczy jakie odlalem (jednak nigdy nie przyszlo mi do glowy zeby uzyc jej do czegos pozytecznego)..

* * *
W telegraficznym skrocie przytocze jeszcze kilka faktow z broszury amerykanskiego dealera Moglice (odnowili swoja strone internetowa- wyglada nawet calkiem przyzwoicie www.moglice.com ). Polski dealer: http://www.kleje-szu.pl/diamant.html
- Zywice Moglice stosowane sa od ponad 35 lat, sa to zywice z wypelniaczami (ponad 80%)- stal, aluminium- do innych zastosowan sa tez podobno wypelniacze mineralne.
- Jesli chodzi o uwage Szoplera- nie jestem pewny czy grafit bedzie tu najlepszym srodkiem. Niemcy podobno uzywaja Molybdenum disulfide (MoS2).
- Konsystencja zywic zalezy od zastosowan- niektore sa w plynie, niektore w pascie. Ceny, jak zaznaczylem sa dosyc wysokie.
- Do rozdzielania stosuje sie specjalne srodki (dostepne tam gdzie zywice) ktorymi pokrywa sie powierzchnie aby nie lapalo tam gdzie nie potrzeba:

- Przy zastosowaniu precyzyjnego wzorca mozna odbic idealna kopie powierzchni wzorca- w wielu przypadkach eliminuje to frezowanie i szlifowanie czesci maszyn. Techniki te maja poczatki w latach 60-tych i sa uzywane na calym swiecie.
- Materialy charakteryzuja sie duza odpornoscia na scieranie, stabilnoscia termiczna, brakiem skurczu i niewielkimi silami tarcia.
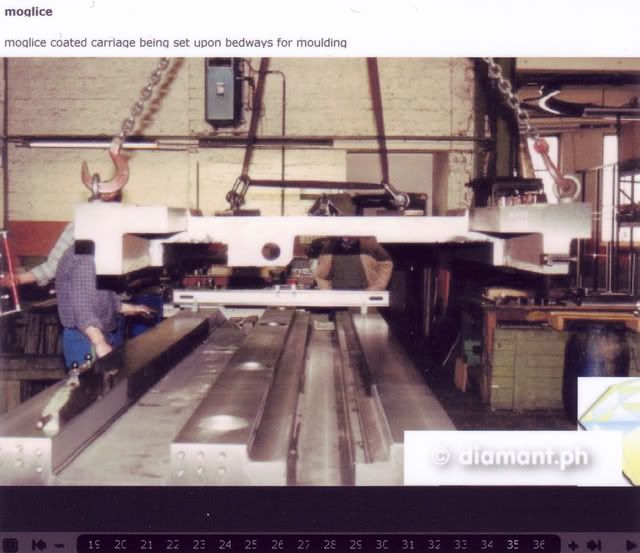
- Sa dwa glowne rodzaje: do zastosowan statycznych oraz ruchomych typu elementy slizgowe. Przykladem statycznych moze byc mocowanie bramy do reszty korpusu:
Brama nie jest od spodu szlifowana tylko z grubsza pofrezowana. Calosc ustawia sie precyzyjnie pod katem i wstrzykuje zywice pomiedzy nogi brami i spod maszyny. Po zastygnieciu dociaga sie srubami i sprawa zalatwiona. O tego typu zastosowaniu wiedzialbym duzo wczesciej, gdyby tylko przyszlo mi do glowy przestudiowanie PDF-u ktory ponad rok temu zamiescil na forum kolega Bob (ten od spawarki i nauki spawania). PDF ten ostatnio strescilem w innym dziele tego forum i mozna tam znalezc dokladne zdjecia:
- Do zastosowan statycznych nadaja sie zywice serii DWH, 310FL z wypelniaczem stalowym (311FL ma wypelniacz aluminiowy, 311P to pasta ktorej uzywa sie tam gdzie nie da sie wstrzyknac plynnej zywicy)
- Do ruchomych elementow, nakretek nadaja sie zywice serii Moglice, FL/P na loza slizgowe, P-500 do nakretek, lozysk, itp, Moglice 628 to pasta, Moglice Putty Hard rowniez pasta, czesto stosowana na powierachnie slizgowe, Moglice 1000 zawiera teflon, czyli zmniejsza tarcie.
- Vaclav posiadal dokladna wiedze na temat tych zywic- zastosowal swoja wlasna mieszanke zywicy, wypelniacza aluminiowego i stalowego i zalal tym m.in. lozyska tej grubej sruby pod stolem. Wszystkie glowne elementy ramy (laczenia) byly rowniez zalane ta substancja, potem dopiero wiercone, kolkowane i dociagane srubami. Konstrukcja nie byla wyzarzana- mimo to do dzisiaj jest to najstabilniejsza i najdokladniejsza konstrukcja jak znam- i taka pozostanie jeszcze przez kilka lat (konstrukcja wykonana domowym sposobem, bez uzycia ciezkiego sprzetu).
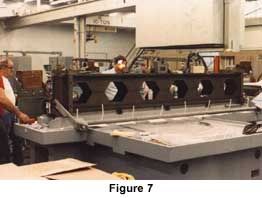
- Tutaj przyklad ze Szwajcarii- loza szlifierek z syntetycznego granitu, powierzchnie slizgowe odciskane w Moglice za pomoca poteznego wzorca:

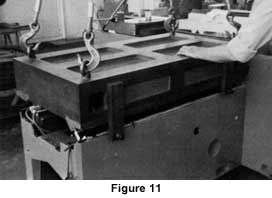
- Jest tez wzmianka o uzywaniu Moglice pod lozyska liniowe:
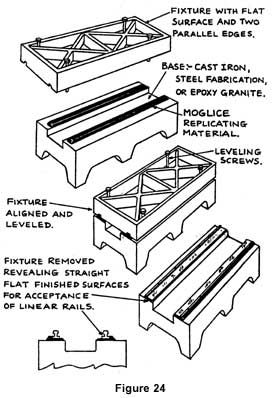
Na gorze rysunku widac wzorzec, nizej korpus maszyny na ktorym odciskane sa precyzyjne powierschnie pod lozyska liniowe.
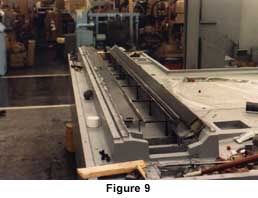
Ponizej kolejny przyklad powierzchni slizgowych szlifierki, rowniez epoxybeton. Wzorzec zdejmowany jest po 20 godzinach.


Mialem w planie zamowic 2 kompletne osie Z, jednak po przeliczeniu kosztow zdecydowalem sie zrobic je w przyszlosci samemu (koszt 10 frezowanych drobiazgow 200USD). Moj pierwszy koncept osi Z bedzi taki:

Musze troche sie tym pobawic, zobaczyc to w akcji i wtedy dopiero bede decydowal jak ma wygladac wlasciwa os Z. W ostatecznej konfiguracji planuje polaczyc dwie tego typu osie, zrobione w miare mozliwosci z jednego kawalka aluminum mic6 (z podfrezowaniami na szyny, wozki, tunelem na srube; w miare sztywne i o minimalnej wadze). Wykonanie tego w warsztacie kosztowaloby zbyt drogo.
* * *
Pierwsze nieoficjalne zdjecia kontrolera USB oraz plyty glownej:

Kontroler zastepuje 2 porty LPT i jest wpinany bezposrednio do plyty glownej. Maksymalna czestotliwosc 4MHz, cena 155USD. Zdjecia przyslal mi producent plyty- moj przyjdzie dopiero za 2 tygodnie.
* * *
Wodzu:
1 cP = 0.001 Pa*s = 1 mPa*s
konwerter: http://www.convertworld.com/pl/lepkosc_dynamiczna/
lepkosc: http://pl.wikipedia.org/wiki/Lepko%C5%9B%C4%87
woda 1cP
borygo 20cP
olej z oliwek 80cP
zywica z Amodu 220cP
miod 2000-10000cP
ketchup 50,000-100,000cP
Moja zywica miala 600cP i wydawala sie dosyc gesta. Innych nie probowalem wiec trudno mi cokolwiek doradzic. Czas zycia ok 30 min wiec musialem sie spieszyc- gdyby bylo cos w okolicy 90min to mysle ze jest to bardzo komfortowy czas. (Mimo to nie mam zamiaru zmieniac, gdy bede cokolwiek odlewal to uzyje tego co uzywalem dotychczas).
* * *
MOGLICE
Z tymi produktem zetknalem sie zupelnie przypadkiem:
Czytajac strone kajakarza Vaclava natknalem sie na dziwnie brzmiaca nazwe Moglice oraz pomysl zastosowania zywic epoksydowych w elementach maszyny CNC. Bylo to dosyc dawno temu, przyznam ze niewiele z tego rozumialem wiec przeszedlem nad tematem do porzadku dziennego. Dopiero przy okazji studiowania odlewow epoksydowo-granitowych wrocilem i przestudiowalem strone dokladniej- po tym jak jeden z kolegow wspomnial o nakretkach do srub kulowych ktore po usunieciu kulek i zalaniu zywica sa w stanie dalej pracowac, przenoszac te same obciazenia i oferujac dluzszy zywot.
(ponizsza sruba nie jest kulowa, ale zasada dzialania zywicy ta sama)
Sprawa z zywicami wygladala dosyc podejrzanie, mimo to jednak zasiala ziarno niepokoju. (Calkiem slusznie zreszta, potem dowiedzialem sie ze Vaclav skonczyl wydzial mechaniki i materialoznawstwo na Harvardzie i zrozumialem ze posiada duzo wieksza wiedze niz to z poczatku wygladalo.. Co oczywiscie stawia wszystkich jego krytykow w niezbyt korzystnym swietle). Problem z Moglice byl taki ze nigdzie nie moglem znalezc konkretnych informacji- strona internetowa na ktora wskazywaly linki byla po prostu wylaczona, a gdy po kilku miesiacach sie pojawila, wcale nie wygladala zbyt wiarygodnie. Jak sie pozniej okazalo, strona ta nalezala nie do producenta tylko do amerykanskiego dealera Moglice..
Jakis czas potem, przy studiowaniu epoxybetonu Studera natknalem sie na wzmianke o zywicy Moglice i to nigdzie indziej tylko wlasnie na granitowych lozach Studera:
Wtedy dotarlo do mnie ze wcale nie musi to byc produkt amerykanski. Wpisalem z ciekawosci adres moglice.de i ku memu zdziwieniu pojawila sie calkiem okazala strona- tym razem autentycznego producenta i wynalazcy, niemieckiej firmy o ponad stuletniej tradycji. I faktycznie zalewaja tym sruby:
Oraz stosuja to na powierzchnie slizgowe maszyn:
Mnie osobiscie bardziej interesowalo stosowanie zywic na powierzchnie bazowe pod lozyska lilniowe- po doswiadczeniach z insertami stalowymi zaczalem sie zastanawiac nad maszynami w calosci wykonanymi z syntetycznego granitu- marzeniem byloby odcisnac powierzchnie bazowe i w ogole nie uzywac metalu (inspiracja bylo ponizsze zdjecie ktore wiele miesiecy wczesniej widzialem na Ebay):
Myslalem zeby nawet odbic je w zwyklym epoxybetonie za pomoca wzorca z przykreconymi insertami:

Strona z insertami zostalaby zanurzona w zywicy, po zastygnieciu inserty zostalyby w odlewie. Jako wzorzec pogladowo wystepuje tu szlifowana plytka aluminium.
* * *
Jakie bylo moje zdziwienie gdy w koncu okazalo sie ze wlasnie w ten sposob robione sa powierzchnie bazowe niektorych maszyn na epoxybetonie: zamiast frezowac i szlifowac kazdy odlew z osobna, przygotowuja jeden ultra precyzyjny wzorzec i odbijaja go na korpusie posmarowanym zywica Moglice! Niesamowite.. Czyli jednak wcale nie jest powiedziane ze trzeba cokolwiek frezowac..
Jakis czas temu byl na forum Thomas Zietz- jeden z wspolautorow tematu na niemieckim forum- i majac nadzieje ze uda mi sie cos niecos dowiedziec o metodach Niemcow, zapytalem czy Moglice to niemiecki produkt. Oczywiscie na odpowiedz nie musialem dlugo czekac. Dowiedzialem sie m.in. ze pod moj "wzorzec" z insertami mozna zastosowac inny produkt tej firmy- DWH FL310- rowniez zywica tylko o troche innym skladzie (czesto uzywana do montazu tego typu rzeczy).
http://diamant.ph/en/produkte/dwh/
Wspomnial tez ze oni tego uzywaja- nie wiem jednak czy mial na mysli "u siebie w pracy" czy tez w swoich maszynach ktore odlewaja na sprzedaz. Generalnie sa nawet takie mozliwosci zeby odcisnac w zywicy baze do lozysk liniowych. Tradycyjnie sie to frezuje ale z tego co czytam to rownie dobrze mozna by takie cos skopiowac z wzorca i wtedy docisnac to tego szyne. Na zdjeciu powyzej widac wciskanie zywicy z drugiej strony szyny, wtedy nawet nie potrzeba klina.
* * *
Z tego co widze mozliwosci jest wiele- moje marzenia o korpusie bez elementow metalowych powoli przestaja byc tylko marzeniami. Problemem tych zywic jest oczywiscie ich koszt- czytalem gdzies na forum ze kolega zaplacil 50USD za 50g zywicy Moglice. Koledzy w Europie moga miec wiecej szczescia, Niemcy sprzedaja probki po duzo nizszej cenie:
http://diamant.ph/de/shop/dwh/
Domowym sposobem mozna sprobowac zywicy z czyms w miare odpornym na zgniatanie. Ciekawy pomysl poddal tu tokarz-hobbysta o ktorym niedawno pisalem (jdnym z jego zboczen jest m.in. polerowanie kamiennych plyt traserskich do niewyobrazalnych dokladnosci)- wykonal on mala plytke z zywicy oraz mikrosfer ktore charakteryzuja sie duza odpornoscia (ok 60.000psi) i udalo mu sie doprowadzic ja do bardzo przyzwoitej gladkosci (wielu, wielu zer po przecinku). Stwierdzil ze mikstura zywicy i samych mikrosfer zdalaby egzamin jesli chodzi o powierzchnie bazowe lozysk.
Pomysl jest oczywiscie genialny i przyznam ze bardzo mnie zezloscil, bo plytke z zywicy i mikrosfer mialem pod nosem od wielu miesiecy i byla to jedna z pierwszych rzeczy jakie odlalem (jednak nigdy nie przyszlo mi do glowy zeby uzyc jej do czegos pozytecznego)..
* * *
W telegraficznym skrocie przytocze jeszcze kilka faktow z broszury amerykanskiego dealera Moglice (odnowili swoja strone internetowa- wyglada nawet calkiem przyzwoicie www.moglice.com ). Polski dealer: http://www.kleje-szu.pl/diamant.html
- Zywice Moglice stosowane sa od ponad 35 lat, sa to zywice z wypelniaczami (ponad 80%)- stal, aluminium- do innych zastosowan sa tez podobno wypelniacze mineralne.
- Jesli chodzi o uwage Szoplera- nie jestem pewny czy grafit bedzie tu najlepszym srodkiem. Niemcy podobno uzywaja Molybdenum disulfide (MoS2).
- Konsystencja zywic zalezy od zastosowan- niektore sa w plynie, niektore w pascie. Ceny, jak zaznaczylem sa dosyc wysokie.
- Do rozdzielania stosuje sie specjalne srodki (dostepne tam gdzie zywice) ktorymi pokrywa sie powierzchnie aby nie lapalo tam gdzie nie potrzeba:
- Przy zastosowaniu precyzyjnego wzorca mozna odbic idealna kopie powierzchni wzorca- w wielu przypadkach eliminuje to frezowanie i szlifowanie czesci maszyn. Techniki te maja poczatki w latach 60-tych i sa uzywane na calym swiecie.
- Materialy charakteryzuja sie duza odpornoscia na scieranie, stabilnoscia termiczna, brakiem skurczu i niewielkimi silami tarcia.
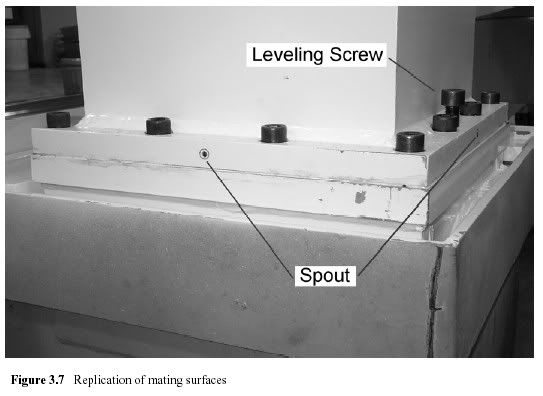
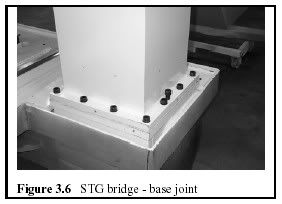
- Sa dwa glowne rodzaje: do zastosowan statycznych oraz ruchomych typu elementy slizgowe. Przykladem statycznych moze byc mocowanie bramy do reszty korpusu:
Brama nie jest od spodu szlifowana tylko z grubsza pofrezowana. Calosc ustawia sie precyzyjnie pod katem i wstrzykuje zywice pomiedzy nogi brami i spod maszyny. Po zastygnieciu dociaga sie srubami i sprawa zalatwiona. O tego typu zastosowaniu wiedzialbym duzo wczesciej, gdyby tylko przyszlo mi do glowy przestudiowanie PDF-u ktory ponad rok temu zamiescil na forum kolega Bob (ten od spawarki i nauki spawania). PDF ten ostatnio strescilem w innym dziele tego forum i mozna tam znalezc dokladne zdjecia:
- Do zastosowan statycznych nadaja sie zywice serii DWH, 310FL z wypelniaczem stalowym (311FL ma wypelniacz aluminiowy, 311P to pasta ktorej uzywa sie tam gdzie nie da sie wstrzyknac plynnej zywicy)
- Do ruchomych elementow, nakretek nadaja sie zywice serii Moglice, FL/P na loza slizgowe, P-500 do nakretek, lozysk, itp, Moglice 628 to pasta, Moglice Putty Hard rowniez pasta, czesto stosowana na powierachnie slizgowe, Moglice 1000 zawiera teflon, czyli zmniejsza tarcie.
- Vaclav posiadal dokladna wiedze na temat tych zywic- zastosowal swoja wlasna mieszanke zywicy, wypelniacza aluminiowego i stalowego i zalal tym m.in. lozyska tej grubej sruby pod stolem. Wszystkie glowne elementy ramy (laczenia) byly rowniez zalane ta substancja, potem dopiero wiercone, kolkowane i dociagane srubami. Konstrukcja nie byla wyzarzana- mimo to do dzisiaj jest to najstabilniejsza i najdokladniejsza konstrukcja jak znam- i taka pozostanie jeszcze przez kilka lat (konstrukcja wykonana domowym sposobem, bez uzycia ciezkiego sprzetu).
- Tutaj przyklad ze Szwajcarii- loza szlifierek z syntetycznego granitu, powierzchnie slizgowe odciskane w Moglice za pomoca poteznego wzorca:
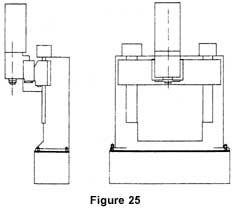
- Jest tez wzmianka o uzywaniu Moglice pod lozyska liniowe:
Na gorze rysunku widac wzorzec, nizej korpus maszyny na ktorym odciskane sa precyzyjne powierschnie pod lozyska liniowe.
Ponizej kolejny przyklad powierzchni slizgowych szlifierki, rowniez epoxybeton. Wzorzec zdejmowany jest po 20 godzinach.
- 18 mar 2008, 03:56
- Forum: Frezarka - konstrukcja metalowa
- Temat: Maszyna z syntetycznego granitu
- Odpowiedzi: 425
- Odsłony: 227260
Generalnie wybor czystych zywic bedzie niewielki, bo do odlewow potrzebna jest zywica o niskiej lepkosci (ta z Amodu ma ok. 200cP). Takie zywice sa rzadkie wiec uzytkownik moze nie miec zbyt duzego wyboru. Nie jestem nawet na bierzaco z tym co sie obecnie stosuje- nie zajmuje sie juz tematem bo nie mam na to czasu. Sprawa jest prosta- jesli wybor padnie na Epidian to wystarczy zadzwonic do producenta http://www.zch.sarzyna.pl/epoksydy/kontakt.html poprosic do telefonu technologa od zywic epoksydowych i upewnic sie ze zywica nadaje sie do tego typu zastosowan. W rozmowie nalezy podac odlewy mineralne z duza iloscia wypelniacza (do 90%), zywice o jak najmniejszym skurczu, oparte na bisfenolu A, ulatwiajace zwilzanie wypelniacza, zelujace w temperaturze pokojowej, o jak najnizszej lepkosci. Istotny czynnik to temperatura: po pierwsze odlewa sie duze ilosci na raz i nie moze sie to zapalic; po drugie duze temperatury powoduja wewnetrzne napiecia co moze skonczyc sie wyginaniem i pekaniem odlewow. Reszty powinien sie sam domyslic, oni na pewno slyszeli o polymerobetonie. Tylko mu trzeba zaznaczyc ze polymerobeton na korpusy maszyn to nie polymerobeton na elementy budowlane- stabilnosc ksztaltu i stabilnosc termiczna sa tu bardzo krytyczne. Facet bedzie wam w stanie podac rodzaj zywicy i utwardzacza. Jesli nie ma takiego o odpowiedniej lepkosci to jaki rodzaj i ewentualnie jak go rozcienczyc i czym dokladnie.
Przykro mi ale nie mam informacji na temat pylu weglowego, trudno mi cokolwiek doradzic.
Facet pojawil sie na forum w dosyc istotnym momencie. Generalnie ja sam mialem nadzieje ze w koncu ktos taki sie pojawi, bo po kilku miesiacach poszukiwan i tysiacu postow dalej nie wiedzialem co robie. Mielismy hobbyste od zywicy i dwoch spryciarzy studiujacych matematyke wypelniaczy betonowych (jeden z Kanady drugi z Anglii)- oraz setki obserwatorow- jednak nikt nie byl zainteresowany tematem komercyjnie- tym samym nasze "badania" mialy powazne luki i zupelnie brakowalo nam wiarygodnosci. Zaczela pojawiac sie krytyka, lokalni specjalisci zaczeli nabijac sie z epoxybetonu, doradzali kupno spawarki i nauke spawania (nauke spawania polecal kolega Bob o ktorym napisze za chwile). Do tego pojawily sie liczby dotyczace modulusu komercyjnego materialu jednej z amerykanskich firm, z ktorych wynikalo ze material musialby byc 64 razy grubszy od stali aby osiagnac te sama sztywnosc. (Liczby pochodzily z prospektu zawierajacego blad drukarski: zamiast 10 do 5 potegi powinno byc 10 do 6, jednak zaden z nas nie byl na tyle sprytny zeby sie domyslic).
Wiedzialem ze bez kogos z gornej polki nie rusze z miejsca. Bylem natomiast pewny ze tacy ludzie sa bo material ma niesamowity komercyjny potencjal, kwestia tylko jak ich przyciagnac na forum. (Nawet nie snilo mi sie wtedy jacy ludzie beda nas w koncu czytali- wlacznie z szefem jednej z najwiekszych amerykanskich operacji epoxybetonowych ktory sam uczyl sie technologii od Studera w Szwajcarii.) Nasze rankingi w serwerach Google rosly z dnia na dzien i mielismy coraz wiekszy zasieg, powstaly fora w Czechach, Francji, na Wegrzech- zaczela powstawac masa krytyczna, i tak jak myslalem w koncu pojawil sie ktos zainteresowany komercjalizacja przedsiewziecia. Moim zadaniem pozostalo wtedy pilnowanie zeby temat jak najdluzej pozostal w strefie "open source" i przede wszystkim nie skonczyl jak ten niemiecki.
Kolega ktory sie pojawil najpierw zadzwonil do firmy i wyjasnil sprawe prospektu, potem zebral to co dotychczas osiagnelismy i zaczal kombinowac nad skalibrowaniem wlasnej mieszanki. Ja w tym czasie mialem juz probke ktora wygladala jak moj dzisiejszy korpus maszyny, choc zupelnie nie widzialem dlaczego (pol roku potem okazalo sie ze zupelenie przypadkowo udalo mi sie kupic trzy rozmiary wypelniacza ktore prawie idealnie pasowaly do krzywej uziarnienia):

