Od ostatniego wpisu minelo ponad 2 lata w trakcie ktorych powoli zaznajamialem sie z tokarka, jej mozliwosciami, zaletami i wadami.
Przez ten czas przerobilem kilka kilogramow roznego materialu na wiory i pomimo tego, ze ta tokarka ma pewne wady to polubilem prace na niej.
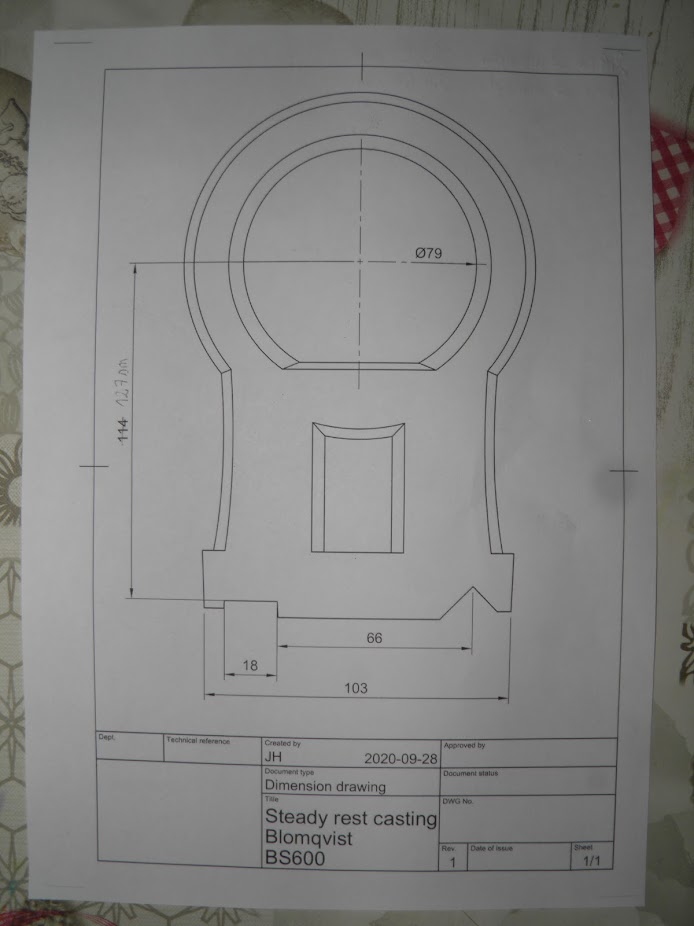
Udalo mi sie w miedzyczasie zakupic dedykowana do niej wspolczesna kopie epokowego okularu.
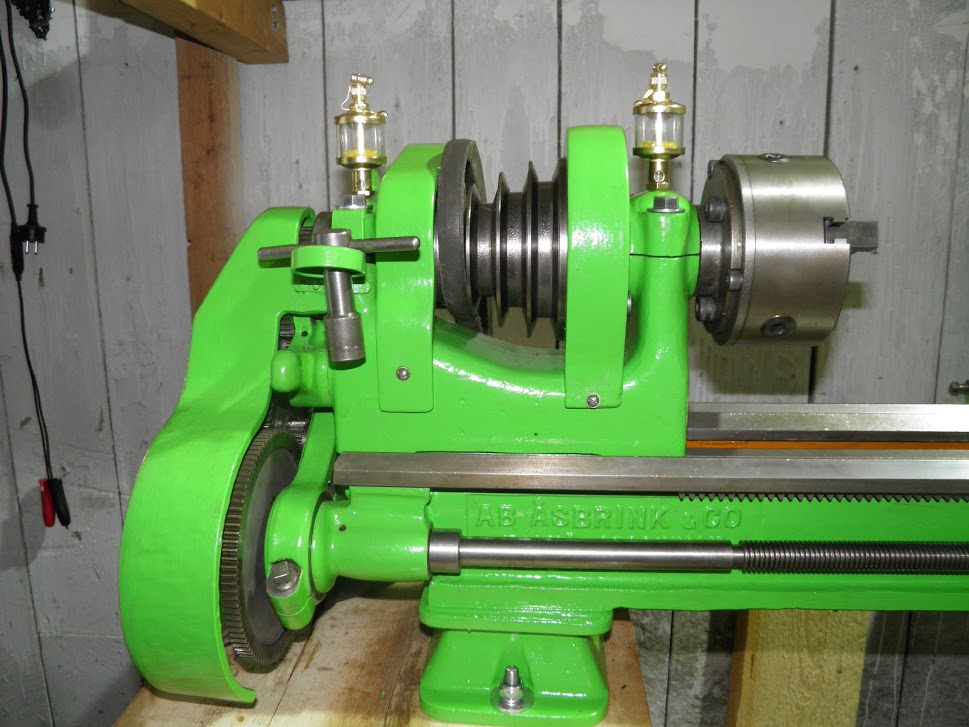
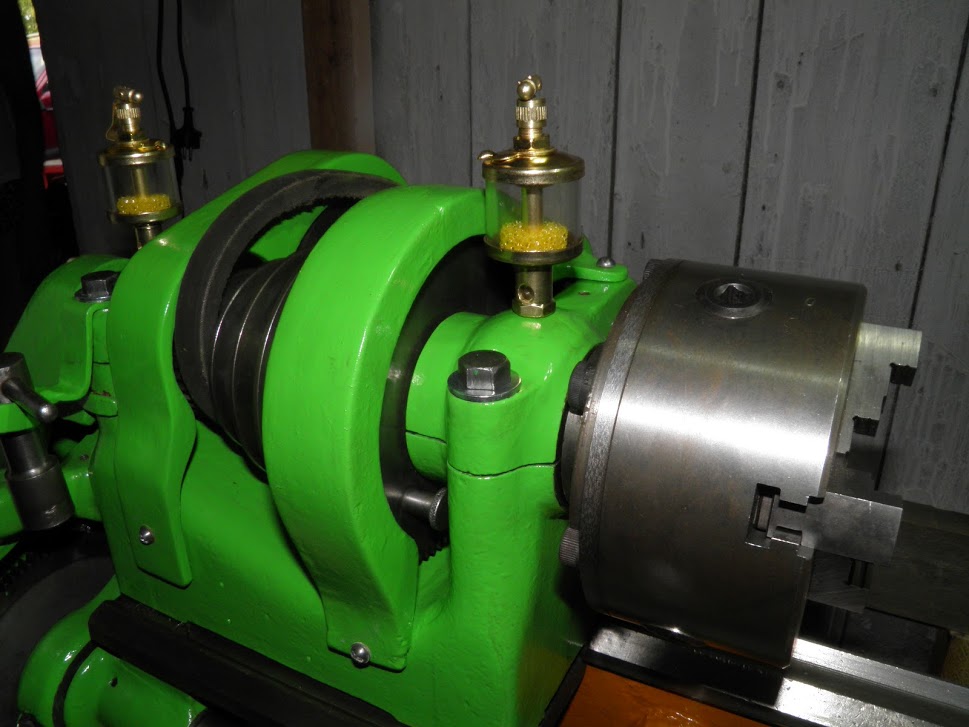
W miejsce uszkodzonych smarowniczek osi napedu przekladni wstawilem male smarowniczki kroplowe, takie same jakie mam na obu lozyskach wrzeciona.

Tokarka podczas pracy zachowuje sie zupelnie przyzwoicie i po skasowaniu luzow w lozyskach wrzeciona nawet przecinanie stali idzie jej bez nadmiernych wibracji.
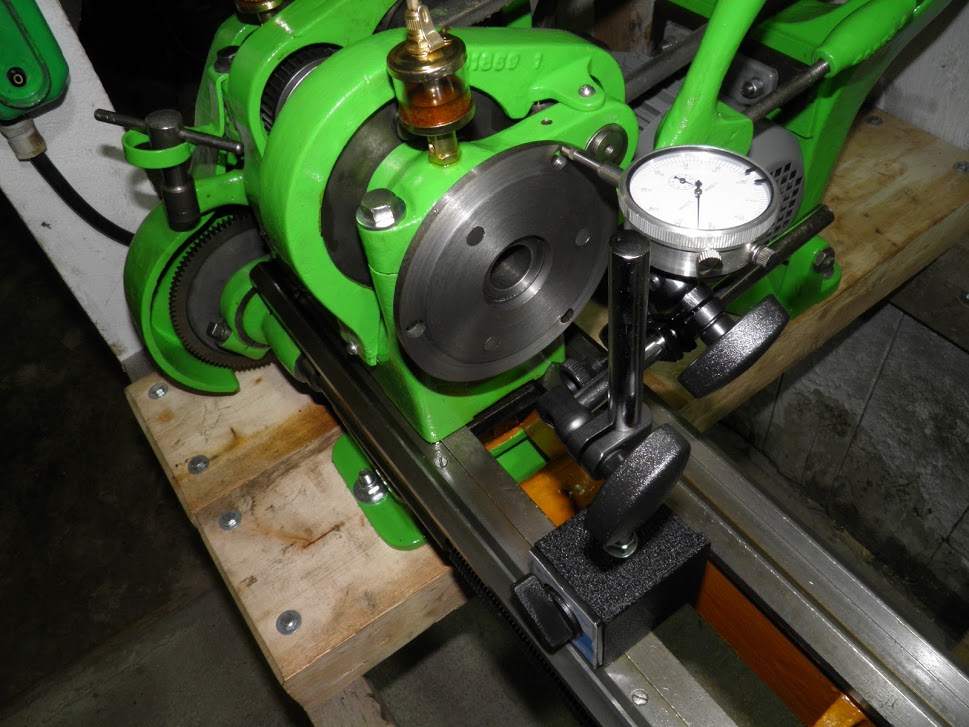
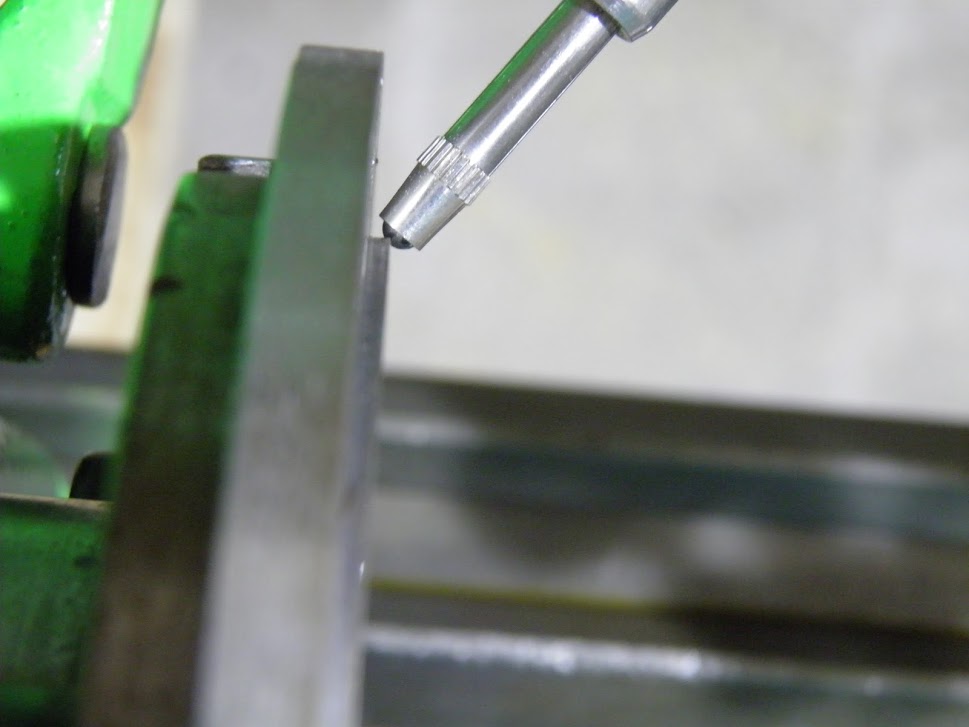
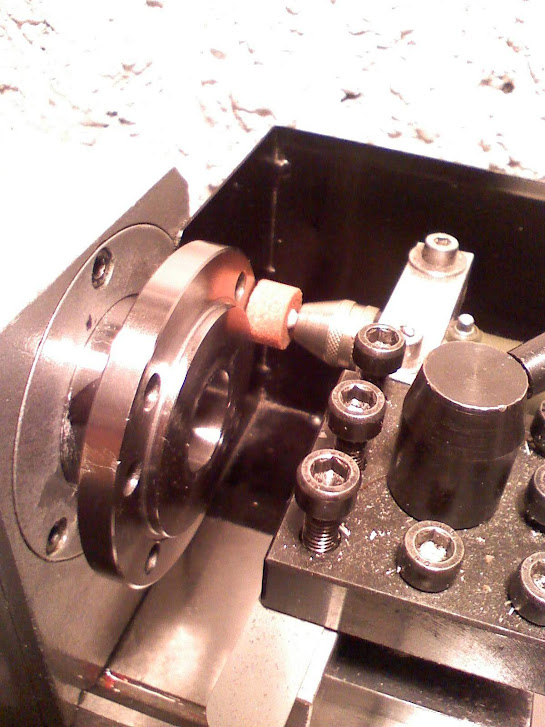