Ja robilem duzo halasu a kolega staral sie dopisac teorie do moich praktycznych rezultatow. Postanowilismy tez zaczac od poczatku i znalezc najpierw odpowiedni material ( calkiem blednie uwazalem ze moje wypelniacze nie byly odpowiednie). Kolega znalazl niedaleko mnie firme kalibrujaca wypelniacze i zaczal kombinowac wlasna mieszanke- gestsza i twardsza niz tradycyjne betonowe. Koszt przesiania takiej mieszanki na zamowienie to kilkaset dolarow, potem mozna byloby juz kupowac tanio na worki. Pomysl upadl bo oprocz mnie nie bylo chetnych. Nie upadla jednak idea i kolega na podstawie ksiazki zaczal pisac oprogramowanie ktore umozliwialoby kalibrowanie mieszanek we wlasnym zakresie, uzywajac lokalnych materialow. Ja na wlasny koszt kupilem w firmie 11 workow ich oryginalnych mieszanek, zrobilem kilka paczek i rozeslalem probki do kolegow (w tym 10kg pudlo ktore wyslalem do Anglii). Wsrod probek byly tez mikrosfery ktore polecil jeden z kolegow:

Bylem zdeterminowany odlac maszyne bez wzgledu na okolicznosci, nie dbajac o kalibracje postanowilem dobrac mieszanke na oko- z tego co kupilem. Oprogramowanie kolegi nie bylo nawet w polowie gotowe, chcial jednak uczestniczyc w pierwszym odlewie wiec zaczal przerzucac liczby ze sklepu w ktorym kupilem material i wybral trzy rozne worki:
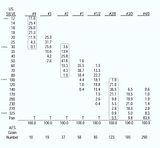
Worki zawieraja kruszywa wielofrakcyjne (złożone z grupy frakcji) i mam nadzieje ze dla wiekszosci czytelnikow oczywiste jest dlaczego wybral akurat te trzy worki. http://pl.wikipedia.org/wiki/Kruszywo_budowlane
http://pl.wikipedia.org/wiki/Uziarnienie
Do wyzej wymienionych doszly dwa worki mikrosfer za zdjecia powyzej, oraz worek korundu (jednofrakcyjny, ok 3mm):
http://pl.wikipedia.org/wiki/Tlenek_glinu

W rownych proporcjach mieszanka pozwalala na wypelnienie ok 88% przestrzeni (nie uwzgledniajac bledow obliczeniowych) i w sumie zawierala ponad 30 roznych frakcji. Proporcje byly rowne objetosciowo.
Mimo uzycia duzej ilosci zywicy mieszanka byla dosyc sucha. Dopiero niedawno odkrylem sekret:
Mieszanie zakleszcza ziarna w zywicy i nawet najbardziej mokry mix bedzie wydawal sie suchy. Dopiero po wlaczeniu wibracji ziarna zaczynaja sie krecic wokol swojej osi, podrozowac jak lawa wewnatrz formy i osiadac wzgledem siebie. Wtedy nadmiar zywicy wyciskany jest spomiedzy ziaren i z suchego mixu robi sie mokra zupa.
* * *
Dlaczego krytyczne bylo pojawienie sie kogos takiego jak moj genialny inzynier? Bardzo proste. Wiedzialem ze bez uoficjalnienia materialu nie uda sie go spopularyzowac, chocby nie wiem jaki byl dobry. Aby to zrobic nalezalo umiec wyrazic wszystko w liczbach: modulus, skurcz, pelzanie, rozszerzalnosc cieplna- tak jak to mam miejsce w komercyjnych produktach. Bez tego ludzie nie wiedza z czym ma do czynienia i nie ma mowy o zadnych powaznych zastosowaniach (a te wlasnie mialem na mysli- chcialem rozpoczac prawdziwa rewolucje). Aby optymalizowac i udokumentowac modulus, rozszerzalnosc, itp potrzeba czasu i laboratoryjnego sprzetu ktorego ja nie mialem zamiaru finansowac. W przeciwienstwie do mojego kolegi inzyniera. Jest informatykiem w instytucji naukowej pracujacej na potrzeby obrony i ma dostep to roznych ciekawych rzeczy. (A wlasciwie juz nie jest informatykiem. Dzieki studiowaniu wlasciwosci wypelniaczy poznal jezyk fizyki materialowej i po podjeciu rzeczowej dyskusji w pewnym gronie ma teraz okazje pracowac wsrod duzo powazniejszych ludzi).
Sam sprzet to oczywiscie nie wszystko. Optymalizacja komercyjnego odlewu to dlugi proces. Wszystkie czynniki dzialaja tu jak system naczyn polaczonych: ilosc zywicy, gestosc wypelniacza, dodatki, itp. Zmiana jednego skladnika spowoduje zmiany w calosci i potrzebe testowania wszystkiego od poczatku. Po dopracowaniu sztywnosci przyjdzie pora na dopracowanie wlasciwosci cieplnych. Moze sie okazac ze dla wlasciwosci cieplych trzeba bedzie zmienic sklad albo rodzaj wypelniacza, i zaczac dopracowywanie sztywnosci od poczatku. Albo zmienic zywice. Albo uzyc kilka rodzajow chemikaliow, srodkow nawilzajacych, wiazacych, itp. I przy kazdej zmianie praca zaczyna sie od poczatku- jak w laboratorium- powstanie setka probek i dopiero wtedy wyloni sie material identyczny lub lepszy od wspolczesnych mieszanek komercyjnych. Czy w ogole sie pojawi? Oczywiscie ze tak. Ludzie zaczeli inwestowac pieniadze i nie ma juz odwrotu. Teraz musi juz powstac mieszanka co najmniej na miare komercyjnych odlewow, zreszta przy takiej ilosci wiedzy nie bedzie to raczej problemem. Jest tylko kwestia czasu.
Pojawienie sie tego kolegi umocnilo mnie w przekonaniu ze jest tylko kwestia czasu zanim znow pojawi sie ktos wyjatkowy i nada rzeczy jeszcze wiekszy wymiar (i wieksza wiarygodnosc). Nie przewidywalem oczywiscie ze bede musial czekac kolejne pol roku. Nie mialem tez pojecia jak bardzo wyjatkowy egzemplarz mi sie trafi.. Ale o tokarzu-hobbyscie juz pisalem wiec nie bede sie powtarzal.
Przytocze natomiast wesola historie innego kolegi (o imieniu Bob). To on byl autorem projektu granitowego stolu z insertami ktory odlalem do gory nogami na moim epoksydowym stole traserskim. U niego zobaczylem tez to bardzo przydatne gizmo:

Nie jest zbyt precyzyjne (+-0.1stopnia), jednak w wielu przypadkach bardzo ulatwilo mi zycie- lapalem kat z jednego elementu i za pomaca tego urzadzenia ustawialem 90 stopni metr dalej.
Bob byl jednym z tych kolegow ktorzy od czasu do czasu wpadali na forum i albo doradzali nauke spawania albo domagali sie zakonczenia zabawy z probkami i w koncu odlania czegos co przypomina maszyne. Dodam ze na forum bylo juz ponad tysiac postow. Pamietam ze pojawil sie pewnego dnia i jak zwykle zaczal wyrazac niezadowolenie ze tu tysiac postow i dalej nic sie nie dzieje. Jako ze kolege jest bardzo latwo zdenerwowac, nie moglem przepuscic okazji: Zartobliwie zasugerowalem aby nowi czlonkowie brali sie za czytanie calosci, poki temat jest jeszcze w miare "nieduzy". Bob oczywiscie malo nie spadl z krzesla- nawet nie pamietam co mi wtedy odpisal. W kazdym razie wiecej juz sie tam nie pojawil.
Mozecie sobie wyobrazic moje zdziwienie gdy w zeszlym tygodniu przypadkiem odwiedzilem jego strone internetowa i zobaczylem to: http://www.cnccookbook.com/CCMillEpoxyFill.htm
Gratulacje Bob! Witamy w klubie!!
* * *
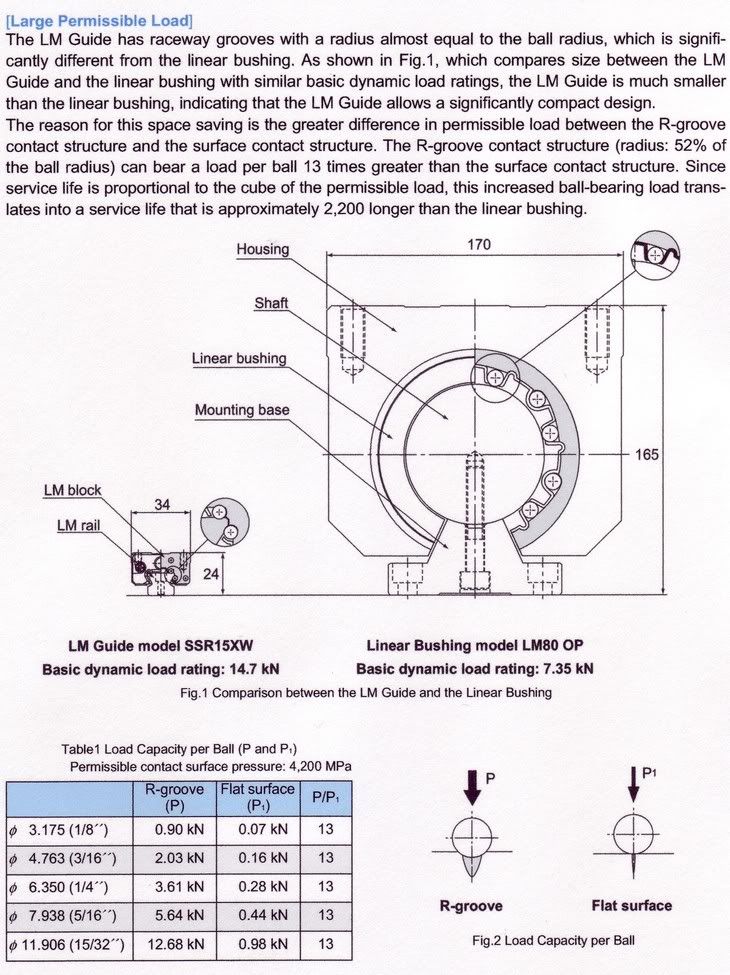
Z cyklu maszynowe porno: podparte walki kontra szyny liniowe THK. Lozyska THK na szynach sa w stanie uniesc 13 razy wiecej niz podparte walki na identycznych kulkach- aby udzwigiem dorownac 15mm szynie THK nalezaloby zastosowac podparte walki o srednicy 80mm:
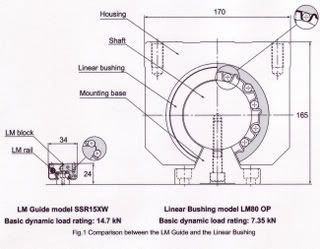
Dzieje sie tak dlatego ze kulki w lozyskach THK poruszaja sie w rowkach z nacieciami o promieniu kulek a kulki w podpartych walkach poruszaja sie po plaskiej powierzchni- dlatego przy identycznym rozmiarze kulek lozyska THK sa w stanie uniesc 13 razy wiecej. Przy identycznym obciazeniu i tym samym rozmiarze kulek zywotnosc lozysk THK bedzie 2200 razy dluzsza.
Niebieska tabelka pokazuje porownanie maksymalnego obciazenia kulek ( srednice 3.175mm-11.906mm)