Najpowazniejsza wada tej tokarki jest klasycznie zuzyte loze, co skutkuje ciagnieciem stozka.
Toczenie walka na dlugosci daje taka oto geometryczna wade:
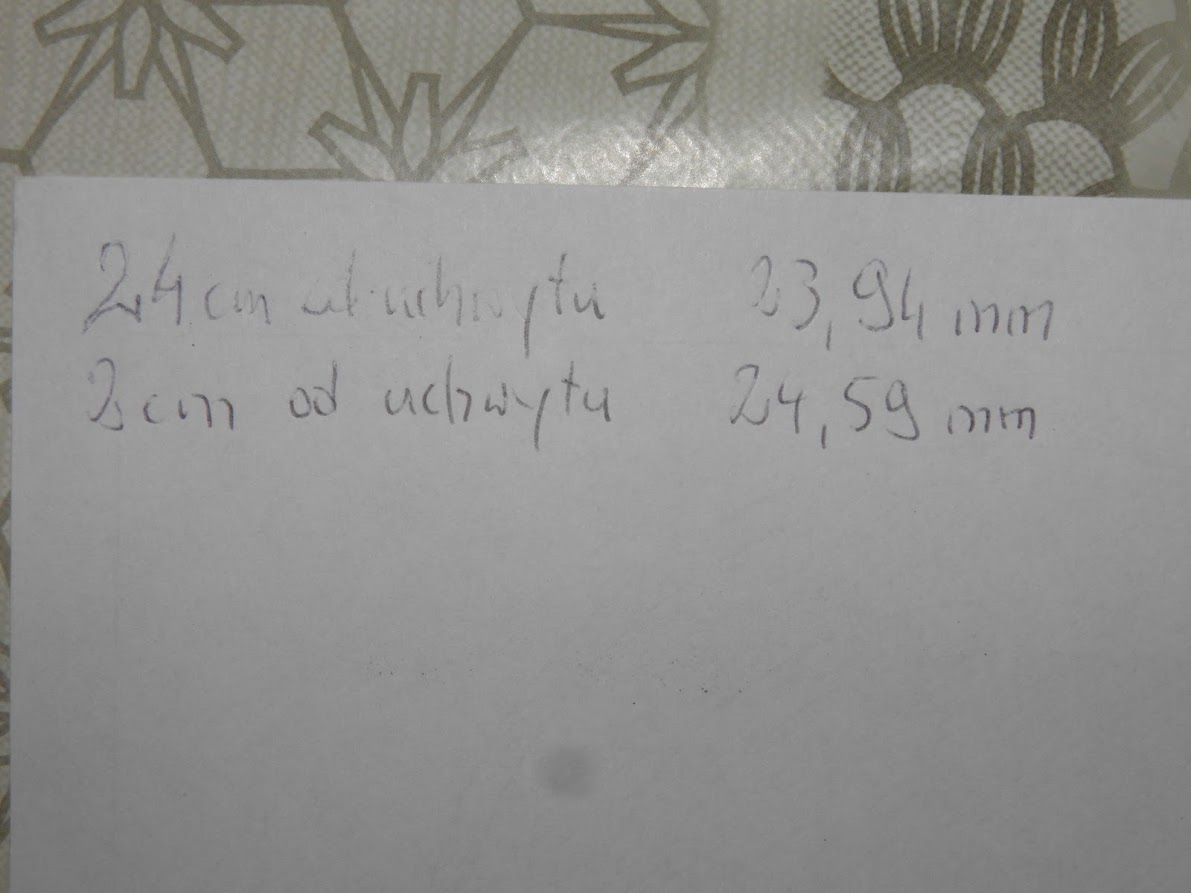
Ale w zwiazku z tym, ze uzywam jej do prac na stosunkowo krotkich elementach to na razie nie jest to wada, ktora dyskwalifikowalaby mi te tokarke z uzycia.
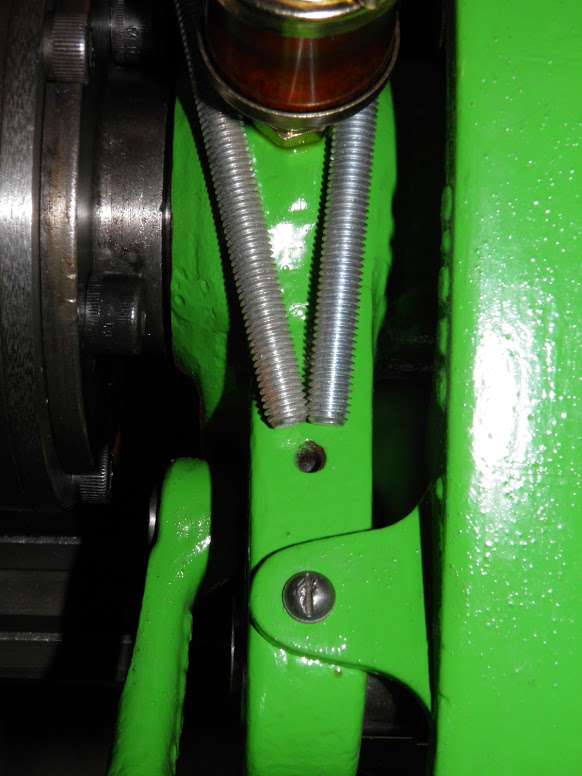
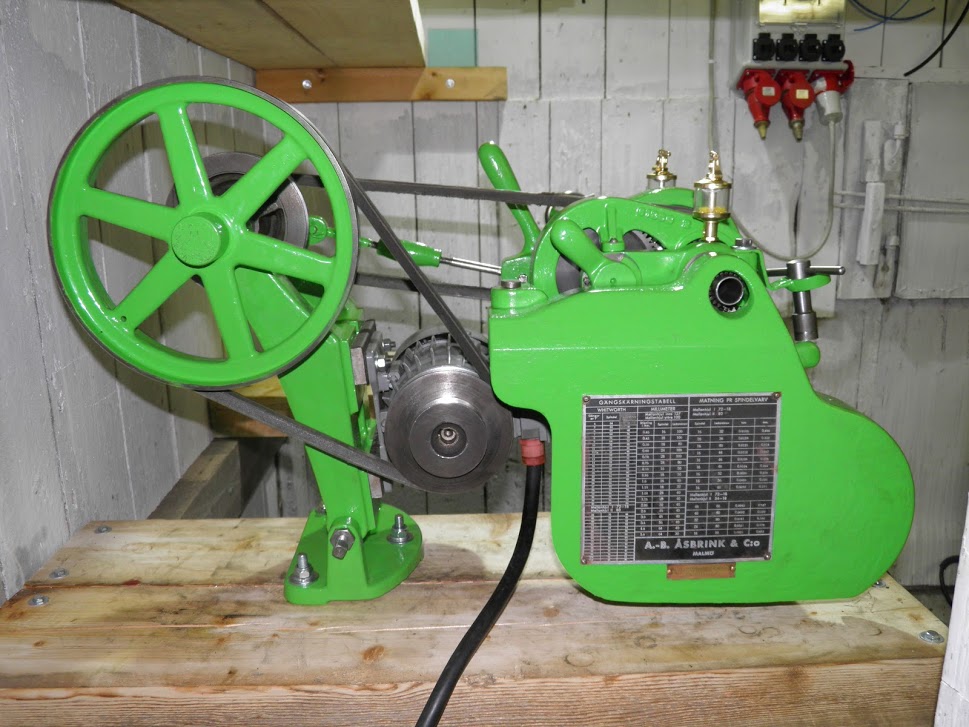
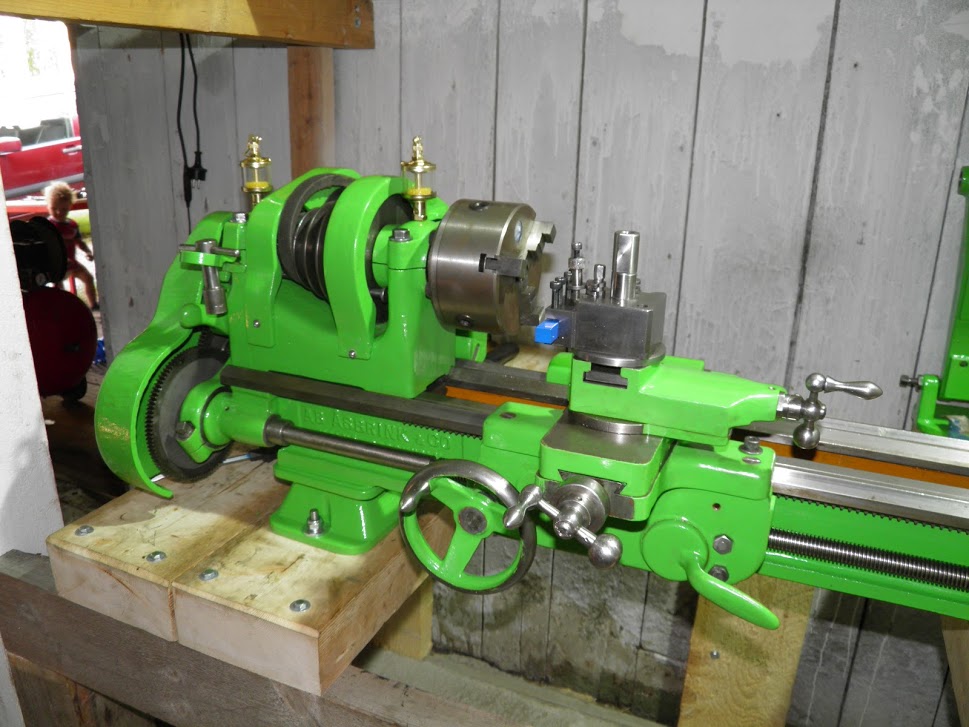
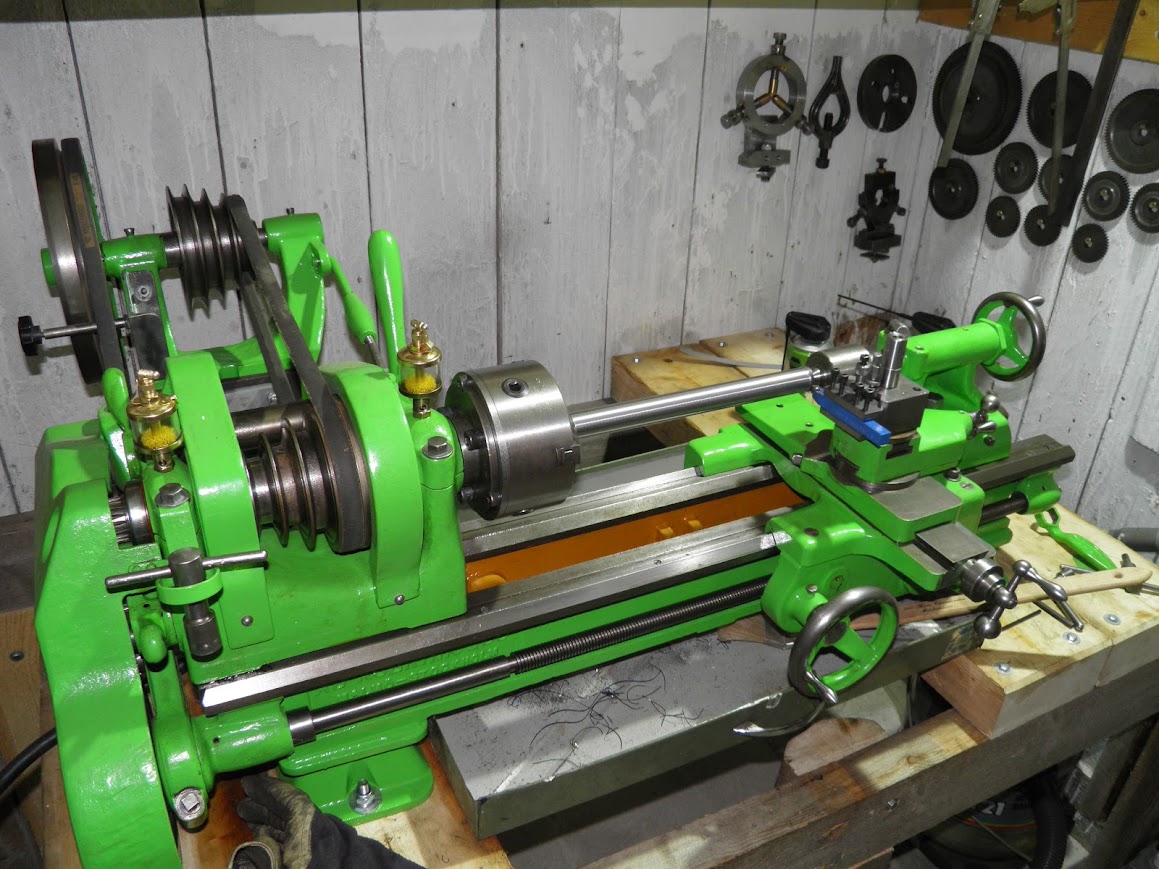