Prezentowane modele lozysk oczywiscie nadaja sie tylko do obciazen z jednej strony. Nie jest tez jasne czy wszystkie szyny wszystkich producentow maja te same naciecia- mam wrazenie ze nie. Dokument pochodzi z katalogu THK.
* * *
Jak zwykle braklo mi czasu na opisanie wszystkiego- mam nadzieje dokonczyc za kilka tygodni. Mam jeden pdf ktorym chcialbym sie podzielic, jest tez kilka istotnych szczegolow dotyczacych granulacji- zdaje sobie sprawe ze powstalo duzo zamieszania w temacie wypelniaczy i to glownie z mojej winy- wiele informacji jest tu malo czytelnych. Nie bylo to oczywiscie moim zamierzeniem. Powod jest taki ze ten temat pisalem glownie dla siebie- przygladanie sie calej sprawie jeszcze raz zmusilo mnie do przemyslenia niektorych detali, elementow i praktyk i w rezultacie lepszego zrozumienia calego systemu. Po czasie przyznam ze bylo mi to bardzo potrzebne bo nie wszystko jeszcze rozumialem. Piszac posty musialem wrocic do pewnych szczegolow i konkretnych informacji i w rezultacie pomoglo mi to osiagnac wyzszy stan uswiadomienia w temacie odlewow. Mam oczywiscie nadzieje ze nie ja jedyny skorzystalem z zamieszczonych tu informacji; tak czy owak nie mam zamiaru przedluzac tematu, zbliza sie do konca i mam nadzieje przeniesc sie w koncu na YouTube.
Przykro mi ale nie mam informacji na temat pylu weglowego, trudno mi cokolwiek doradzic.
Na podstawie ksiazki napisal oprogramowanie do ktorego wpial potem numery i wyszly potrzebne rozmiary- trzy z nich mialem w domu, reszte dokupilem i to bylo wszystko. (Na Amazon mozesz za darmo obejrzec kilka pierwszych stron z tej ksiazki).kostner pisze:Strone wczesniej pisales ze inzynier dobral Ci wielkosci frakcji wypelniacza. Mozesz rozwinac ten watek - w jaki sposob sie to odbywalo ?? Uzywal tego francuskiego oprogramowania czy tylko samej ksiazki ?? W jaki sposoob do tego teoretycznego modelu dobrales kruszywo ?? Mniej wiecej na oko czy np badales wielkosc danej dostawy kruszywa pod mikoskopem itp ??
Facet pojawil sie na forum w dosyc istotnym momencie. Generalnie ja sam mialem nadzieje ze w koncu ktos taki sie pojawi, bo po kilku miesiacach poszukiwan i tysiacu postow dalej nie wiedzialem co robie. Mielismy hobbyste od zywicy i dwoch spryciarzy studiujacych matematyke wypelniaczy betonowych (jeden z Kanady drugi z Anglii)- oraz setki obserwatorow- jednak nikt nie byl zainteresowany tematem komercyjnie- tym samym nasze "badania" mialy powazne luki i zupelnie brakowalo nam wiarygodnosci. Zaczela pojawiac sie krytyka, lokalni specjalisci zaczeli nabijac sie z epoxybetonu, doradzali kupno spawarki i nauke spawania (nauke spawania polecal kolega Bob o ktorym napisze za chwile). Do tego pojawily sie liczby dotyczace modulusu komercyjnego materialu jednej z amerykanskich firm, z ktorych wynikalo ze material musialby byc 64 razy grubszy od stali aby osiagnac te sama sztywnosc. (Liczby pochodzily z prospektu zawierajacego blad drukarski: zamiast 10 do 5 potegi powinno byc 10 do 6, jednak zaden z nas nie byl na tyle sprytny zeby sie domyslic).
Wiedzialem ze bez kogos z gornej polki nie rusze z miejsca. Bylem natomiast pewny ze tacy ludzie sa bo material ma niesamowity komercyjny potencjal, kwestia tylko jak ich przyciagnac na forum. (Nawet nie snilo mi sie wtedy jacy ludzie beda nas w koncu czytali- wlacznie z szefem jednej z najwiekszych amerykanskich operacji epoxybetonowych ktory sam uczyl sie technologii od Studera w Szwajcarii.) Nasze rankingi w serwerach Google rosly z dnia na dzien i mielismy coraz wiekszy zasieg, powstaly fora w Czechach, Francji, na Wegrzech- zaczela powstawac masa krytyczna, i tak jak myslalem w koncu pojawil sie ktos zainteresowany komercjalizacja przedsiewziecia. Moim zadaniem pozostalo wtedy pilnowanie zeby temat jak najdluzej pozostal w strefie "open source" i przede wszystkim nie skonczyl jak ten niemiecki.
Kolega ktory sie pojawil najpierw zadzwonil do firmy i wyjasnil sprawe prospektu, potem zebral to co dotychczas osiagnelismy i zaczal kombinowac nad skalibrowaniem wlasnej mieszanki. Ja w tym czasie mialem juz probke ktora wygladala jak moj dzisiejszy korpus maszyny, choc zupelnie nie widzialem dlaczego (pol roku potem okazalo sie ze zupelenie przypadkowo udalo mi sie kupic trzy rozmiary wypelniacza ktore prawie idealnie pasowaly do krzywej uziarnienia):
Ja robilem duzo halasu a kolega staral sie dopisac teorie do moich praktycznych rezultatow. Postanowilismy tez zaczac od poczatku i znalezc najpierw odpowiedni material ( calkiem blednie uwazalem ze moje wypelniacze nie byly odpowiednie). Kolega znalazl niedaleko mnie firme kalibrujaca wypelniacze i zaczal kombinowac wlasna mieszanke- gestsza i twardsza niz tradycyjne betonowe. Koszt przesiania takiej mieszanki na zamowienie to kilkaset dolarow, potem mozna byloby juz kupowac tanio na worki. Pomysl upadl bo oprocz mnie nie bylo chetnych. Nie upadla jednak idea i kolega na podstawie ksiazki zaczal pisac oprogramowanie ktore umozliwialoby kalibrowanie mieszanek we wlasnym zakresie, uzywajac lokalnych materialow. Ja na wlasny koszt kupilem w firmie 11 workow ich oryginalnych mieszanek, zrobilem kilka paczek i rozeslalem probki do kolegow (w tym 10kg pudlo ktore wyslalem do Anglii). Wsrod probek byly tez mikrosfery ktore polecil jeden z kolegow:

Bylem zdeterminowany odlac maszyne bez wzgledu na okolicznosci, nie dbajac o kalibracje postanowilem dobrac mieszanke na oko- z tego co kupilem. Oprogramowanie kolegi nie bylo nawet w polowie gotowe, chcial jednak uczestniczyc w pierwszym odlewie wiec zaczal przerzucac liczby ze sklepu w ktorym kupilem material i wybral trzy rozne worki:
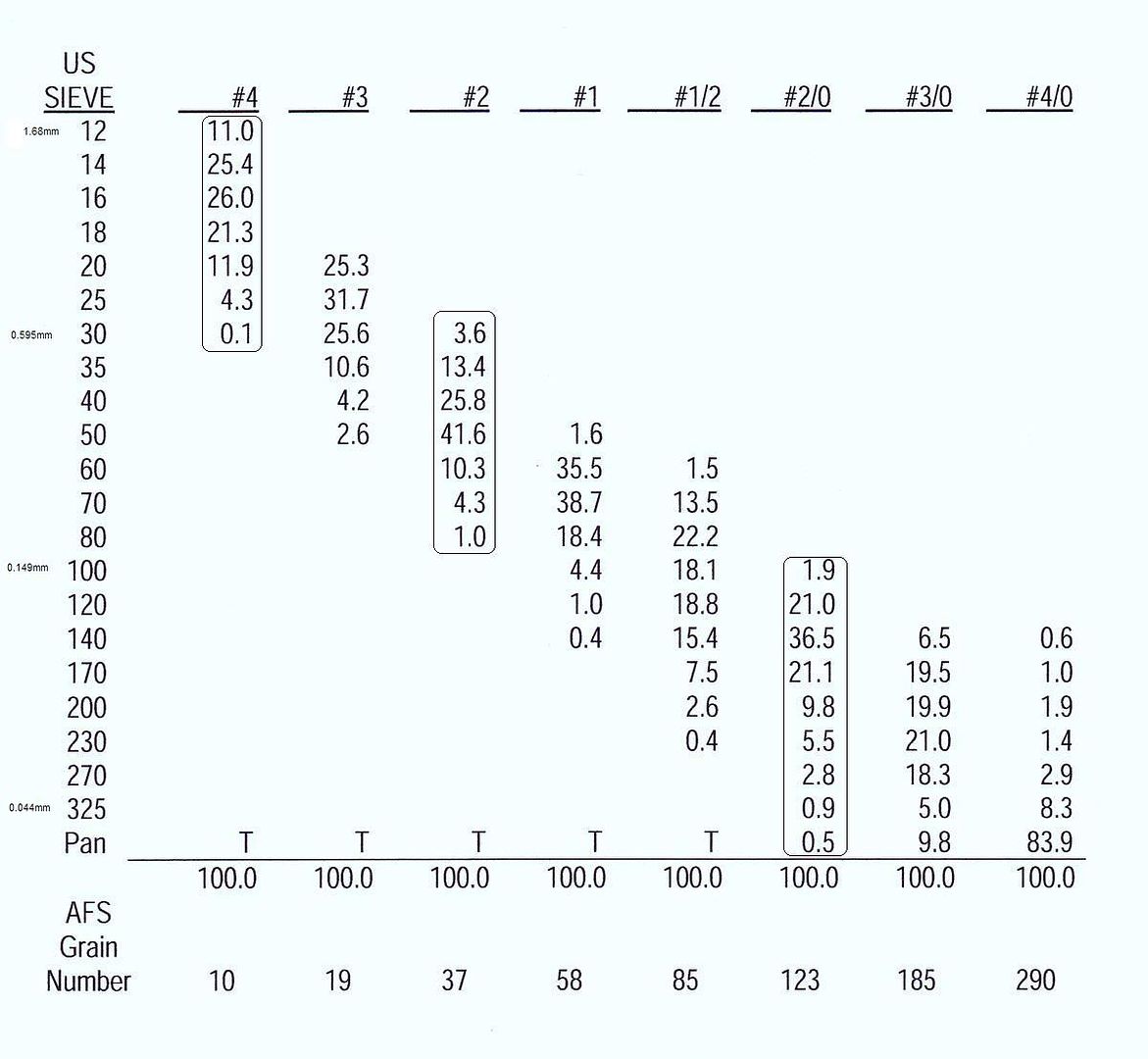
Worki zawieraja kruszywa wielofrakcyjne (złożone z grupy frakcji) i mam nadzieje ze dla wiekszosci czytelnikow oczywiste jest dlaczego wybral akurat te trzy worki. http://pl.wikipedia.org/wiki/Kruszywo_budowlane
http://pl.wikipedia.org/wiki/Uziarnienie
Do wyzej wymienionych doszly dwa worki mikrosfer za zdjecia powyzej, oraz worek korundu (jednofrakcyjny, ok 3mm):
http://pl.wikipedia.org/wiki/Tlenek_glinu

W rownych proporcjach mieszanka pozwalala na wypelnienie ok 88% przestrzeni (nie uwzgledniajac bledow obliczeniowych) i w sumie zawierala ponad 30 roznych frakcji. Proporcje byly rowne objetosciowo.
Mimo uzycia duzej ilosci zywicy mieszanka byla dosyc sucha. Dopiero niedawno odkrylem sekret:
Mieszanie zakleszcza ziarna w zywicy i nawet najbardziej mokry mix bedzie wydawal sie suchy. Dopiero po wlaczeniu wibracji ziarna zaczynaja sie krecic wokol swojej osi, podrozowac jak lawa wewnatrz formy i osiadac wzgledem siebie. Wtedy nadmiar zywicy wyciskany jest spomiedzy ziaren i z suchego mixu robi sie mokra zupa.
* * *
Dlaczego krytyczne bylo pojawienie sie kogos takiego jak moj genialny inzynier? Bardzo proste. Wiedzialem ze bez uoficjalnienia materialu nie uda sie go spopularyzowac, chocby nie wiem jaki byl dobry. Aby to zrobic nalezalo umiec wyrazic wszystko w liczbach: modulus, skurcz, pelzanie, rozszerzalnosc cieplna- tak jak to mam miejsce w komercyjnych produktach. Bez tego ludzie nie wiedza z czym ma do czynienia i nie ma mowy o zadnych powaznych zastosowaniach (a te wlasnie mialem na mysli- chcialem rozpoczac prawdziwa rewolucje). Aby optymalizowac i udokumentowac modulus, rozszerzalnosc, itp potrzeba czasu i laboratoryjnego sprzetu ktorego ja nie mialem zamiaru finansowac. W przeciwienstwie do mojego kolegi inzyniera. Jest informatykiem w instytucji naukowej pracujacej na potrzeby obrony i ma dostep to roznych ciekawych rzeczy. (A wlasciwie juz nie jest informatykiem. Dzieki studiowaniu wlasciwosci wypelniaczy poznal jezyk fizyki materialowej i po podjeciu rzeczowej dyskusji w pewnym gronie ma teraz okazje pracowac wsrod duzo powazniejszych ludzi).
Sam sprzet to oczywiscie nie wszystko. Optymalizacja komercyjnego odlewu to dlugi proces. Wszystkie czynniki dzialaja tu jak system naczyn polaczonych: ilosc zywicy, gestosc wypelniacza, dodatki, itp. Zmiana jednego skladnika spowoduje zmiany w calosci i potrzebe testowania wszystkiego od poczatku. Po dopracowaniu sztywnosci przyjdzie pora na dopracowanie wlasciwosci cieplnych. Moze sie okazac ze dla wlasciwosci cieplych trzeba bedzie zmienic sklad albo rodzaj wypelniacza, i zaczac dopracowywanie sztywnosci od poczatku. Albo zmienic zywice. Albo uzyc kilka rodzajow chemikaliow, srodkow nawilzajacych, wiazacych, itp. I przy kazdej zmianie praca zaczyna sie od poczatku- jak w laboratorium- powstanie setka probek i dopiero wtedy wyloni sie material identyczny lub lepszy od wspolczesnych mieszanek komercyjnych. Czy w ogole sie pojawi? Oczywiscie ze tak. Ludzie zaczeli inwestowac pieniadze i nie ma juz odwrotu. Teraz musi juz powstac mieszanka co najmniej na miare komercyjnych odlewow, zreszta przy takiej ilosci wiedzy nie bedzie to raczej problemem. Jest tylko kwestia czasu.
Pojawienie sie tego kolegi umocnilo mnie w przekonaniu ze jest tylko kwestia czasu zanim znow pojawi sie ktos wyjatkowy i nada rzeczy jeszcze wiekszy wymiar (i wieksza wiarygodnosc). Nie przewidywalem oczywiscie ze bede musial czekac kolejne pol roku. Nie mialem tez pojecia jak bardzo wyjatkowy egzemplarz mi sie trafi.. Ale o tokarzu-hobbyscie juz pisalem wiec nie bede sie powtarzal.
Przytocze natomiast wesola historie innego kolegi (o imieniu Bob). To on byl autorem projektu granitowego stolu z insertami ktory odlalem do gory nogami na moim epoksydowym stole traserskim. U niego zobaczylem tez to bardzo przydatne gizmo:

Nie jest zbyt precyzyjne (+-0.1stopnia), jednak w wielu przypadkach bardzo ulatwilo mi zycie- lapalem kat z jednego elementu i za pomaca tego urzadzenia ustawialem 90 stopni metr dalej.
Bob byl jednym z tych kolegow ktorzy od czasu do czasu wpadali na forum i albo doradzali nauke spawania albo domagali sie zakonczenia zabawy z probkami i w koncu odlania czegos co przypomina maszyne. Dodam ze na forum bylo juz ponad tysiac postow. Pamietam ze pojawil sie pewnego dnia i jak zwykle zaczal wyrazac niezadowolenie ze tu tysiac postow i dalej nic sie nie dzieje. Jako ze kolege jest bardzo latwo zdenerwowac, nie moglem przepuscic okazji: Zartobliwie zasugerowalem aby nowi czlonkowie brali sie za czytanie calosci, poki temat jest jeszcze w miare "nieduzy". Bob oczywiscie malo nie spadl z krzesla- nawet nie pamietam co mi wtedy odpisal. W kazdym razie wiecej juz sie tam nie pojawil.
Mozecie sobie wyobrazic moje zdziwienie gdy w zeszlym tygodniu przypadkiem odwiedzilem jego strone internetowa i zobaczylem to: http://www.cnccookbook.com/CCMillEpoxyFill.htm
Gratulacje Bob! Witamy w klubie!!
* * *
Z cyklu maszynowe porno: podparte walki kontra szyny liniowe THK. Lozyska THK na szynach sa w stanie uniesc 13 razy wiecej niz podparte walki na identycznych kulkach- aby udzwigiem dorownac 15mm szynie THK nalezaloby zastosowac podparte walki o srednicy 80mm:
Dzieje sie tak dlatego ze kulki w lozyskach THK poruszaja sie w rowkach z nacieciami o promieniu kulek a kulki w podpartych walkach poruszaja sie po plaskiej powierzchni- dlatego przy identycznym rozmiarze kulek lozyska THK sa w stanie uniesc 13 razy wiecej. Przy identycznym obciazeniu i tym samym rozmiarze kulek zywotnosc lozysk THK bedzie 2200 razy dluzsza.
Niebieska tabelka pokazuje porownanie maksymalnego obciazenia kulek ( srednice 3.175mm-11.906mm)
Prezentowane modele lozysk oczywiscie nadaja sie tylko do obciazen z jednej strony. Nie jest tez jasne czy wszystkie szyny wszystkich producentow maja te same naciecia- mam wrazenie ze nie. Dokument pochodzi z katalogu THK.
* * *
Jak zwykle braklo mi czasu na opisanie wszystkiego- mam nadzieje dokonczyc za kilka tygodni. Mam jeden pdf ktorym chcialbym sie podzielic, jest tez kilka istotnych szczegolow dotyczacych granulacji- zdaje sobie sprawe ze powstalo duzo zamieszania w temacie wypelniaczy i to glownie z mojej winy- wiele informacji jest tu malo czytelnych. Nie bylo to oczywiscie moim zamierzeniem. Powod jest taki ze ten temat pisalem glownie dla siebie- przygladanie sie calej sprawie jeszcze raz zmusilo mnie do przemyslenia niektorych detali, elementow i praktyk i w rezultacie lepszego zrozumienia calego systemu. Po czasie przyznam ze bylo mi to bardzo potrzebne bo nie wszystko jeszcze rozumialem. Piszac posty musialem wrocic do pewnych szczegolow i konkretnych informacji i w rezultacie pomoglo mi to osiagnac wyzszy stan uswiadomienia w temacie odlewow. Mam oczywiscie nadzieje ze nie ja jedyny skorzystalem z zamieszczonych tu informacji; tak czy owak nie mam zamiaru przedluzac tematu, zbliza sie do konca i mam nadzieje przeniesc sie w koncu na YouTube.
- 09 mar 2008, 08:13
- Forum: Frezarka - konstrukcja metalowa
- Temat: Maszyna z syntetycznego granitu
- Odpowiedzi: 425
- Odsłony: 227260
Francuska dokumentacja- nie jest to ministerstwo jak wczesniej napisalem tylko jakies laboratorium od robot publicznych: http://www.lcpc.fr/fr/home.dml Oprogramowanie kosztuje 1509EUR http://www.lcpc.fr/fr/produits/betonlab ... labpro.php
Program sluzy do kalibrowania mieszanek cementowych- wielkosci ziaren, ksztalty, wypelnienie, itp. Mozna mu podac wielkosci oraz ksztalt tego co mamy, potem zadane wypelnienie (np 90%) i program poda wielkosci i proporcje brakujacych ziaren. Ksiazka na podstawie ktorej jeden z amerykanskich kolegow konczy identyczne oprogramowanie: http://www.amazon.de/Concrete-Mixture-P ... 476&sr=8-2 Autor ksiazki jest autorem powyzszego oprogramowania, a takze calej masy innych publikacji w tej tematyce. Tutaj na przyklad darmowy PDF na temat reologii mieszaniek: http://ciks.cbt.nist.gov/~garbocz/rheologyNISTIR/
Przy okazji znalazlem polski PDF, rowniez na temat reologii: http://www.kaproc.rb.polsl.pl/Oferta%20 ... giczne.pdf
Zwraca uwage rozdzial o uzyciu popiolu lotnego jako aktywnego skladnika betonu. Amerykanskie publikacje od ktorych zaczelismy zawsze wskazywaly tego typu drobny wypelniacz jako najbardziej krytyczny skladnik zwiekszajacy wytrzymalosc mechaniczna odlewu. Kolega znalazl na przyklad niemieckie produkty o rozmiarach duzo ponizej mikrona ktore zwiekszaja szywnosc odlewu o 100 i wiecej procent, ceny na razie sa jednak zabojcze. (Kolega oczywiscie wyludzil od nich probke). Produkty te sa robione w nanotechnologii i musza byc fabrycznie rozprowadzone w zywicy za pomaca specjalnej aparatury. Generalnie wszysko co ponizej 0.5 mikrona musi byc mieszane w laboratorium np. ultradzwiekowo.
Francuz ktorego ksiazke podalem spedzil wiele lat mieszajac i wibrujac wypelniacze. Po zakonczeniu prac znal na pamiec wiekszosc mieszanek- po podaniu wielkosci mogl zgadnac procentowe wypelnienie; po wypelnieniu i sposobie wibrowania mogl zgadnac rozmiary, itp. Tak jak napisalem, do osiagniecia 92% gestosci nalezaloby uzyc 10 kalibrowanych wypelniaczy o identycznych proporcjach, zejsc rozmiarami ponizej mikrona i uzyc np. pyl krzemionkowy (1.5m worek takiego pylu wazy mniej niz kilogram, jest twardo napchany a 98% zawartosci worka to powietrze).
* * *
Zlewozmywak granitowy- slyszalem ze niektore kompozyty uzywaja az 30% zywicy, nie sa one jednak uznawane za super wytrzymale. Najlepsza opinia ciesza sie kompozyty granitowe ktore zawdzieczaja swoja wytrzymalosc fenomenalnie niskiej zawartosci zywicy (czyli to co mniej wiecej pisalem o blatach kuchennych Silestone).
Odpowietrzanie- trudno powiedziec, mysle ze komercyjne firmy uzywaja podobnej maszynerii jak blaty Silestone, ktora wibruje i odpowietrza w tym samym czasie. W domu mozna sprobowac pompy prozniowej, jeszcze przed wlaniem do formy. Niektore wysokodolarowe odlewy do maszyn sa wlasnie odlewane i wibrowane prozniowo. (Jeden z moich szalonych inzynierow z amerykanskiego forum chce zbudowac wibrujacy prozniowy mikser metrowej wielkosci).
Srodki rozdzielajace- wszystkie tego typu aplikacje wymagaja solidnych srodkow rozdzielajacych. Ta konkretna aplikacja wymaga jeszcze estetyki wiec sprawa moze byc trudniejsza. Nasze maszynowe odlewy z kruszonego granitu i zywicy epoksydowej sa najczeciej rozdzielane za pomoca wosku i alkoholu winylu (PVA):

Niektore publikacje zalecaja kilka warstw wosku pomiedzy ktorymi poleruje sie powierzchnie. Po wyschnieciu nakladany jest drugi srodek:

Uwage zwraca fakt ze po zdjeciu formy warstwa PVA wyglada jak plastikowy film:

Moje doswiadczenia z woskiem byly raczej przelotne.