Przysposobilem takze te tokarke do gwintowania.
W tym celu przede wszystkim dolozylem jej zmiane obrotow prawo-lewo za pomoca przelacznika elektrycznego:

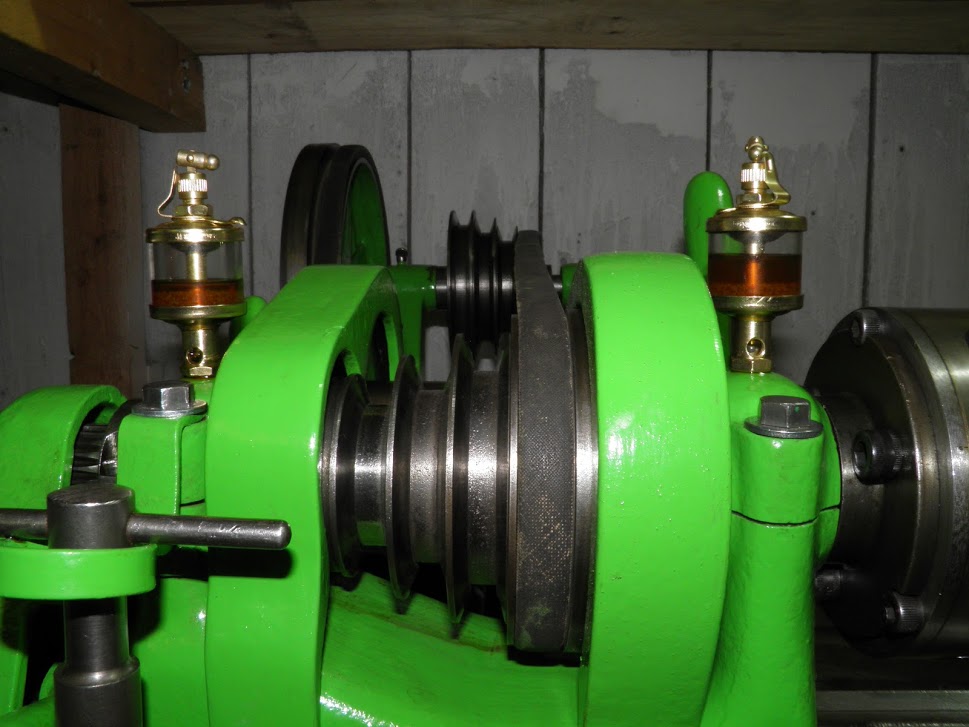
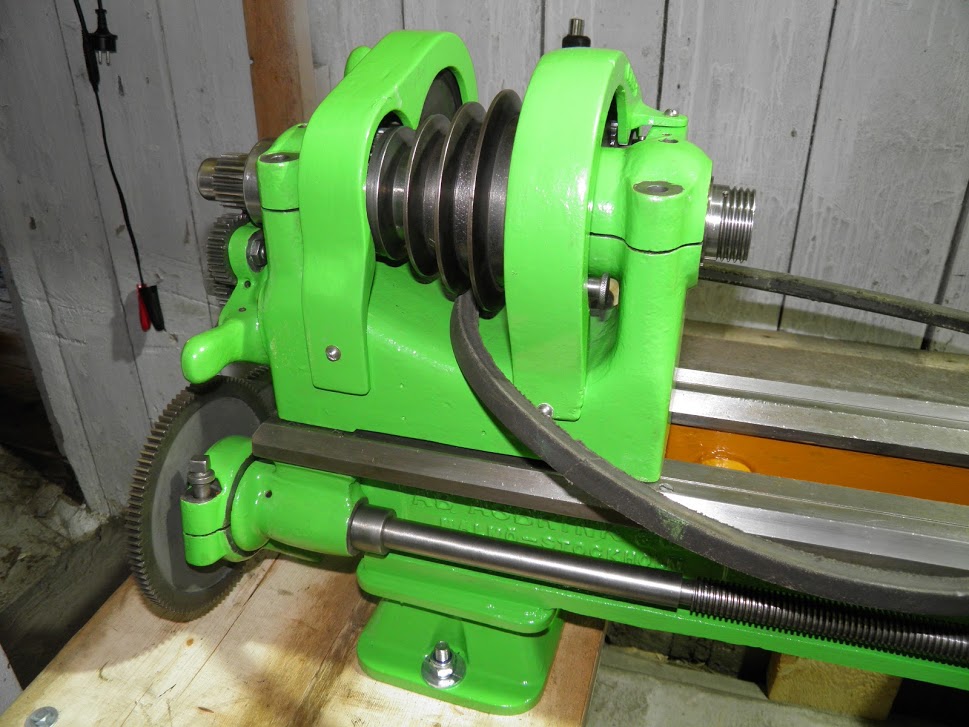
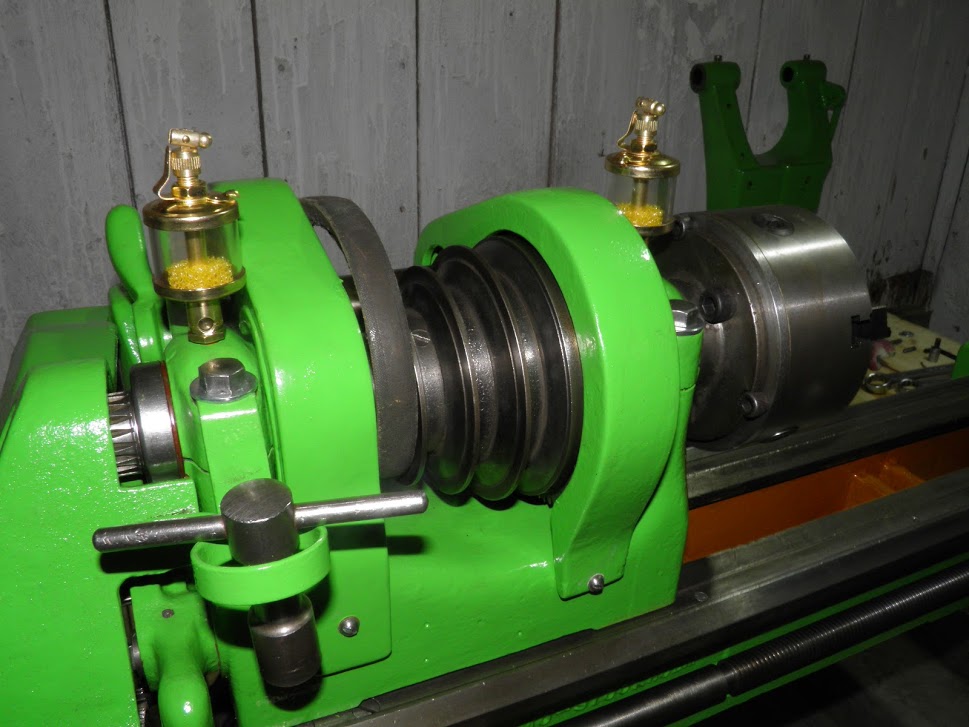
Zmienilem jej takze pasek napedowy na nowego Optibelta.
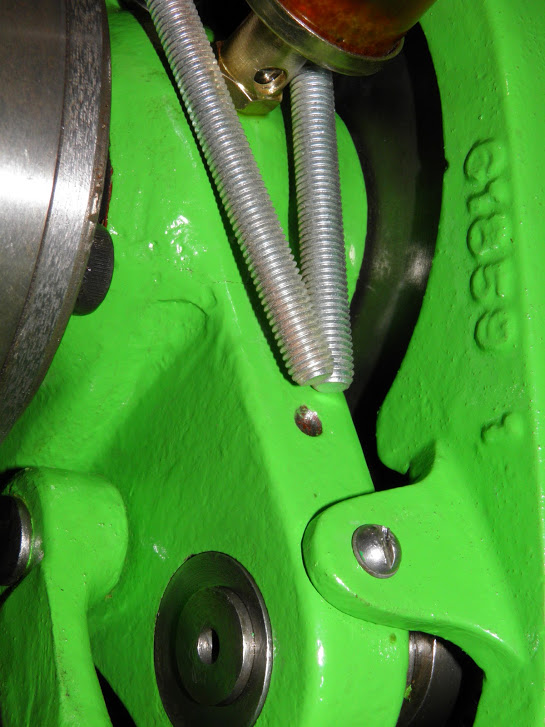
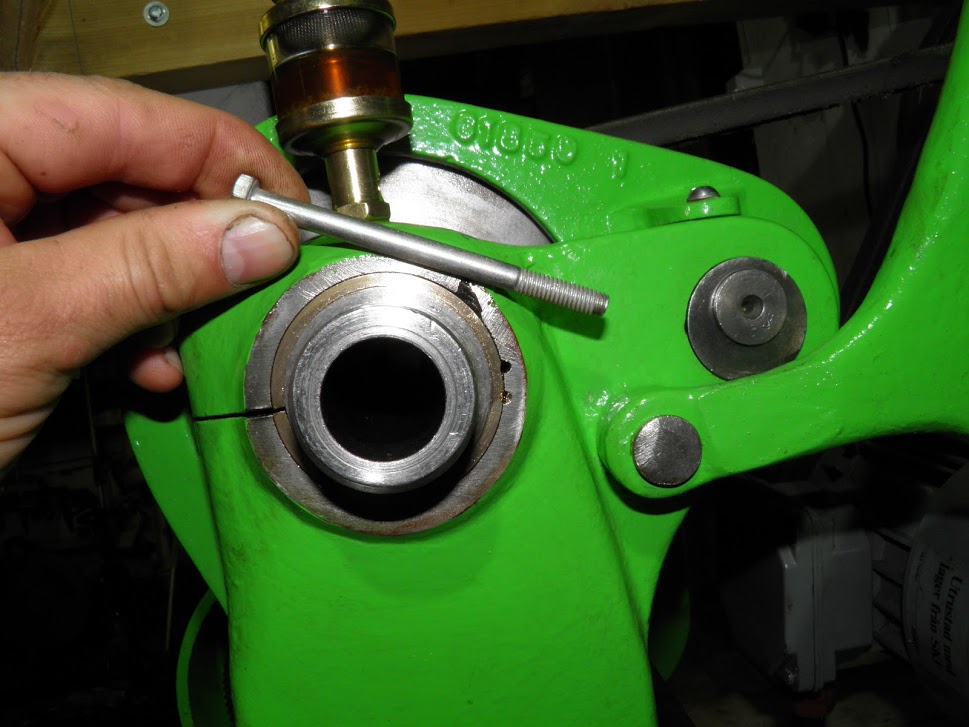
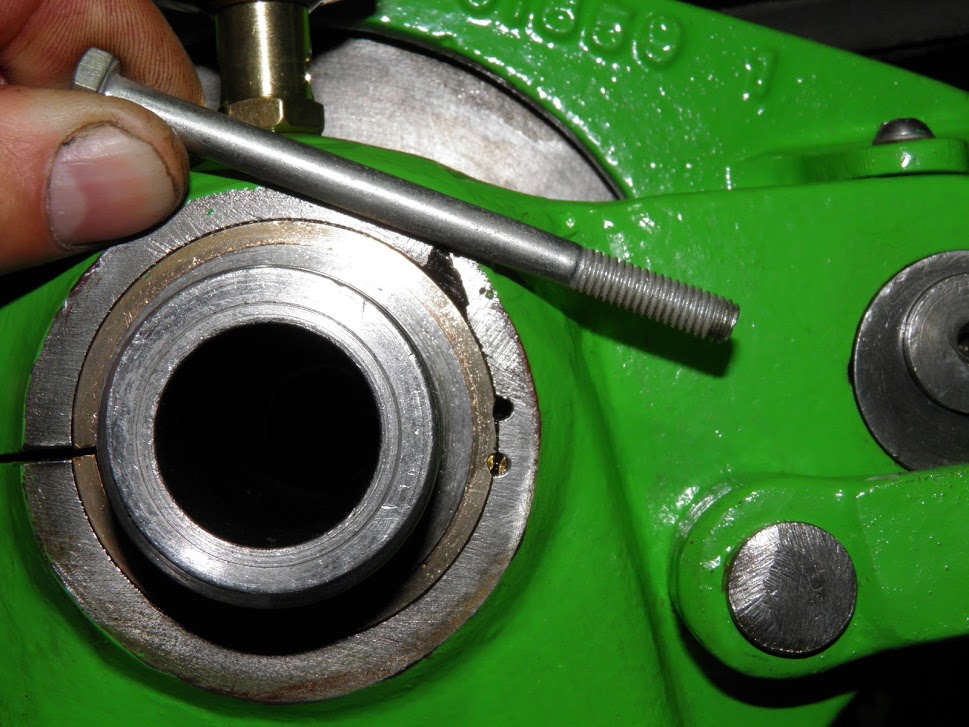
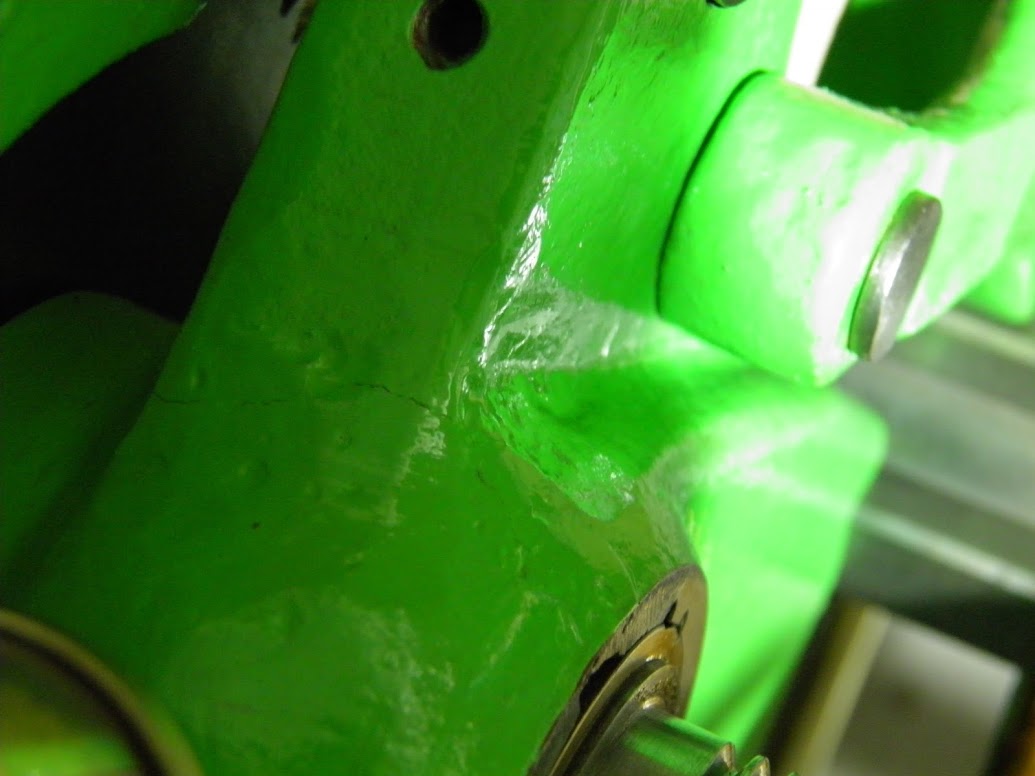
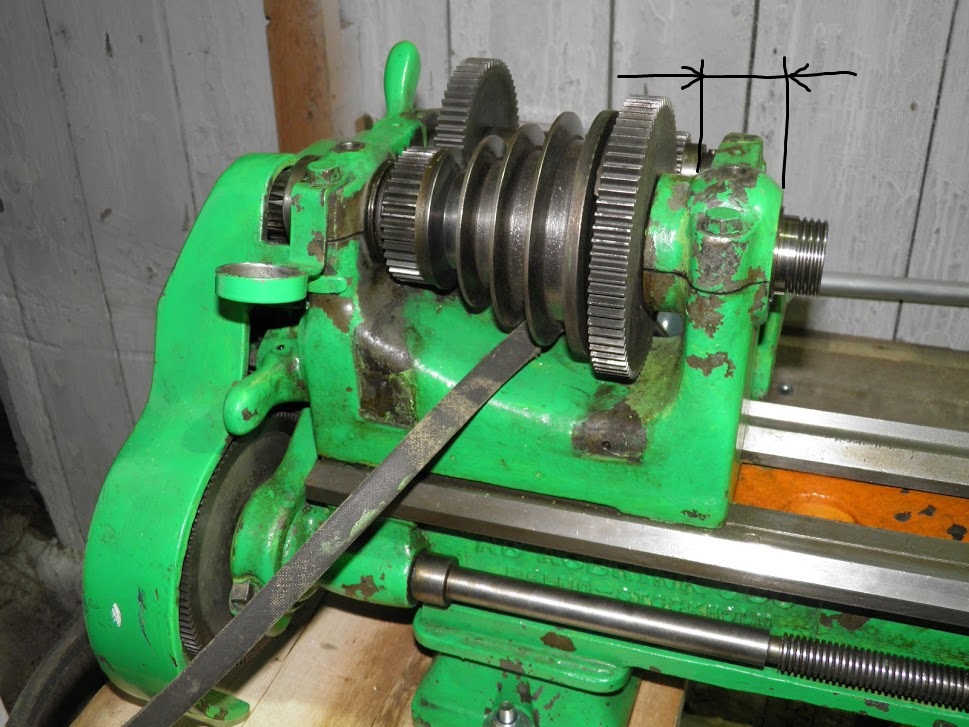