Prawdopodobnie dlatego ze uzywalem samego wosku, bez tego drugiego srodka.
* * *
Apropos wibrujacego miksera prozniowego metrowej wielkosci.. Kolega z forum chce za jego pomoca odlac korpus do tokarki diamentowej:

ktora chce potem toczyc dwumetrowe szklo do teleskopu. U siebie w domu!!!
Na 300 milionow Amerykanow jest tylko jeden taki tokarz-hobbysta. I to wlasnie z nim przyszlo mi sie pracowac! lol Dodam ze chodzi o jednopunktowe toczenie diamentem, gdzie jakosc powierzchni liczy sie w tysiecznych czesciach mikrona a po obrobce nie stosuje sie juz polerowania- szklo jest gotowe do uzytku. (Jest tam tez na forum Brytyjczyk co toczy w ten sposob optyke dla wojska. Kiedys z ciekawosci przetoczyl dysk z aluminium- gdy skonczyl dysk wygladal jak to szklo na zdjeciu powyzej). Moj tokarz-hobbysta najpierw planuje zbudowac tokarke. (Do ktorej najpierw musi odlac korpus z syntetycznego granitu). W sumie to powinienem sie z nim lepiej zakolegowac, jak mu sie powiedzie toczenie to bedzie naprawde slawny. W sumie to juz jest troche slawny- w latach 80tych wraz z 11 kolegami uruchomil wlasne obserwatorium astronomiczne do ktorego sam napisal i zaprojektowal fenomenalnie precyzyjne sterowanie. (W latach 80tych bylo na swiecie tylko kilka teleskopow sterowanych numerycznie). Maja tam 60cm teleskop, taki sam jak w Obserwatorium Astronomicznym Uniwersytetu Warszawskiego. Facet jest z zawodu informatykiem wiec sam bedzie pisal sterowanie do tokarki. Obecnie pisze front do programu do matematyki ziaren (na ksztalt tego francuskiego). Tyl pisze inny szarlatan- pierwszy test programu odbyl sie wlasnie na mojej maszynie!
do ktorego sam napisal i zaprojektowal fenomenalnie precyzyjne sterowanie. (W latach 80tych bylo na swiecie tylko kilka teleskopow sterowanych numerycznie). Maja tam 60cm teleskop, taki sam jak w Obserwatorium Astronomicznym Uniwersytetu Warszawskiego. Facet jest z zawodu informatykiem wiec sam bedzie pisal sterowanie do tokarki. Obecnie pisze front do programu do matematyki ziaren (na ksztalt tego francuskiego). Tyl pisze inny szarlatan- pierwszy test programu odbyl sie wlasnie na mojej maszynie!
* * *
Mostek prostowniczy- chcialem uzyc sam mostek, bez kondensatorow. Do logiki mam osobny zasilacz a wentylatory chodza w zakresie 12-28VDC. W celu zmniejszenia halasu planowalem polaczyc je szeregowo- dlatego nie zainteresowalem sie nawet jaki bedzie rezultat i nie probowalem liczyc. (O mojej wiedzy w temacie swiadczy fakt ze przed napisaniem "szeregowo" musialem najpierw zajrzec do wikipedii i sprawdzic na rysunku). Komedia dopiero sie zacznie jak bede lutowal plytki do laczenia moich driverow

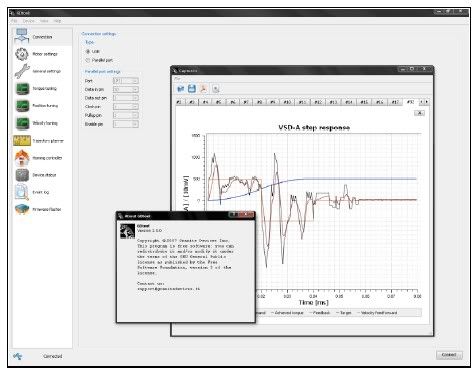
Studenci z Finlandii ktorzy robili moje drivery oferuja tylko opcje DIY- plytki za 7EUR- bez komponenetow. Plytki maja wyjscia LPT bo Mach3 nie oferuje (na razie) komunikacji przez SPI. Na zdjeciu widac tez kabel USB do tuningu driverow, ponizej najnowsza wersja programu do tuningu
* * *
Dziekuje za wszystkie uwagi- krytyka i komentarze zawsze mile widziane. Moje zainteresowania CNC zaczely sie kilka lata temu, jednak wiekszosc uwagi zawsze skupialem na logistyce, oprogramowaniu, itp. Mechanika zainteresowalem sie stosunkowo niedawno: Nie wiedzac od czego zaczac, zaczalem wszystko na raz i w ciagu 12 miesiecy przeszedlem od prowadnic szufladowych do toczenia diamentem na epoxybetonie. (Pewnie dlatego moja maszyna na lozyskach liniowych jest laczona na szpilke budowlana..lol!) Z powodu nadmiernej predkosci nieraz zdarza mi sie publicznie paradowac swoja ignorancje, z publikowaniem sprzecznych informacji wlacznie. Wszystko jednak w dobrej wierze- mam nadzieje ze kiedys uda sie to komus rozgmatwac. Dziekuje rowniez za wszystkie pozytywne komentarze, nie spodziwalem sie takiego przyjecia.
(Gdy nastapi zbyt duza zgodnosc wsrod uczestnikow forum to oczywiscie obiecuje powrocic do mojego ulubionego tematu ↓)

Pozdrowienia!
Program sluzy do kalibrowania mieszanek cementowych- wielkosci ziaren, ksztalty, wypelnienie, itp. Mozna mu podac wielkosci oraz ksztalt tego co mamy, potem zadane wypelnienie (np 90%) i program poda wielkosci i proporcje brakujacych ziaren. Ksiazka na podstawie ktorej jeden z amerykanskich kolegow konczy identyczne oprogramowanie: http://www.amazon.de/Concrete-Mixture-P ... 476&sr=8-2 Autor ksiazki jest autorem powyzszego oprogramowania, a takze calej masy innych publikacji w tej tematyce. Tutaj na przyklad darmowy PDF na temat reologii mieszaniek: http://ciks.cbt.nist.gov/~garbocz/rheologyNISTIR/
Przy okazji znalazlem polski PDF, rowniez na temat reologii: http://www.kaproc.rb.polsl.pl/Oferta%20 ... giczne.pdf
Zwraca uwage rozdzial o uzyciu popiolu lotnego jako aktywnego skladnika betonu. Amerykanskie publikacje od ktorych zaczelismy zawsze wskazywaly tego typu drobny wypelniacz jako najbardziej krytyczny skladnik zwiekszajacy wytrzymalosc mechaniczna odlewu. Kolega znalazl na przyklad niemieckie produkty o rozmiarach duzo ponizej mikrona ktore zwiekszaja szywnosc odlewu o 100 i wiecej procent, ceny na razie sa jednak zabojcze. (Kolega oczywiscie wyludzil od nich probke). Produkty te sa robione w nanotechnologii i musza byc fabrycznie rozprowadzone w zywicy za pomaca specjalnej aparatury. Generalnie wszysko co ponizej 0.5 mikrona musi byc mieszane w laboratorium np. ultradzwiekowo.
Francuz ktorego ksiazke podalem spedzil wiele lat mieszajac i wibrujac wypelniacze. Po zakonczeniu prac znal na pamiec wiekszosc mieszanek- po podaniu wielkosci mogl zgadnac procentowe wypelnienie; po wypelnieniu i sposobie wibrowania mogl zgadnac rozmiary, itp. Tak jak napisalem, do osiagniecia 92% gestosci nalezaloby uzyc 10 kalibrowanych wypelniaczy o identycznych proporcjach, zejsc rozmiarami ponizej mikrona i uzyc np. pyl krzemionkowy (1.5m worek takiego pylu wazy mniej niz kilogram, jest twardo napchany a 98% zawartosci worka to powietrze).
* * *
Zlewozmywak granitowy- slyszalem ze niektore kompozyty uzywaja az 30% zywicy, nie sa one jednak uznawane za super wytrzymale. Najlepsza opinia ciesza sie kompozyty granitowe ktore zawdzieczaja swoja wytrzymalosc fenomenalnie niskiej zawartosci zywicy (czyli to co mniej wiecej pisalem o blatach kuchennych Silestone).
Odpowietrzanie- trudno powiedziec, mysle ze komercyjne firmy uzywaja podobnej maszynerii jak blaty Silestone, ktora wibruje i odpowietrza w tym samym czasie. W domu mozna sprobowac pompy prozniowej, jeszcze przed wlaniem do formy. Niektore wysokodolarowe odlewy do maszyn sa wlasnie odlewane i wibrowane prozniowo. (Jeden z moich szalonych inzynierow z amerykanskiego forum chce zbudowac wibrujacy prozniowy mikser metrowej wielkosci).
Srodki rozdzielajace- wszystkie tego typu aplikacje wymagaja solidnych srodkow rozdzielajacych. Ta konkretna aplikacja wymaga jeszcze estetyki wiec sprawa moze byc trudniejsza. Nasze maszynowe odlewy z kruszonego granitu i zywicy epoksydowej sa najczeciej rozdzielane za pomoca wosku i alkoholu winylu (PVA):
Niektore publikacje zalecaja kilka warstw wosku pomiedzy ktorymi poleruje sie powierzchnie. Po wyschnieciu nakladany jest drugi srodek:
Uwage zwraca fakt ze po zdjeciu formy warstwa PVA wyglada jak plastikowy film:
Moje doswiadczenia z woskiem byly raczej przelotne.

Prawdopodobnie dlatego ze uzywalem samego wosku, bez tego drugiego srodka.
* * *
Apropos wibrujacego miksera prozniowego metrowej wielkosci.. Kolega z forum chce za jego pomoca odlac korpus do tokarki diamentowej:
ktora chce potem toczyc dwumetrowe szklo do teleskopu. U siebie w domu!!!
Na 300 milionow Amerykanow jest tylko jeden taki tokarz-hobbysta. I to wlasnie z nim przyszlo mi sie pracowac! lol Dodam ze chodzi o jednopunktowe toczenie diamentem, gdzie jakosc powierzchni liczy sie w tysiecznych czesciach mikrona a po obrobce nie stosuje sie juz polerowania- szklo jest gotowe do uzytku. (Jest tam tez na forum Brytyjczyk co toczy w ten sposob optyke dla wojska. Kiedys z ciekawosci przetoczyl dysk z aluminium- gdy skonczyl dysk wygladal jak to szklo na zdjeciu powyzej). Moj tokarz-hobbysta najpierw planuje zbudowac tokarke. (Do ktorej najpierw musi odlac korpus z syntetycznego granitu). W sumie to powinienem sie z nim lepiej zakolegowac, jak mu sie powiedzie toczenie to bedzie naprawde slawny. W sumie to juz jest troche slawny- w latach 80tych wraz z 11 kolegami uruchomil wlasne obserwatorium astronomiczne
do ktorego sam napisal i zaprojektowal fenomenalnie precyzyjne sterowanie. (W latach 80tych bylo na swiecie tylko kilka teleskopow sterowanych numerycznie). Maja tam 60cm teleskop, taki sam jak w Obserwatorium Astronomicznym Uniwersytetu Warszawskiego. Facet jest z zawodu informatykiem wiec sam bedzie pisal sterowanie do tokarki. Obecnie pisze front do programu do matematyki ziaren (na ksztalt tego francuskiego). Tyl pisze inny szarlatan- pierwszy test programu odbyl sie wlasnie na mojej maszynie! * * *
Mostek prostowniczy- chcialem uzyc sam mostek, bez kondensatorow. Do logiki mam osobny zasilacz a wentylatory chodza w zakresie 12-28VDC. W celu zmniejszenia halasu planowalem polaczyc je szeregowo- dlatego nie zainteresowalem sie nawet jaki bedzie rezultat i nie probowalem liczyc. (O mojej wiedzy w temacie swiadczy fakt ze przed napisaniem "szeregowo" musialem najpierw zajrzec do wikipedii i sprawdzic na rysunku). Komedia dopiero sie zacznie jak bede lutowal plytki do laczenia moich driverow
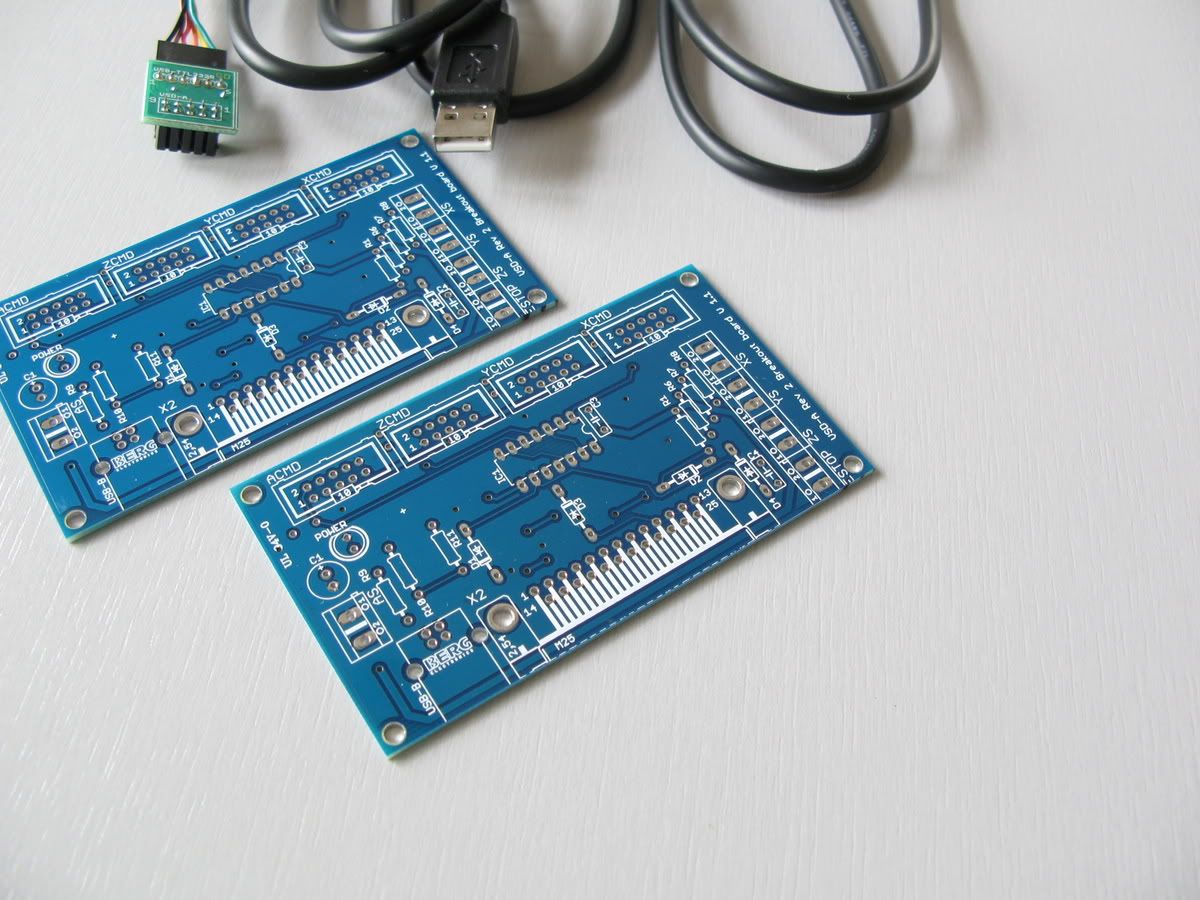
Studenci z Finlandii ktorzy robili moje drivery oferuja tylko opcje DIY- plytki za 7EUR- bez komponenetow. Plytki maja wyjscia LPT bo Mach3 nie oferuje (na razie) komunikacji przez SPI. Na zdjeciu widac tez kabel USB do tuningu driverow, ponizej najnowsza wersja programu do tuningu
* * *
Dziekuje za wszystkie uwagi- krytyka i komentarze zawsze mile widziane. Moje zainteresowania CNC zaczely sie kilka lata temu, jednak wiekszosc uwagi zawsze skupialem na logistyce, oprogramowaniu, itp. Mechanika zainteresowalem sie stosunkowo niedawno: Nie wiedzac od czego zaczac, zaczalem wszystko na raz i w ciagu 12 miesiecy przeszedlem od prowadnic szufladowych do toczenia diamentem na epoxybetonie. (Pewnie dlatego moja maszyna na lozyskach liniowych jest laczona na szpilke budowlana..lol!) Z powodu nadmiernej predkosci nieraz zdarza mi sie publicznie paradowac swoja ignorancje, z publikowaniem sprzecznych informacji wlacznie. Wszystko jednak w dobrej wierze- mam nadzieje ze kiedys uda sie to komus rozgmatwac. Dziekuje rowniez za wszystkie pozytywne komentarze, nie spodziwalem sie takiego przyjecia.
(Gdy nastapi zbyt duza zgodnosc wsrod uczestnikow forum to oczywiscie obiecuje powrocic do mojego ulubionego tematu ↓)
Pozdrowienia!
- 04 mar 2008, 05:04
- Forum: Frezarka - konstrukcja metalowa
- Temat: Maszyna z syntetycznego granitu
- Odpowiedzi: 425
- Odsłony: 227260
W koncu dotarla skrzynia na elektronike:

Zamowilem ja u jednego nowojorskiego rzemieslnika z rosyjskim akcentem. Facet byl na tyle uprzejmy ze wycial otwory pod wentylatory wiec nic tylko skrecac. Zasilanie pochodzi z tego samego zrodla- 1.5KVA, 170VDC, 9A - nie jest to duzo jak na 1kW serwa ale dla moich potrzeb powinno wystarczyc. Jeden ze znajomych elektronikow ocenil ze nie widzi tu wiekszych potrzeb niz 500W (w sumie). Oprocz wentylatorow wszystko w skrzyni jest luzem- nie znam sie zupelnie na elektronice i na razie nie spieszy mi sie aby wsadzac tam rece.
24VAC na jednym z wyjsc chcialbym zmienic na 24VDC i zasilac tym wentylatory. Planuje uzyc tego niepozornego i zupelnie mi nieznanego gizma:

W skrzyni widac tez maly zasilacz do logiki. Za miesiac dolaczy tutaj sterownik USB pulsujacy step/dir do 4Mhz, ktory niedlugo wchodzi na rynek. Brian z Artsoft testuje go na swojej maszynie:

Sa tez komponenty na obie osie Z:

Cztery takie sruby (C3) upolowalem na Ebay po ok. 60USD sztuka. Lozyska rowniez Ebay, jeszcze sprzed 2 lat. (Na Ebay kupuje tylko lozyska nowe, fabrycznie zapakowane).
Nie wiem jeszcze jak bedzie wygladala os Z. Nie chcialbym pakowac sie w kosztowne pracochlonne rozwiazania ktore okaza sie potem malo uzyteczne- tym bardziej ze nie mam zadnego doswiadczenia z maszynami, a z maszynami wielowrzecionowymi ani tyle. Najprawdopodobniej zrobie jedna os z ogolnie dostepnych komponentow i bede ja testowal pod katem moich wymagan. Jesli zda egzamin to zaprojektuje ostateczna wersje dla 2 osi Z i albo zamowie elementy w warsztacie albo sam wyprofiluje na swojej maszynie.
* * *
Czy epoxy to niewypal? Trudno powiedziec- wszystko najprawdopodobniej wyjdzie w praniu. Moze sie okazac niewypalem jesli koledzy beda budowali korpusy z epoxy zamiast z kamienia wiazanego za pomaca epoxy. Jest to bardzo istotna roznica i musi byc zrozumiana przez kazdego kto podejmuje sie budowy. Epoxy to plastik i moze sie zachowywac tylko jak plastik. (Fakt ze nawet plastik lepiej tlumi wibracje niz stalowy profil- Japonczycy w latach 70tych zrobili frezarke HSM z plastiku i byla ona nieuchwytna dla tradycyjnych konstrukcji stalowych. Proponuje jednak nie probowac i skoncentrowac sie na maszynach z kamienia).
* * *
Powroce jeszcze na strone 17 gdzie koledzy zamiescili kilka istotnych pytan. Jeden z kolegow wspomnial koszt materialu. Bardzo istotny fakt: Cena zawodowej mikstury jaka mozna kupic w USA nie przekracza 1.9USD za kilogram. Mowiac zawodowej mam na mysli komercyjny amerykanski produkt i to produkt wysokiej klasy (firma Accures)- wszystko wlacznie z zywica, wypelniaczami i dodatkami jakie tam zapewne stosuja. Koszt 100kg odlewu= 440PLN.
Ja kupowalem wszystko osobno- nie dosc ze w niewielkich ilosciach i po zabojczych cenach detalicznych u lokalnego dealera, to jeszcze wybieralem najwymyslniejsze rodzaje kwarcu (prawie laboratoryjnej czystosci), tlenku glinu, mikrosfer, itp. A i tak cena calosci wraz z zywica nie przekroczyla 1.95USD za kilogram.
Czyli mozna bezpiecznie zalozyc ze cena nigdy nie przekroczy 1.9USD za kilogram. Mysle tez ze w Polsce trzeba by wlozyc duzo wysilku zeby az tyle zaplacic i przy odrobinie sprytu mozna to zrobic duzo taniej. Najwiekszy koszt to zywica, dlatego trzeba wlozyc maksimum wysilku aby zminimalizowac ilosc zywicy w odlewie do powiedzmy 10-15% objetosciowo. Francuska zywica specjalnie przeznaczona na korpusy maszyn kosztuje w Amodzie ok. 40PLN za kilogram +VAT.
Wiekszosc wypelniacza mozna znalezc za darmo nad rzeka i samemu sobie przesiac. Do tego mozna uzyc na przyklad piasek kwarcowy z piaskownicy lub z pobliskiej plazy. Z reszty wypelniaczy mozna dokupic worek drobnego kalibrowanego kwarcu ktory pozwoli osiagnac wieksze wypelnienie przestrzeni.
Brak dostepu do odpowiednich wypelniaczy czy mozliwosci precyzyjnej kalibracji nie powinien nikogo zniechecac. Rozmiary od 0.1mm w dol mozna zastapic darmowym pylem granitowym z lokalnego warsztatu. Pyl ten da kolor oraz wypelni wszystkie istotne miejsca az do 2 mikronow. Jedyny koszt pylu to przyholowanie worka na wlasne podworko, wysuszenie i odseparowanie wszystkiego co powyzej 0.1mm (w tym konkretnym przypadku). Koledzy pamietaja jak dziala kalibracja- chodzi o to zeby nie powtarzac rozmiarow.
Fakt ze kwarc o czystosci 99.9% zdalby lepiej egzamin ale jesli ktos jest na budzecie i nie ma wyboru to lepiej uzyc cokolwiek i zrobic cos, niz nic. Najwyzej straci tu i tam kilka(nascie?) procent na sztywnosci czy innych parametrach ale zrealizuje odlew i bedzie on mniej wiecej dzialal zgodnie z zalozeniami. (Uzywanie materialow miekkszych od kwarcu znacznie zmniejszy sztywnosc, a nieskalibrowanie wypelniacza znacznie zwiekszy zapotrzebowanie na zywice).
* * *
Prosze zwrocic uwage ze oryginalnym celem bylo to co zrobili Niemcy na forum Peters CNC Ecke a nie to czym zajmuje sie ja badz moi koledzy w USA (dwoch inzynierow w USA optymalizuje miksture pod katem wysokodolarowych zastosowan komercyjnych). Niemcy nie dosc ze uzywaja wypelniacza o zwyklej kalibracji cementowej (ktory ze wzgledow matematycznych wymusza uzycie ponad 12.5% zywicy objetosciowo), to jeszcze nigdy nie zajeli sie tematem odpowietrzania prozniowego, ulepszania cieplnego odlewow, stosowania surfaktantow, dodatkow silanowych, studiowania reologii, i miliona innych rzeczy jakie dotycza odlewow granitowych- a mimo to produkuja solidne maszyny do frezowania metalu i z tego co widze to osiagaja duzy sukces:
Rozmawialem na forum z Thomasem Zietz, sam przyznal ze nie wnikaja w szczegoly a raczej koncentruja sie na wykonaniu form i usprawnieniu calego procesu. Stosuja gotowy skalibrowany wypelniacz od lokalnego dealera i wibruja formy, to wszystko. Nie wiem czy wiedza nawet jaka jest rozszerzalnosc cieplna ich kompozytu przy ilosci zywicy jaka stosuja, przypuszczam ze nie. Kalibracja ich wypelniacza nie pozwala na mniejsza ilosc epoxy niz powiedzmy 12.5%, tym samym rownie dobrze rozszerzalnosc cieplna ich maszyn moze smialo przekraczac rozszerzalnosc cieplna aluminium. Jednak w maszynach w tej cenie nie robi to az takiej roznicy i nad takimi rzeczami po prostu przechodzi sie do porzadku dziennego- ograniczenia buzdzetowe nie pozwalaja aby rozczulac sie nad wszystkim tak jak rozczulaja sie konstruktorzy wysokodolarowych odlewow do metrologii.
* * *
Na stronie 15 kolega Jaszuk88 pytal o poradnik. Trudno jest cos takiego napisac bo oryginalny temat jest dosc obszerny i zawiera ponad 2500 postow. Te kilkadziesiat postow tutaj na polskim forum to kwintesencja wszystkiego co najwazniejsze i juz bardziej nie chialbym tego skracac. Nowym uzytkownikom polecam przeczytanie obu tematow- nie tylko dla orientacji, ale glownie w celu zaoszczedzenia sobie problemow w przyszlosci. Prosze tez pamietac ze nie wszystkie kwestie zostaly do konca wyjasnione i wiele rzeczy wyjdzie jeszcze w praniu. Jesli chodzi o kwestie ktore poruszyl kolega:
1. Dobor zywicy
Bardzo trudny temat- nie ma ogolnie dostepnych informacji na temat zawartosci zywic sprzedawanych w polskich sklepach; Zywice sa rozcienczane i dlatego moga zawierac milion nieporzadanych dodatkow degradujacych odlewy- albo w postaci skurczu, rozszerzenia cieplnego, pekania, generowania napiec wewnatrz odlewu, itp. Moga tez zawierac toksyczne domieszki i wpedzic uzytkownika w alergie z ktore beda sie za nim ciagnely do konca zycia.
Generalnie sa 3 rodzaje zywic: Poliestrowe, Akrylowe oraz Epoksydowe.
Polyester (skrot UP)- zdecydowanie najtanszy z duroplastow ( http://pl.wikipedia.org/wiki/Duroplast ) o utwardzaniu w temp. pokojowej. Problemem tych zywic jest zapach, skurcz oraz wysoka temperatura utwardzania. Zachowanie tych zywic utrudnia formowanie precyzyjnych powierzchni oraz gwarantuje napiecia wewnatrz odlewu (zobacz pelzanie ponizej).
Zywice charakteryzuja sie slabym przyleganiem do granitowego/kamiennego wypelniacza i do tego typu odlewow uzywane sa niezmiernie rzadko.
Polymethylmethacrylate (skrot PMMA) czyli akrylowe- drozsze od poliestrowych, tansze od epoksydowych. Rowniez charakteryzuja sie wysoka temperatura utwardzania. Zmiany temperatury podczas odlewania i utwardzania gwarantuja powstanie wewnetrznych napiec w odlewie co czesto prowadzi do deformacji odlewu. W najgorszym przypadku spotyka sie pekniecia odlewow.
Przyleganie do kamiennego wypelniacza jest tu wystarczajace, zwlaszcza przy uzyciu duzej ilosci kwarcu (SiO2). Zywice te najczesciej stosuje sie na prototypy korpusow, nie spotyka sie ich natomiast w masowej produkcji.
Epoxy Resin (skrot EP) czyli epoksydowe- charakterystyke tych zywic mozna drastycznie regulowac w zaleznosci od uzytych skladnikow. Bez problemu mozna osiagnac mieszanke o wyjatkowo niskiej temperaturze twardnienia oraz niskiej lepkosci, tym samym produkujac odlewy bez wewnetrznych napiec/pekniec. Zywice te charakteryzuja sie dobrym przyleganiem do kwarcu ktory generalnie jest trudno przylegalny. Jedyny problem zywic epoksydowych to ich wysoka cena.
Pelzanie (creep)- tendencja materialu do powolnej deformacji na skutek napiec wewnatrz struktury. Bardzo ciekawy fenomen bo powstaje w sytuacji gdzie obciazenie jest w granicach wytrzymalosci materialu, czyli nie powino wystepowac a wystepuje. Deformacja powstaje powoli i jest w duzej mierze zalezna od dzialania wysokiej temperatury oraz dlugotrwalego obciazenia. Fenomen ten wystepuje we wszystkich betonach zywicznych. Jest tylko jeden sposob aby to zwalczac: robic odlewy twardniejace w niskiej temperaturze (minimalizowac napiecia wewnetrzne struktury) oraz uzywac jak najmniej zywicy (sama zywica jest glownym sprawca pelzania).
To cytat z jednego z wczesniejszych postow, ktory mniej wiecej przedstawia roznice pomiedzy najczesciej spotykanymi na rynku zywicami (do tego typu odlewow). Jesli ktos zdecyduje sie na zywice epoksydowa to na polskim rynku jest zywica specjalnie przeznaczona do tego typu odlewow (warszawski sklep Amod). Wystarczy wiec przejrzec PDF, temperature zelowania, lepkosc i reszte informacji i mniej wiecej porownac do zywic dostepnych na rynku albo w lokalnym sklepie. W tej konkretnej zywicy zwraca uwage temeratura zelowania DUZYCH odlewow (maksimum 95 stopni), oraz lepkosc 200cP. Dwie fenomenalnie istotne rzeczy.
2. Jaki wypelniacz
Najlepiej kalibrowany z gory na dol. Jesli nie ma kalibrowanego to jakikolwiek, stosowany w zasadzie opisanym przez jednego z kolegow: pilka do siatkowki, pilka do tenisa, itp (system ma niestety ograniczenia- bylo o tym pisane wielokrotnie). Czyli rozmiar kolejny to ok 1/5 rozmiaru poprzedniego- tak aby jak najwiecej zapelnic przestrzen. (Matematyka ziaren wymusza skalibrowanie z gory na dol aby moc zblizyc sie do granicy 10-15% objetosciowo. Bez kalibracji mozna liczyc na 30% pustej przestrzeni ktora wypelnia albo klej albo powietrze).
Do maszyny za wieksze pieniadze (albo maszyny do precyzyjnej obrobki metalu gdzie rozszerzalnosc cieplna odgrywa ogromna role) osobiscie staralbym sie uzyc dobrze skalibrowanego wypelniacza. Natomiast do mojej 5 metrowej ramy ktora mam zamiar bardzo tanio wykonac w ciagu najblizszych 12 miesiecy uzyje raczej piasku i zwiru ze zwirowni i kilku sprytnych dodatkow typu mikrosfery, itp. Zamiast dolara za kilogram wolalbym zapacic dolara za tone. Jedyne na co zwroce uwage to solidne wibrowanie szalunku (czy tez formy, zalezy jak to bede odlewal).
3. Jakie proporcje
Przede wszystkim nie przesadzac z najdrobniejszym wypelniaczem. Zwieksza on niesamowicie zapotrzebowanie na zywice i wykoleja cale obliczenia. Najbezpieczniej jest podzielic wszystko na rowne porcje (objetosciowo).
4. Sposob przygotowania mieszanki
Zalezy od wielkosci odlewu i czasu zycia zywicy. Najpierw dokladnie miesza sie zywice z utwardzaczem, potem dodaje wypelniacz. Odpowiednie proporcje zywicy i wypelniacza oraz ich dokladne wymieszanie jest krytyczne, nie nalezy tego lekcewazyc. Przy 10-15% kleju jest tego bardzo niewiele i nie mozna sobie pozwolic na niedbalosc. Moje wstepne doswiadczenia wskazywaly ze istotne jest dokladne zwilzenie calosci wypelniacza juz podczas mieszania. Ostatnio zaczynam sklaniac sie jednak ku wibrowaniu jako wysoce krytycznemu elementowi i mysle ze juz nie przykladalbym sie tak do mieszania a bardziej do wibrowania mikstury w formie. No i przede wszystkim nie robilbym tego w kuchennym mikserze po pare kilokramow, tylko kupil mala chinska betoniarke za 200USD z plastikowym bebnem i robil 50kg na raz.
5. Jak wykonac forme
Jak najtaniej i tak zeby nie rozleciala sie podczas wibrowania. Ja uzylem desek ze schodow wiec bylo dosyc drogo. Nastepnym razem uzyje czegos tanszego. Zbych zamiescil u Ernesta zdjecia niemieckich form i byly one w zypelnosci wystarczajace.
6. Jak ja zabezpieczyc aby mozna bylo ja wyjac i uzyc jeszcze raz
Najistotniejsze to srodki rozdzielajace. Zywica chwyta bardzo mocno i bez opanowania tematu srodkow rozdzelajacych nie ma mowy o wyjmowaniu czegokolwiek z czegokolwiek. Profesjonalisci zdaja sie stosowac warstwe (albo warstwy) wosku, na ktore po wyschnieciu nakladaja drugi srodek (najprawdopodobniej PVA). Forma powinna byc w miare mozliwosci rozkrecana. Jesli nie jest rozkrecana to nalezy zastosowac skosy na odlewie, ulatwia to wysuwanie z formy.
7. Jak zalewac forme
Odlewy robi sie do gory nogami (dol formy to gora korpusu maszyny). Na dole bedzie najbardziej zbity material a nadmiar zywicy wyplynie na powierzchnie gdzie bedzie spod maszyny. Najwazniejsze jest ciagle wibrowanie formy- moj pierwszy odlew byl wibrowany w sumie ponad 2 godziny i mysle ze byl to klucz do sukcesu.
8. Jak wibrowac aby uzyskac jak najlepsze efekty
Parametry byly opisywane wczesniej. Mozna wibrowac stolem, mozna wibrowac motorem (lub motorami) na sciankach formy. Najwazniejsze zeby wibrowac i to dlugo. Niektore firmy pisza ze wibruja az do zelowania.
Podsumowujac, 3 najbardziej istotne rzeczy to: Precyzyjne proporcje zywicy/wypelniacza + Absolutnie suchy/czysty material + Dlugotrwale wibrowanie formy (co zapewni nie tylko duze ubicie materialu ale rowniez zwilzenie wszystkich ziaren). Pogwalcenie ktorejkolwiek z tych zasad gwarantuje porazke. Proponuje tez przestrzegac instrukcji producenta dot. temperatury w jakiej odbywa sie praca z zywica i co szczegolnie wazne zasad BHP- zywica przenika zwykle rekawice lateksowe w 5 minut i jest wchlaniana w skore co powoduje powazne alergie. Odpowiedni material na rekawice to nitrile rubber albo nitrile butatoluene.
* * *
Jesli chodzi o moje komentarze na temat niespojnosci wieloczesciowych odlewow: Zawodowe maszyny najczesciej spotykam w jednym lub dwoch kawalkach. Sa specjalne zywice ktore potem uzywa sie do klejenia tych dwoch kawalkow i tak powstaje monolit maszyny. Powierzchnie bazowe i krytyczne komponenty czesto wkleja sie do gotowych odlewow (stad tez niektore odlewy robione sa bardzo niedokladnie a spody maszyn to nieraz +-6mm chropowatosci). W warunkach matorskich oczywiscie wszystkie chwyty dozwolone wiec nie bede niczego sugerowal ani doradzal.
Moj problem byl rowniez taki ze nie bylem w stanie zrobic jednoczesciowej maszyny o takich gabarytach. Robienie portalu w 4 czesciach wielokrotnie przedluzylo caly process, kosztowalo tez zdecydowanie wiecej pracy i energii. Dodatkowo musialem uzyc cala mase zelastwa w miejscu polaczen co wcale nie wyszlo maszynie na zdrowie- epoxybetonu uzywa sie na korsusy aby wyeliminowac materialy typu stal i aluminium (chocby ze wzgedu na ich rozszerzalnosc cieplna i sklonnosc do wibracji) a nie po to zeby promowac ich uzywanie. Fakt ze czasami stosuje sie wzmocnienia np w postaci stalowych klatek aby poprawic sztywnosc korpusu, ale te rzeczy sa uzasadnione i jest to robione w sposob kontrolowany.
Jestem rownniez w sytuacji gdzie pod koniec roku bedzie mnie czekala przeprowadzka i nie moge sobie pozwolic na budowanie wielkich i ciezkich rzeczy. Gdybym robil wszystko jeszcze raz dzisiaj to zrobilbym prawie dokladnie tak samo. Gdy sie przeprowadze i bede mial stale miejsce to moja nastepna konstrukcja bedzie jedno-dwuczesciowa. Na pewno nie szescioczesciowa.
* * *
Z cyklu maszynowe porno: Zdjecie korpusu maszyny z firmy ktorej sama nazwa u wielu ludzi z branzy wywoluje dreszcze. Uzytkownicy maszyn tej firmy potwierdzaja ze dokladnosc obrobki mozna mierzyc w mikronach. (W przeciwienstwie do maszyn Mikrona o ktorych uzytkownicy mowia ze maja problem z utrzymaniem dwoch setek).


Nie znam modelu maszyny i nie wiem do czego jest ona przeznaczona, widac jednak ile pracy trzeba wlozyc aby zrobic korpus tradycyjnymi metodami. Dodam ze korpusy sa chlodzone ciecza. Tutaj inny model:
* * *
Video ktore zamiescil Zbych pochodzi z firmy w ktorej szkolil sie jeden z ludzi postujacych na amerykanskim forum. Mowil m.in. ze stara sie unikac metalowych czesci w swoich odlewach, a takze ze dla zmniejszenia wagi uzywa styropianowych rdzeni lub skrzynek zbitych z pazdzierza ktore wpuszcza na stale do odlewu. Wspomnial tez o "smarowaniu" wypelniacza, czyli stosowaniu troche wiekszej ilosc zywicy niz potrzeba w celu zwilzenia i umozliwienia lepszego ubicia materialu (wibrowanie podobno zalatwia potem sprawe i wypycha nadmiar zywicy na powierzchnie). Wspominalem juz o tym wczesniej, to samo pisali Szwajcarzy w opisie swojego systemu Granitan. Nie przeprowadzalem zadnych doswiadczen w tym kierunku, faktem natomiast jest ze nawet przy uzyciu 20% epoxy udalo mi sie osiagnac fenomenalne ubicie materialu na spodzie formy w moim pierwszym odlewie (w czasie gdy na gorze formy byla mokra zupa). Czyli byc moze jest to prawda z tym smarowaniem.
Dodam ze moj odlew byl dosyc skomplikowany i pelen dlugich ciasnych (2cm) zakamarkow- balem sie ze nie wszedzie dojdzie wiec oczywiscie przesadzilem z zywica. Znajomy inzynier napracowal sie zeby mi skalibrowac wypelniacz (teoretycznie moglem osiagnac wypelnienie 88%!), a ja zrobilem z tego mokra zupe. Byla to wrecz nieprzyzwoita ilosc kleju i bede sie staral nigdy wiecej tego nie powtorzyc.
Jakosc powierzchni rowniez przestaje byc dla mnie wazna. Po pierwszych doswiadczeniach jestem tak zafascynowany "kamiennoscia" odlewow, ze zrobilbym wszystko aby osiagnac 10-15% kleju objetosciowo i pozbyc sie "plastikowosci" ktora nekala mnie swego czasu.

Wroce jeszcze do pytania "dlaczego masa do wykonania korpusu ma być półsucha". Kolega Jaszuk88 zwrocil uwage ze "Wytrzymałość elementów o grubosci 5cm wykonanych z masy z zawartością 20% żywicy jest ogromna". Istotnie- sztywnosc odlewu wzrasta ze zmniejszeniem ilosci kleju.
Kolejny fakt: Sztywnosc nie konczy sie ponizej 20% zawartosci zywicy- wrecz przeciwnie. Cala zabawa dopiero zaczyna sie po zejsciu do 12.5% i sztywnosc rosnie az do teoretycznej maksymalnej gestosci przy 8%.
Niebieski znak to ok 20% zywicy, czerwona lina przedstawia sztywnosc:
Kilka uwag:
- Maksymalna teoretyczna gestosc 92% bazuje na pracach Francuzow ktorzy poswiecili 20 lat na kalibrowanie, mieszanie i wibrowanie wypelniacza do cementu. Z tej pracy powstalo oprogramowanie ktore jest dostepne na stronie francuskiego ministerstwa drog i mostow w cenie ok 1500 EUR. Oprogramowanie kalibruje ziarna w zaleznosci od wielkosci i ksztaltu. Mieszanie ziaren okraglych z kanciastymi zmienia strukture o kilka procent- trzeba to miec na uwadze i uwzglednic przy obliczeniach. Prace Francuzow wskazuja rowniez ze maksymalne wypelnienie mozna osiagnac tylko pod wplywem prasowania- bez tego maksymalna gestosc spada do ok 90% o ile pamietam. Nacisk na wypelniacz podczas wibrowania nie jest jednak duzy- ulozenie plyty pazdzierzowej i 2 cegiel zdaje sie zalatwialo sprawe.
- Inzynier z ktorym pracowalem na amerykanskim forum dokopal sie do dokumentacji z ktorej korzystali Francuzi i napisal swoje oprogramowanie. Stad pochodza obliczenia do mojego wypelniacza. Choc funkcjonalnosc programu byla jeszcze szczatkowa i nie uwzgledniala roznic ksztaltu ziaren to pozwalala na wypelnienie prawie 88% (plus minus 2% na bledy w obliczeniach). Obecnie dwoch ludzi dopracowuje oprogramowanie i bedzie ono specjalnie przeznaczone do betonu zywicznego (mam nadzieje ze nie bedzie kosztowalo 1500EUR).
- Producenci epoksydowo-kwarcowych blatow kuchennych od lat stosuja system gdzie jest tylko 5-7% zywicy. Jednak ich informacje sa podawane najczesciej wagowo. Objetosciowo bedzie to moze blizej 8-10%. Ich systemy sa troche inne: wypelniacz jest sciskany, podgrzewany, odpowietrzany i wibrowany za jednym zamachem i jest to robione w poteznych maszynach za 20 milionow USD. Wlosi maja na to patent od 40 lat, jest tylko jeden system. Wszystkie blaty na rynku robine sa w ten wlasnie sposob (roznia sie tylko wypelniacze, dodatki, zywice). Jesli ktos chcialby zbadac sztywnosc takiego odlewu to proponuje odwiedzic lokalny sklep budowlany. http://www.kujawia.pl/a8.php
- Wedlug obliczen maksymalne wypelnienie 92% udaloby sie dopiero osiagniac po zastosowaniu ciaglej kalibracji z gory na dol, przy 10 wypelniaczach podzielonych na 10 rownych porcji. Osiagniecie takiego wyniku domowymi sposobami jest raczej niemozliwe wiec podaje to tylko w ramach ciekawostki. Nawet gdybym robil maszyne za 20tys USD nie probowalbym osiagnac 92%. Dla mnie osobiscie zmniejszenie ilosci zywicy wiaze sie nie tyle z ograniczeniem kosztow ale przede wszystkim zmniejszeniem rozszerzalnosci cieplnej odlewu. Jesli bylaby on satysfakcjonujaca przy 15% kleju to nie nawet bym sie nie wysilal tylko uzyl 15%. (Niektore moje probki wykazaly rozszerzalnosc cieplna dwukrotnie wieksza niz aluminium- zywica prawdopodobnie nie ma zbyt dobrych parametrow plus uzycie 20%, stad slaby wynik).
- Co do sztywnosci to rowniez nie zawracalbym sobie glowy. Jakis czas temu przedstawialem link do video testu probki w USA gdzie kolega uzyl zwyklego materialu kwarcowego (do betonow) z zwirowni i probka osiagnela prawie 3ksi. Zawodowe kompozyty mieszcza sie w granicach 2-4ksi wiec byl to fenomenalny wynik. Jako ze uzyl standardowego wypelniacza do betonu, gestosc probek nie mogla przekraczac 85%. (Wszystkie moje liczby zawsze podaje objetosciowo).
- Pamietam ze formula ktorej uzylem wymagala dwoch identycznych porcji najdrobniejszego wypelniacza (200-20 mikronow oraz 20-2 mikronow). Nie mialem tego najdrobniejszego i pamietam ze nie zastanawiajac sie uzylem jednej porcji jakiegos wiekszego i dwoch porcji 200-20mikronow. Zaczynam podejrzewac ze zwiekszylo to zapotrzebowanie na zywice o kilka procent. Nastepnym razem bede sie staral przestrzegac formuly.
- Moja najwieksza dotychczasowa porazka to niemoznosc przetestowania 10% mikstury. Poczatkowe wyniki byly tak zadowalajace ze rzucilem sie w wir pracy i nie bylo czasu ani sensu wracac juz do testow. Rezultaty przekroczyly moje oczekiwania i na dzien dzisiejszy calkowicie wycofalem sie dzialalnosci tamtego forum, skupiam sie tylko i wylacznie na wlasnym projekcie. Do tematu wroce moze za rok, jak skoncze wszystkie swoje projekty.
- Najistotniejsza rzecz o ktorej jeszcze nie wspomnialem. Sztywnosc na powyzszym wykresie zwieksza sie dramatycznie gdy poszczegolne ziarna opieraja sie o siebie sciankami- klej stanowi wtedy tylko matryce i sam nie uczestniczy w przenoszeniu obciazenia. Jest to bardzo istotne zjawisko ktoremu warto sie przyjrzec. Technicznie do sklejenia poszczegolnych ziaren wystarczy ok 30 mikronowa warstwa kleju. Im wiecej kleju tym bardziej plastikowa struktura- ziarna nie opieraja sie wtedy bezposrednio o siebie tylko wyginaja w kleju. Matryca pojawia sie dopiero gdy ziarna sa ciasno spakowane:

Cale obciazenie przechodzi wtedy na ziarna kwarcu ktory z natury jest dosyc twardy. Przy lamaniu probek istotne jest tez zeby pekaly ziarna wypelniacza- bez oddzielania sie od kleju. Moje probki zawieraly Al2O3 ktore jest 4 krotnie twardsze od kwarcu. Ziarna te mialy rozmiar kilka milimetrow i pekaly na pol bez oddzielenia sie od zywicy.
* * *
Zdjecie ukradzione z niemieckiego forum pokazuje ze niektore firmy robiace odlewy wcale nie przejmuja sie jakoscia powierzchni, a jedynie dbaja o gestosc i parametry odlewu.

Przy frezowaniu metalu liczy sie sztywnosc odlewu, niska rozszerzalnosc cieplna i niski koszt odlewu. Uzycie jak najmniejszej ilosci epoxy ma tu zdecydowanie sens. Chcialbym aby moje odlewy kiedys tak wygladaly.
* * *
Termin ukonczenia projektu zbliza sie szybkimi krokami wiec bede sie teraz pojawial na forum troche rzadziej. Pytania i uwagi jak zwykle mile widziane, na wszystkie postaram sie odpowiedziec.
Pozdrowienia!
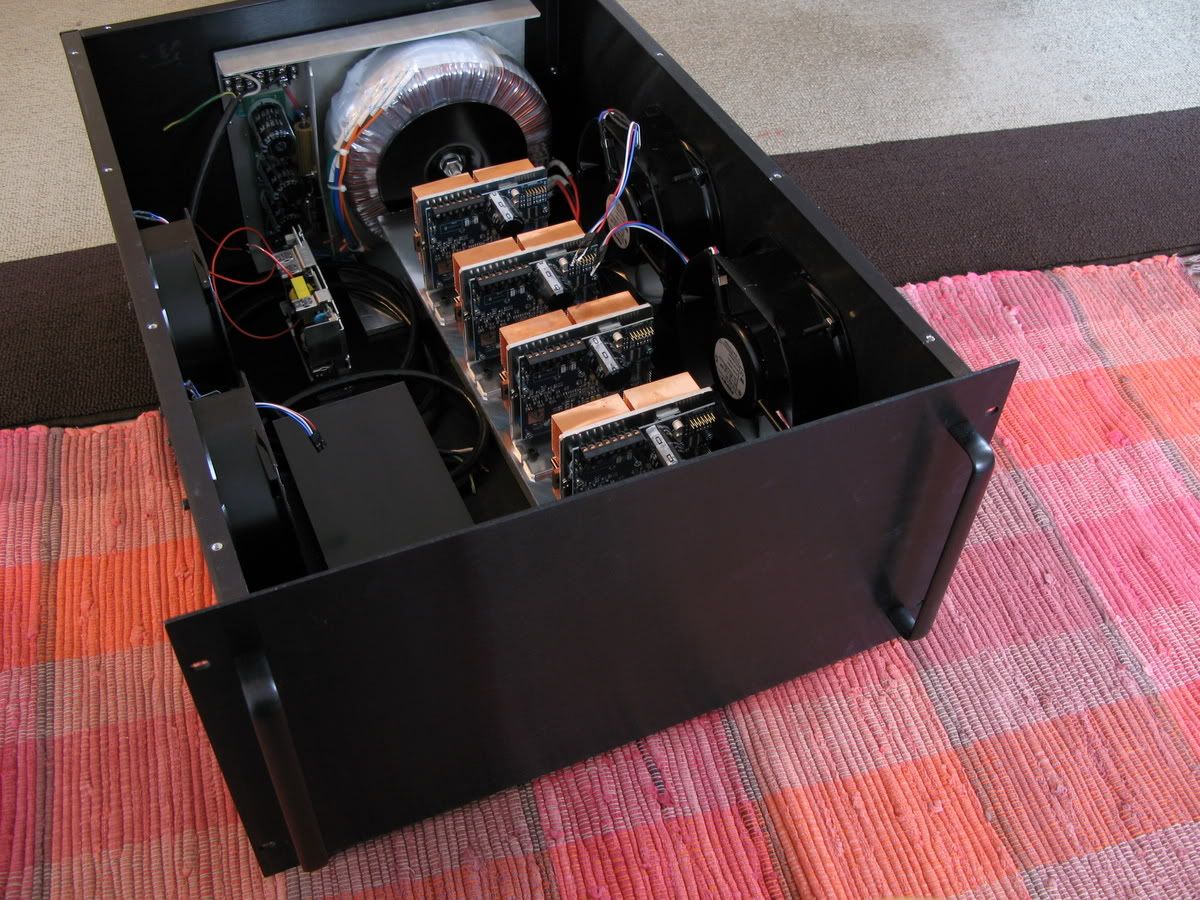
Zamowilem ja u jednego nowojorskiego rzemieslnika z rosyjskim akcentem. Facet byl na tyle uprzejmy ze wycial otwory pod wentylatory wiec nic tylko skrecac. Zasilanie pochodzi z tego samego zrodla- 1.5KVA, 170VDC, 9A - nie jest to duzo jak na 1kW serwa ale dla moich potrzeb powinno wystarczyc. Jeden ze znajomych elektronikow ocenil ze nie widzi tu wiekszych potrzeb niz 500W (w sumie). Oprocz wentylatorow wszystko w skrzyni jest luzem- nie znam sie zupelnie na elektronice i na razie nie spieszy mi sie aby wsadzac tam rece.
24VAC na jednym z wyjsc chcialbym zmienic na 24VDC i zasilac tym wentylatory. Planuje uzyc tego niepozornego i zupelnie mi nieznanego gizma:
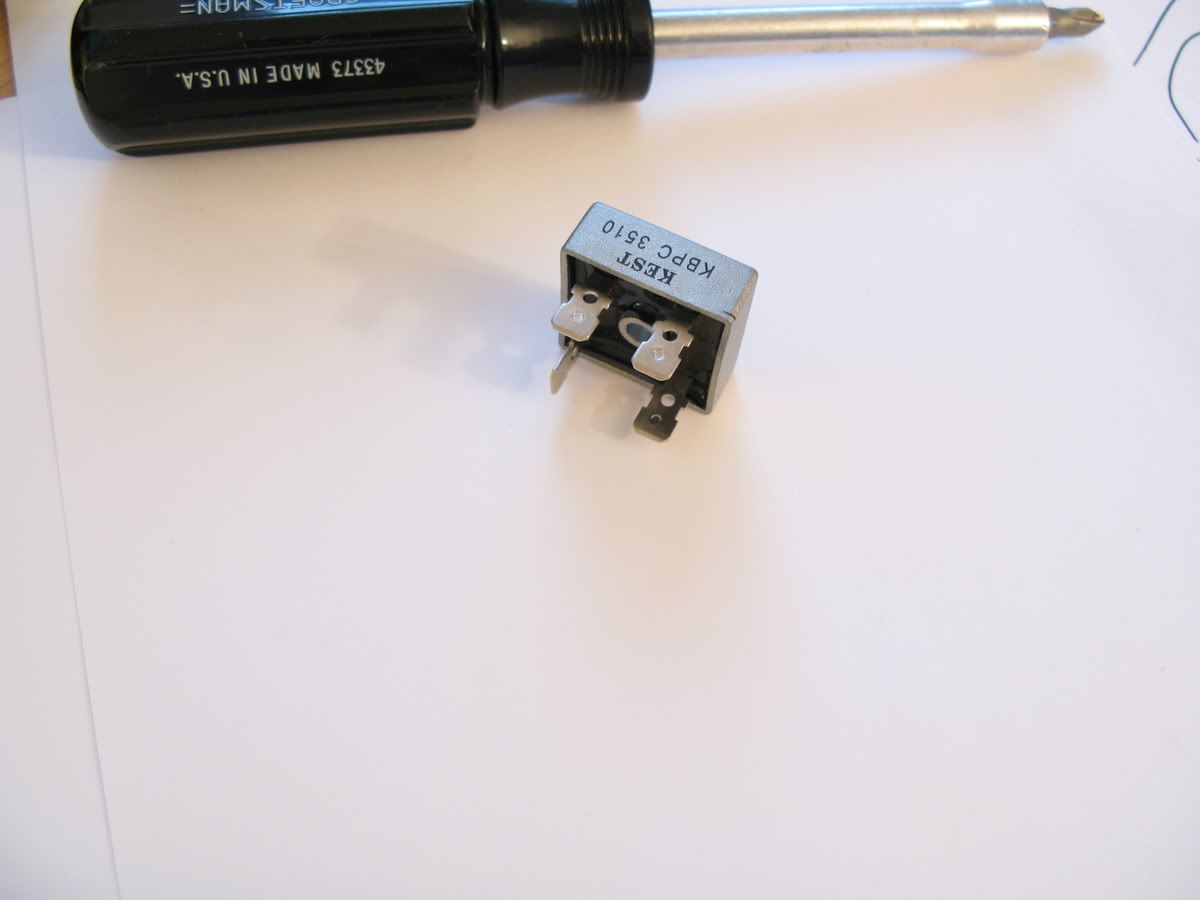
W skrzyni widac tez maly zasilacz do logiki. Za miesiac dolaczy tutaj sterownik USB pulsujacy step/dir do 4Mhz, ktory niedlugo wchodzi na rynek. Brian z Artsoft testuje go na swojej maszynie:
Sa tez komponenty na obie osie Z:

Cztery takie sruby (C3) upolowalem na Ebay po ok. 60USD sztuka. Lozyska rowniez Ebay, jeszcze sprzed 2 lat. (Na Ebay kupuje tylko lozyska nowe, fabrycznie zapakowane).
Nie wiem jeszcze jak bedzie wygladala os Z. Nie chcialbym pakowac sie w kosztowne pracochlonne rozwiazania ktore okaza sie potem malo uzyteczne- tym bardziej ze nie mam zadnego doswiadczenia z maszynami, a z maszynami wielowrzecionowymi ani tyle. Najprawdopodobniej zrobie jedna os z ogolnie dostepnych komponentow i bede ja testowal pod katem moich wymagan. Jesli zda egzamin to zaprojektuje ostateczna wersje dla 2 osi Z i albo zamowie elementy w warsztacie albo sam wyprofiluje na swojej maszynie.
* * *
Czy epoxy to niewypal? Trudno powiedziec- wszystko najprawdopodobniej wyjdzie w praniu. Moze sie okazac niewypalem jesli koledzy beda budowali korpusy z epoxy zamiast z kamienia wiazanego za pomaca epoxy. Jest to bardzo istotna roznica i musi byc zrozumiana przez kazdego kto podejmuje sie budowy. Epoxy to plastik i moze sie zachowywac tylko jak plastik. (Fakt ze nawet plastik lepiej tlumi wibracje niz stalowy profil- Japonczycy w latach 70tych zrobili frezarke HSM z plastiku i byla ona nieuchwytna dla tradycyjnych konstrukcji stalowych. Proponuje jednak nie probowac i skoncentrowac sie na maszynach z kamienia).
* * *
Powroce jeszcze na strone 17 gdzie koledzy zamiescili kilka istotnych pytan. Jeden z kolegow wspomnial koszt materialu. Bardzo istotny fakt: Cena zawodowej mikstury jaka mozna kupic w USA nie przekracza 1.9USD za kilogram. Mowiac zawodowej mam na mysli komercyjny amerykanski produkt i to produkt wysokiej klasy (firma Accures)- wszystko wlacznie z zywica, wypelniaczami i dodatkami jakie tam zapewne stosuja. Koszt 100kg odlewu= 440PLN.
Ja kupowalem wszystko osobno- nie dosc ze w niewielkich ilosciach i po zabojczych cenach detalicznych u lokalnego dealera, to jeszcze wybieralem najwymyslniejsze rodzaje kwarcu (prawie laboratoryjnej czystosci), tlenku glinu, mikrosfer, itp. A i tak cena calosci wraz z zywica nie przekroczyla 1.95USD za kilogram.
Czyli mozna bezpiecznie zalozyc ze cena nigdy nie przekroczy 1.9USD za kilogram. Mysle tez ze w Polsce trzeba by wlozyc duzo wysilku zeby az tyle zaplacic i przy odrobinie sprytu mozna to zrobic duzo taniej. Najwiekszy koszt to zywica, dlatego trzeba wlozyc maksimum wysilku aby zminimalizowac ilosc zywicy w odlewie do powiedzmy 10-15% objetosciowo. Francuska zywica specjalnie przeznaczona na korpusy maszyn kosztuje w Amodzie ok. 40PLN za kilogram +VAT.
Wiekszosc wypelniacza mozna znalezc za darmo nad rzeka i samemu sobie przesiac. Do tego mozna uzyc na przyklad piasek kwarcowy z piaskownicy lub z pobliskiej plazy. Z reszty wypelniaczy mozna dokupic worek drobnego kalibrowanego kwarcu ktory pozwoli osiagnac wieksze wypelnienie przestrzeni.
Brak dostepu do odpowiednich wypelniaczy czy mozliwosci precyzyjnej kalibracji nie powinien nikogo zniechecac. Rozmiary od 0.1mm w dol mozna zastapic darmowym pylem granitowym z lokalnego warsztatu. Pyl ten da kolor oraz wypelni wszystkie istotne miejsca az do 2 mikronow. Jedyny koszt pylu to przyholowanie worka na wlasne podworko, wysuszenie i odseparowanie wszystkiego co powyzej 0.1mm (w tym konkretnym przypadku). Koledzy pamietaja jak dziala kalibracja- chodzi o to zeby nie powtarzac rozmiarow.
Fakt ze kwarc o czystosci 99.9% zdalby lepiej egzamin ale jesli ktos jest na budzecie i nie ma wyboru to lepiej uzyc cokolwiek i zrobic cos, niz nic. Najwyzej straci tu i tam kilka(nascie?) procent na sztywnosci czy innych parametrach ale zrealizuje odlew i bedzie on mniej wiecej dzialal zgodnie z zalozeniami. (Uzywanie materialow miekkszych od kwarcu znacznie zmniejszy sztywnosc, a nieskalibrowanie wypelniacza znacznie zwiekszy zapotrzebowanie na zywice).
* * *
Prosze zwrocic uwage ze oryginalnym celem bylo to co zrobili Niemcy na forum Peters CNC Ecke a nie to czym zajmuje sie ja badz moi koledzy w USA (dwoch inzynierow w USA optymalizuje miksture pod katem wysokodolarowych zastosowan komercyjnych). Niemcy nie dosc ze uzywaja wypelniacza o zwyklej kalibracji cementowej (ktory ze wzgledow matematycznych wymusza uzycie ponad 12.5% zywicy objetosciowo), to jeszcze nigdy nie zajeli sie tematem odpowietrzania prozniowego, ulepszania cieplnego odlewow, stosowania surfaktantow, dodatkow silanowych, studiowania reologii, i miliona innych rzeczy jakie dotycza odlewow granitowych- a mimo to produkuja solidne maszyny do frezowania metalu i z tego co widze to osiagaja duzy sukces:
Rozmawialem na forum z Thomasem Zietz, sam przyznal ze nie wnikaja w szczegoly a raczej koncentruja sie na wykonaniu form i usprawnieniu calego procesu. Stosuja gotowy skalibrowany wypelniacz od lokalnego dealera i wibruja formy, to wszystko. Nie wiem czy wiedza nawet jaka jest rozszerzalnosc cieplna ich kompozytu przy ilosci zywicy jaka stosuja, przypuszczam ze nie. Kalibracja ich wypelniacza nie pozwala na mniejsza ilosc epoxy niz powiedzmy 12.5%, tym samym rownie dobrze rozszerzalnosc cieplna ich maszyn moze smialo przekraczac rozszerzalnosc cieplna aluminium. Jednak w maszynach w tej cenie nie robi to az takiej roznicy i nad takimi rzeczami po prostu przechodzi sie do porzadku dziennego- ograniczenia buzdzetowe nie pozwalaja aby rozczulac sie nad wszystkim tak jak rozczulaja sie konstruktorzy wysokodolarowych odlewow do metrologii.
* * *
Na stronie 15 kolega Jaszuk88 pytal o poradnik. Trudno jest cos takiego napisac bo oryginalny temat jest dosc obszerny i zawiera ponad 2500 postow. Te kilkadziesiat postow tutaj na polskim forum to kwintesencja wszystkiego co najwazniejsze i juz bardziej nie chialbym tego skracac. Nowym uzytkownikom polecam przeczytanie obu tematow- nie tylko dla orientacji, ale glownie w celu zaoszczedzenia sobie problemow w przyszlosci. Prosze tez pamietac ze nie wszystkie kwestie zostaly do konca wyjasnione i wiele rzeczy wyjdzie jeszcze w praniu. Jesli chodzi o kwestie ktore poruszyl kolega:
1. Dobor zywicy
Bardzo trudny temat- nie ma ogolnie dostepnych informacji na temat zawartosci zywic sprzedawanych w polskich sklepach; Zywice sa rozcienczane i dlatego moga zawierac milion nieporzadanych dodatkow degradujacych odlewy- albo w postaci skurczu, rozszerzenia cieplnego, pekania, generowania napiec wewnatrz odlewu, itp. Moga tez zawierac toksyczne domieszki i wpedzic uzytkownika w alergie z ktore beda sie za nim ciagnely do konca zycia.
Generalnie sa 3 rodzaje zywic: Poliestrowe, Akrylowe oraz Epoksydowe.
Polyester (skrot UP)- zdecydowanie najtanszy z duroplastow ( http://pl.wikipedia.org/wiki/Duroplast ) o utwardzaniu w temp. pokojowej. Problemem tych zywic jest zapach, skurcz oraz wysoka temperatura utwardzania. Zachowanie tych zywic utrudnia formowanie precyzyjnych powierzchni oraz gwarantuje napiecia wewnatrz odlewu (zobacz pelzanie ponizej).
Zywice charakteryzuja sie slabym przyleganiem do granitowego/kamiennego wypelniacza i do tego typu odlewow uzywane sa niezmiernie rzadko.
Polymethylmethacrylate (skrot PMMA) czyli akrylowe- drozsze od poliestrowych, tansze od epoksydowych. Rowniez charakteryzuja sie wysoka temperatura utwardzania. Zmiany temperatury podczas odlewania i utwardzania gwarantuja powstanie wewnetrznych napiec w odlewie co czesto prowadzi do deformacji odlewu. W najgorszym przypadku spotyka sie pekniecia odlewow.
Przyleganie do kamiennego wypelniacza jest tu wystarczajace, zwlaszcza przy uzyciu duzej ilosci kwarcu (SiO2). Zywice te najczesciej stosuje sie na prototypy korpusow, nie spotyka sie ich natomiast w masowej produkcji.
Epoxy Resin (skrot EP) czyli epoksydowe- charakterystyke tych zywic mozna drastycznie regulowac w zaleznosci od uzytych skladnikow. Bez problemu mozna osiagnac mieszanke o wyjatkowo niskiej temperaturze twardnienia oraz niskiej lepkosci, tym samym produkujac odlewy bez wewnetrznych napiec/pekniec. Zywice te charakteryzuja sie dobrym przyleganiem do kwarcu ktory generalnie jest trudno przylegalny. Jedyny problem zywic epoksydowych to ich wysoka cena.
Pelzanie (creep)- tendencja materialu do powolnej deformacji na skutek napiec wewnatrz struktury. Bardzo ciekawy fenomen bo powstaje w sytuacji gdzie obciazenie jest w granicach wytrzymalosci materialu, czyli nie powino wystepowac a wystepuje. Deformacja powstaje powoli i jest w duzej mierze zalezna od dzialania wysokiej temperatury oraz dlugotrwalego obciazenia. Fenomen ten wystepuje we wszystkich betonach zywicznych. Jest tylko jeden sposob aby to zwalczac: robic odlewy twardniejace w niskiej temperaturze (minimalizowac napiecia wewnetrzne struktury) oraz uzywac jak najmniej zywicy (sama zywica jest glownym sprawca pelzania).
To cytat z jednego z wczesniejszych postow, ktory mniej wiecej przedstawia roznice pomiedzy najczesciej spotykanymi na rynku zywicami (do tego typu odlewow). Jesli ktos zdecyduje sie na zywice epoksydowa to na polskim rynku jest zywica specjalnie przeznaczona do tego typu odlewow (warszawski sklep Amod). Wystarczy wiec przejrzec PDF, temperature zelowania, lepkosc i reszte informacji i mniej wiecej porownac do zywic dostepnych na rynku albo w lokalnym sklepie. W tej konkretnej zywicy zwraca uwage temeratura zelowania DUZYCH odlewow (maksimum 95 stopni), oraz lepkosc 200cP. Dwie fenomenalnie istotne rzeczy.
2. Jaki wypelniacz
Najlepiej kalibrowany z gory na dol. Jesli nie ma kalibrowanego to jakikolwiek, stosowany w zasadzie opisanym przez jednego z kolegow: pilka do siatkowki, pilka do tenisa, itp (system ma niestety ograniczenia- bylo o tym pisane wielokrotnie). Czyli rozmiar kolejny to ok 1/5 rozmiaru poprzedniego- tak aby jak najwiecej zapelnic przestrzen. (Matematyka ziaren wymusza skalibrowanie z gory na dol aby moc zblizyc sie do granicy 10-15% objetosciowo. Bez kalibracji mozna liczyc na 30% pustej przestrzeni ktora wypelnia albo klej albo powietrze).
Do maszyny za wieksze pieniadze (albo maszyny do precyzyjnej obrobki metalu gdzie rozszerzalnosc cieplna odgrywa ogromna role) osobiscie staralbym sie uzyc dobrze skalibrowanego wypelniacza. Natomiast do mojej 5 metrowej ramy ktora mam zamiar bardzo tanio wykonac w ciagu najblizszych 12 miesiecy uzyje raczej piasku i zwiru ze zwirowni i kilku sprytnych dodatkow typu mikrosfery, itp. Zamiast dolara za kilogram wolalbym zapacic dolara za tone. Jedyne na co zwroce uwage to solidne wibrowanie szalunku (czy tez formy, zalezy jak to bede odlewal).
3. Jakie proporcje
Przede wszystkim nie przesadzac z najdrobniejszym wypelniaczem. Zwieksza on niesamowicie zapotrzebowanie na zywice i wykoleja cale obliczenia. Najbezpieczniej jest podzielic wszystko na rowne porcje (objetosciowo).
4. Sposob przygotowania mieszanki
Zalezy od wielkosci odlewu i czasu zycia zywicy. Najpierw dokladnie miesza sie zywice z utwardzaczem, potem dodaje wypelniacz. Odpowiednie proporcje zywicy i wypelniacza oraz ich dokladne wymieszanie jest krytyczne, nie nalezy tego lekcewazyc. Przy 10-15% kleju jest tego bardzo niewiele i nie mozna sobie pozwolic na niedbalosc. Moje wstepne doswiadczenia wskazywaly ze istotne jest dokladne zwilzenie calosci wypelniacza juz podczas mieszania. Ostatnio zaczynam sklaniac sie jednak ku wibrowaniu jako wysoce krytycznemu elementowi i mysle ze juz nie przykladalbym sie tak do mieszania a bardziej do wibrowania mikstury w formie. No i przede wszystkim nie robilbym tego w kuchennym mikserze po pare kilokramow, tylko kupil mala chinska betoniarke za 200USD z plastikowym bebnem i robil 50kg na raz.
5. Jak wykonac forme
Jak najtaniej i tak zeby nie rozleciala sie podczas wibrowania. Ja uzylem desek ze schodow wiec bylo dosyc drogo. Nastepnym razem uzyje czegos tanszego. Zbych zamiescil u Ernesta zdjecia niemieckich form i byly one w zypelnosci wystarczajace.
6. Jak ja zabezpieczyc aby mozna bylo ja wyjac i uzyc jeszcze raz
Najistotniejsze to srodki rozdzielajace. Zywica chwyta bardzo mocno i bez opanowania tematu srodkow rozdzelajacych nie ma mowy o wyjmowaniu czegokolwiek z czegokolwiek. Profesjonalisci zdaja sie stosowac warstwe (albo warstwy) wosku, na ktore po wyschnieciu nakladaja drugi srodek (najprawdopodobniej PVA). Forma powinna byc w miare mozliwosci rozkrecana. Jesli nie jest rozkrecana to nalezy zastosowac skosy na odlewie, ulatwia to wysuwanie z formy.
7. Jak zalewac forme
Odlewy robi sie do gory nogami (dol formy to gora korpusu maszyny). Na dole bedzie najbardziej zbity material a nadmiar zywicy wyplynie na powierzchnie gdzie bedzie spod maszyny. Najwazniejsze jest ciagle wibrowanie formy- moj pierwszy odlew byl wibrowany w sumie ponad 2 godziny i mysle ze byl to klucz do sukcesu.
8. Jak wibrowac aby uzyskac jak najlepsze efekty
Parametry byly opisywane wczesniej. Mozna wibrowac stolem, mozna wibrowac motorem (lub motorami) na sciankach formy. Najwazniejsze zeby wibrowac i to dlugo. Niektore firmy pisza ze wibruja az do zelowania.
Podsumowujac, 3 najbardziej istotne rzeczy to: Precyzyjne proporcje zywicy/wypelniacza + Absolutnie suchy/czysty material + Dlugotrwale wibrowanie formy (co zapewni nie tylko duze ubicie materialu ale rowniez zwilzenie wszystkich ziaren). Pogwalcenie ktorejkolwiek z tych zasad gwarantuje porazke. Proponuje tez przestrzegac instrukcji producenta dot. temperatury w jakiej odbywa sie praca z zywica i co szczegolnie wazne zasad BHP- zywica przenika zwykle rekawice lateksowe w 5 minut i jest wchlaniana w skore co powoduje powazne alergie. Odpowiedni material na rekawice to nitrile rubber albo nitrile butatoluene.
* * *
Jesli chodzi o moje komentarze na temat niespojnosci wieloczesciowych odlewow: Zawodowe maszyny najczesciej spotykam w jednym lub dwoch kawalkach. Sa specjalne zywice ktore potem uzywa sie do klejenia tych dwoch kawalkow i tak powstaje monolit maszyny. Powierzchnie bazowe i krytyczne komponenty czesto wkleja sie do gotowych odlewow (stad tez niektore odlewy robione sa bardzo niedokladnie a spody maszyn to nieraz +-6mm chropowatosci). W warunkach matorskich oczywiscie wszystkie chwyty dozwolone wiec nie bede niczego sugerowal ani doradzal.
Moj problem byl rowniez taki ze nie bylem w stanie zrobic jednoczesciowej maszyny o takich gabarytach. Robienie portalu w 4 czesciach wielokrotnie przedluzylo caly process, kosztowalo tez zdecydowanie wiecej pracy i energii. Dodatkowo musialem uzyc cala mase zelastwa w miejscu polaczen co wcale nie wyszlo maszynie na zdrowie- epoxybetonu uzywa sie na korsusy aby wyeliminowac materialy typu stal i aluminium (chocby ze wzgedu na ich rozszerzalnosc cieplna i sklonnosc do wibracji) a nie po to zeby promowac ich uzywanie. Fakt ze czasami stosuje sie wzmocnienia np w postaci stalowych klatek aby poprawic sztywnosc korpusu, ale te rzeczy sa uzasadnione i jest to robione w sposob kontrolowany.
Jestem rownniez w sytuacji gdzie pod koniec roku bedzie mnie czekala przeprowadzka i nie moge sobie pozwolic na budowanie wielkich i ciezkich rzeczy. Gdybym robil wszystko jeszcze raz dzisiaj to zrobilbym prawie dokladnie tak samo. Gdy sie przeprowadze i bede mial stale miejsce to moja nastepna konstrukcja bedzie jedno-dwuczesciowa. Na pewno nie szescioczesciowa.
* * *
Z cyklu maszynowe porno: Zdjecie korpusu maszyny z firmy ktorej sama nazwa u wielu ludzi z branzy wywoluje dreszcze. Uzytkownicy maszyn tej firmy potwierdzaja ze dokladnosc obrobki mozna mierzyc w mikronach. (W przeciwienstwie do maszyn Mikrona o ktorych uzytkownicy mowia ze maja problem z utrzymaniem dwoch setek).
Nie znam modelu maszyny i nie wiem do czego jest ona przeznaczona, widac jednak ile pracy trzeba wlozyc aby zrobic korpus tradycyjnymi metodami. Dodam ze korpusy sa chlodzone ciecza. Tutaj inny model:
* * *
Video ktore zamiescil Zbych pochodzi z firmy w ktorej szkolil sie jeden z ludzi postujacych na amerykanskim forum. Mowil m.in. ze stara sie unikac metalowych czesci w swoich odlewach, a takze ze dla zmniejszenia wagi uzywa styropianowych rdzeni lub skrzynek zbitych z pazdzierza ktore wpuszcza na stale do odlewu. Wspomnial tez o "smarowaniu" wypelniacza, czyli stosowaniu troche wiekszej ilosc zywicy niz potrzeba w celu zwilzenia i umozliwienia lepszego ubicia materialu (wibrowanie podobno zalatwia potem sprawe i wypycha nadmiar zywicy na powierzchnie). Wspominalem juz o tym wczesniej, to samo pisali Szwajcarzy w opisie swojego systemu Granitan. Nie przeprowadzalem zadnych doswiadczen w tym kierunku, faktem natomiast jest ze nawet przy uzyciu 20% epoxy udalo mi sie osiagnac fenomenalne ubicie materialu na spodzie formy w moim pierwszym odlewie (w czasie gdy na gorze formy byla mokra zupa). Czyli byc moze jest to prawda z tym smarowaniem.
Dodam ze moj odlew byl dosyc skomplikowany i pelen dlugich ciasnych (2cm) zakamarkow- balem sie ze nie wszedzie dojdzie wiec oczywiscie przesadzilem z zywica. Znajomy inzynier napracowal sie zeby mi skalibrowac wypelniacz (teoretycznie moglem osiagnac wypelnienie 88%!), a ja zrobilem z tego mokra zupe. Byla to wrecz nieprzyzwoita ilosc kleju i bede sie staral nigdy wiecej tego nie powtorzyc.
Jakosc powierzchni rowniez przestaje byc dla mnie wazna. Po pierwszych doswiadczeniach jestem tak zafascynowany "kamiennoscia" odlewow, ze zrobilbym wszystko aby osiagnac 10-15% kleju objetosciowo i pozbyc sie "plastikowosci" ktora nekala mnie swego czasu.

Wroce jeszcze do pytania "dlaczego masa do wykonania korpusu ma być półsucha". Kolega Jaszuk88 zwrocil uwage ze "Wytrzymałość elementów o grubosci 5cm wykonanych z masy z zawartością 20% żywicy jest ogromna". Istotnie- sztywnosc odlewu wzrasta ze zmniejszeniem ilosci kleju.
Kolejny fakt: Sztywnosc nie konczy sie ponizej 20% zawartosci zywicy- wrecz przeciwnie. Cala zabawa dopiero zaczyna sie po zejsciu do 12.5% i sztywnosc rosnie az do teoretycznej maksymalnej gestosci przy 8%.
Niebieski znak to ok 20% zywicy, czerwona lina przedstawia sztywnosc:
Kilka uwag:
- Maksymalna teoretyczna gestosc 92% bazuje na pracach Francuzow ktorzy poswiecili 20 lat na kalibrowanie, mieszanie i wibrowanie wypelniacza do cementu. Z tej pracy powstalo oprogramowanie ktore jest dostepne na stronie francuskiego ministerstwa drog i mostow w cenie ok 1500 EUR. Oprogramowanie kalibruje ziarna w zaleznosci od wielkosci i ksztaltu. Mieszanie ziaren okraglych z kanciastymi zmienia strukture o kilka procent- trzeba to miec na uwadze i uwzglednic przy obliczeniach. Prace Francuzow wskazuja rowniez ze maksymalne wypelnienie mozna osiagnac tylko pod wplywem prasowania- bez tego maksymalna gestosc spada do ok 90% o ile pamietam. Nacisk na wypelniacz podczas wibrowania nie jest jednak duzy- ulozenie plyty pazdzierzowej i 2 cegiel zdaje sie zalatwialo sprawe.
- Inzynier z ktorym pracowalem na amerykanskim forum dokopal sie do dokumentacji z ktorej korzystali Francuzi i napisal swoje oprogramowanie. Stad pochodza obliczenia do mojego wypelniacza. Choc funkcjonalnosc programu byla jeszcze szczatkowa i nie uwzgledniala roznic ksztaltu ziaren to pozwalala na wypelnienie prawie 88% (plus minus 2% na bledy w obliczeniach). Obecnie dwoch ludzi dopracowuje oprogramowanie i bedzie ono specjalnie przeznaczone do betonu zywicznego (mam nadzieje ze nie bedzie kosztowalo 1500EUR).
- Producenci epoksydowo-kwarcowych blatow kuchennych od lat stosuja system gdzie jest tylko 5-7% zywicy. Jednak ich informacje sa podawane najczesciej wagowo. Objetosciowo bedzie to moze blizej 8-10%. Ich systemy sa troche inne: wypelniacz jest sciskany, podgrzewany, odpowietrzany i wibrowany za jednym zamachem i jest to robione w poteznych maszynach za 20 milionow USD. Wlosi maja na to patent od 40 lat, jest tylko jeden system. Wszystkie blaty na rynku robine sa w ten wlasnie sposob (roznia sie tylko wypelniacze, dodatki, zywice). Jesli ktos chcialby zbadac sztywnosc takiego odlewu to proponuje odwiedzic lokalny sklep budowlany. http://www.kujawia.pl/a8.php
- Wedlug obliczen maksymalne wypelnienie 92% udaloby sie dopiero osiagniac po zastosowaniu ciaglej kalibracji z gory na dol, przy 10 wypelniaczach podzielonych na 10 rownych porcji. Osiagniecie takiego wyniku domowymi sposobami jest raczej niemozliwe wiec podaje to tylko w ramach ciekawostki. Nawet gdybym robil maszyne za 20tys USD nie probowalbym osiagnac 92%. Dla mnie osobiscie zmniejszenie ilosci zywicy wiaze sie nie tyle z ograniczeniem kosztow ale przede wszystkim zmniejszeniem rozszerzalnosci cieplnej odlewu. Jesli bylaby on satysfakcjonujaca przy 15% kleju to nie nawet bym sie nie wysilal tylko uzyl 15%. (Niektore moje probki wykazaly rozszerzalnosc cieplna dwukrotnie wieksza niz aluminium- zywica prawdopodobnie nie ma zbyt dobrych parametrow plus uzycie 20%, stad slaby wynik).
- Co do sztywnosci to rowniez nie zawracalbym sobie glowy. Jakis czas temu przedstawialem link do video testu probki w USA gdzie kolega uzyl zwyklego materialu kwarcowego (do betonow) z zwirowni i probka osiagnela prawie 3ksi. Zawodowe kompozyty mieszcza sie w granicach 2-4ksi wiec byl to fenomenalny wynik. Jako ze uzyl standardowego wypelniacza do betonu, gestosc probek nie mogla przekraczac 85%. (Wszystkie moje liczby zawsze podaje objetosciowo).
- Pamietam ze formula ktorej uzylem wymagala dwoch identycznych porcji najdrobniejszego wypelniacza (200-20 mikronow oraz 20-2 mikronow). Nie mialem tego najdrobniejszego i pamietam ze nie zastanawiajac sie uzylem jednej porcji jakiegos wiekszego i dwoch porcji 200-20mikronow. Zaczynam podejrzewac ze zwiekszylo to zapotrzebowanie na zywice o kilka procent. Nastepnym razem bede sie staral przestrzegac formuly.
- Moja najwieksza dotychczasowa porazka to niemoznosc przetestowania 10% mikstury. Poczatkowe wyniki byly tak zadowalajace ze rzucilem sie w wir pracy i nie bylo czasu ani sensu wracac juz do testow. Rezultaty przekroczyly moje oczekiwania i na dzien dzisiejszy calkowicie wycofalem sie dzialalnosci tamtego forum, skupiam sie tylko i wylacznie na wlasnym projekcie. Do tematu wroce moze za rok, jak skoncze wszystkie swoje projekty.
- Najistotniejsza rzecz o ktorej jeszcze nie wspomnialem. Sztywnosc na powyzszym wykresie zwieksza sie dramatycznie gdy poszczegolne ziarna opieraja sie o siebie sciankami- klej stanowi wtedy tylko matryce i sam nie uczestniczy w przenoszeniu obciazenia. Jest to bardzo istotne zjawisko ktoremu warto sie przyjrzec. Technicznie do sklejenia poszczegolnych ziaren wystarczy ok 30 mikronowa warstwa kleju. Im wiecej kleju tym bardziej plastikowa struktura- ziarna nie opieraja sie wtedy bezposrednio o siebie tylko wyginaja w kleju. Matryca pojawia sie dopiero gdy ziarna sa ciasno spakowane:
Cale obciazenie przechodzi wtedy na ziarna kwarcu ktory z natury jest dosyc twardy. Przy lamaniu probek istotne jest tez zeby pekaly ziarna wypelniacza- bez oddzielania sie od kleju. Moje probki zawieraly Al2O3 ktore jest 4 krotnie twardsze od kwarcu. Ziarna te mialy rozmiar kilka milimetrow i pekaly na pol bez oddzielenia sie od zywicy.
* * *
Zdjecie ukradzione z niemieckiego forum pokazuje ze niektore firmy robiace odlewy wcale nie przejmuja sie jakoscia powierzchni, a jedynie dbaja o gestosc i parametry odlewu.
Przy frezowaniu metalu liczy sie sztywnosc odlewu, niska rozszerzalnosc cieplna i niski koszt odlewu. Uzycie jak najmniejszej ilosci epoxy ma tu zdecydowanie sens. Chcialbym aby moje odlewy kiedys tak wygladaly.
* * *
Termin ukonczenia projektu zbliza sie szybkimi krokami wiec bede sie teraz pojawial na forum troche rzadziej. Pytania i uwagi jak zwykle mile widziane, na wszystkie postaram sie odpowiedziec.
Pozdrowienia!
- 19 lut 2008, 03:15
- Forum: Frezarka - konstrukcja metalowa
- Temat: Maszyna z syntetycznego granitu
- Odpowiedzi: 425
- Odsłony: 227260
DZIKUS, bardzo milo cie widziec. Czy przy okazji rozmow o lozyskach dalbys sie namowic na video z pracy swojej maszyny? Bardzo mnie ciekawi jakie zastosowales rozwiazania.
* * *
Qqaz, dzieki za wykonanie testu. Odchylenie 0.01-0.02mm zdaje sie obrazowac to o czym pisalem.
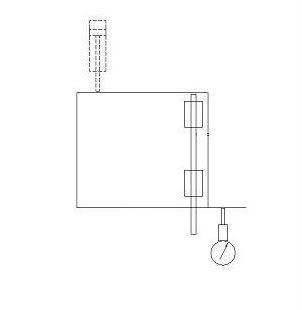
Fakt dolozenia drugiej prowadnicy z wozkami rowniez nie wyeliminuje katowania. Zmniejszy, ale nie wyeliminuje. I tak jak napisalem w zawodowych frezarkach montowanie w kwadrat gwarantuje stabilnosc systemu przy niewielkich silach skrawania- akademicy sie nie myla. Mysle ze przy zwyklej klasie lozysk Hiwina zamontowanych w kwardat mozna oczekiwac przekoszenia stolu o dobre 0.01mm jesli nie wiecej. Kwestia sil skrawania.
I teraz konkluzja pierwsza. Czy 0.01mm cokolwiek dyskwalifikuje? I tak i nie.
Przede wszystkim dyskwalifikuje tanie maszyny ktore reklamuja "dokladnosc 0.01mm" przy obrobce stali. Skoro na samym stole bez problemu mamy przekoszenie 0.01mm to ile bedzie na calej maszynie po zsumowaniu drugiego stolu (osi Z), wrzeciona, srub napedowych, korpusu? Te maszyny reklamowane jako 0.01mm beda dobre jak utrzymaja 0.1mm. A i w to nie wierze.
Konkluzja druga. Nasze hobbystyczne maszyny nie wymagaja duzej precyzji wiec nie powinno byc problemu. Natomiast warto pamietac ze wiekszosc hobbystycznych maszyn nie uzywa lozysk liniowych Boscha czy nawet Hiwina, tylko rozwiazan tanszych. Te tansze rozwiazania czesto maja luzy wielokrotnie wieksze niz lozyska liniowe. Tak wiec z setnych milimetra robia sie luzy rzedu dziesiatych milimetra.
Konkluzja trzecia. Narazie w dalszym ciagu jestesmy przy montowaniu lozysk w kwadrat (co do ktorego wszyscy zgadzamy sie ze warto stosowac bo ogranicza luzy). Zakladamy tez ze stol jest nieskonczenie sztywny. A co bedzie jak przejdziemy do montazu ponizej kwadratu:
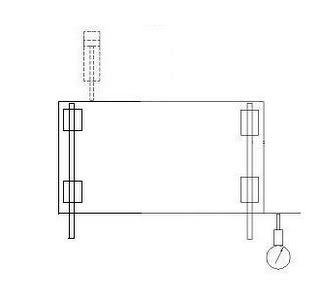
Z setnych milimetra zrobia sie dziesiate milimetra, i to na samych lozyskach. Przejdzmy do jeszcze mniej optymalnego rozwiazania, czesto stosowanego na bramy maszyny:
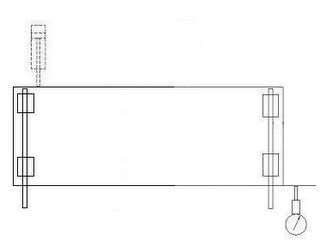
Nawet przy zalozeniu ze powyzszy stol czy brama posiada nieskonczona sztywnosc konstrukcja bedzie rozjezdzala sie jak nogi niemowlecia. Dwa milimetry rozjedzie sie na samych lozyskach, bez udzialu stolu. Jesli dodamy stol czy brame ktora jest mniej niz absolutnie sztywna to w rezultacie mamy 5mm luzu.
Konkluzja czwarta. Nie wazne czy ktos stosuje drogie podzespoly z importu (ktore jak widac wcale nie gwarantuja bezluzowej pracy), czy prowadnice szufladowe ze sklepu meblowego. Jesli nie przestrzega sie pewnych bardzo podstawowych zasad, to w obu przypadkach mozna latwo skonczyc z maszyna nadajaca sie do precyzyjnej obrobki co najwyzej styropianiu.
* * *
Dziekuje za wszystkie informacje na temat krzywizny Ziemi. Jesli faktycznie jest ona duzo mniejsza niz ta podana wczesniej to jest to doskonala wiadomosc. Zniknelyby limity co do dlugosci ram maszyn, przy precyzji nieosiagalnej tradycyjnymi metodami.
* * *
Qqaz, dzieki za wykonanie testu. Odchylenie 0.01-0.02mm zdaje sie obrazowac to o czym pisalem.
Fakt dolozenia drugiej prowadnicy z wozkami rowniez nie wyeliminuje katowania. Zmniejszy, ale nie wyeliminuje. I tak jak napisalem w zawodowych frezarkach montowanie w kwadrat gwarantuje stabilnosc systemu przy niewielkich silach skrawania- akademicy sie nie myla. Mysle ze przy zwyklej klasie lozysk Hiwina zamontowanych w kwardat mozna oczekiwac przekoszenia stolu o dobre 0.01mm jesli nie wiecej. Kwestia sil skrawania.
I teraz konkluzja pierwsza. Czy 0.01mm cokolwiek dyskwalifikuje? I tak i nie.
Przede wszystkim dyskwalifikuje tanie maszyny ktore reklamuja "dokladnosc 0.01mm" przy obrobce stali. Skoro na samym stole bez problemu mamy przekoszenie 0.01mm to ile bedzie na calej maszynie po zsumowaniu drugiego stolu (osi Z), wrzeciona, srub napedowych, korpusu? Te maszyny reklamowane jako 0.01mm beda dobre jak utrzymaja 0.1mm. A i w to nie wierze.
Konkluzja druga. Nasze hobbystyczne maszyny nie wymagaja duzej precyzji wiec nie powinno byc problemu. Natomiast warto pamietac ze wiekszosc hobbystycznych maszyn nie uzywa lozysk liniowych Boscha czy nawet Hiwina, tylko rozwiazan tanszych. Te tansze rozwiazania czesto maja luzy wielokrotnie wieksze niz lozyska liniowe. Tak wiec z setnych milimetra robia sie luzy rzedu dziesiatych milimetra.
Konkluzja trzecia. Narazie w dalszym ciagu jestesmy przy montowaniu lozysk w kwadrat (co do ktorego wszyscy zgadzamy sie ze warto stosowac bo ogranicza luzy). Zakladamy tez ze stol jest nieskonczenie sztywny. A co bedzie jak przejdziemy do montazu ponizej kwadratu:
Z setnych milimetra zrobia sie dziesiate milimetra, i to na samych lozyskach. Przejdzmy do jeszcze mniej optymalnego rozwiazania, czesto stosowanego na bramy maszyny:
Nawet przy zalozeniu ze powyzszy stol czy brama posiada nieskonczona sztywnosc konstrukcja bedzie rozjezdzala sie jak nogi niemowlecia. Dwa milimetry rozjedzie sie na samych lozyskach, bez udzialu stolu. Jesli dodamy stol czy brame ktora jest mniej niz absolutnie sztywna to w rezultacie mamy 5mm luzu.
Konkluzja czwarta. Nie wazne czy ktos stosuje drogie podzespoly z importu (ktore jak widac wcale nie gwarantuja bezluzowej pracy), czy prowadnice szufladowe ze sklepu meblowego. Jesli nie przestrzega sie pewnych bardzo podstawowych zasad, to w obu przypadkach mozna latwo skonczyc z maszyna nadajaca sie do precyzyjnej obrobki co najwyzej styropianiu.
* * *
Dziekuje za wszystkie informacje na temat krzywizny Ziemi. Jesli faktycznie jest ona duzo mniejsza niz ta podana wczesniej to jest to doskonala wiadomosc. Zniknelyby limity co do dlugosci ram maszyn, przy precyzji nieosiagalnej tradycyjnymi metodami.