Musialem takze naprawic mocowanie kola pasowego przekladni na walku napedowym.
Okazalo sie bowiem, ze sruby blokujace kola pasowe wybily rowy w walku co skutkowalo denerwujacymi uderzeniami podczas zmiany obrotow walka.
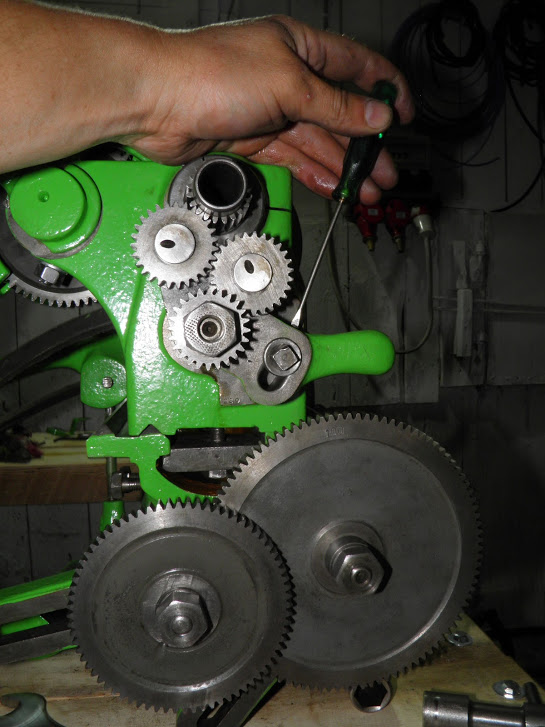
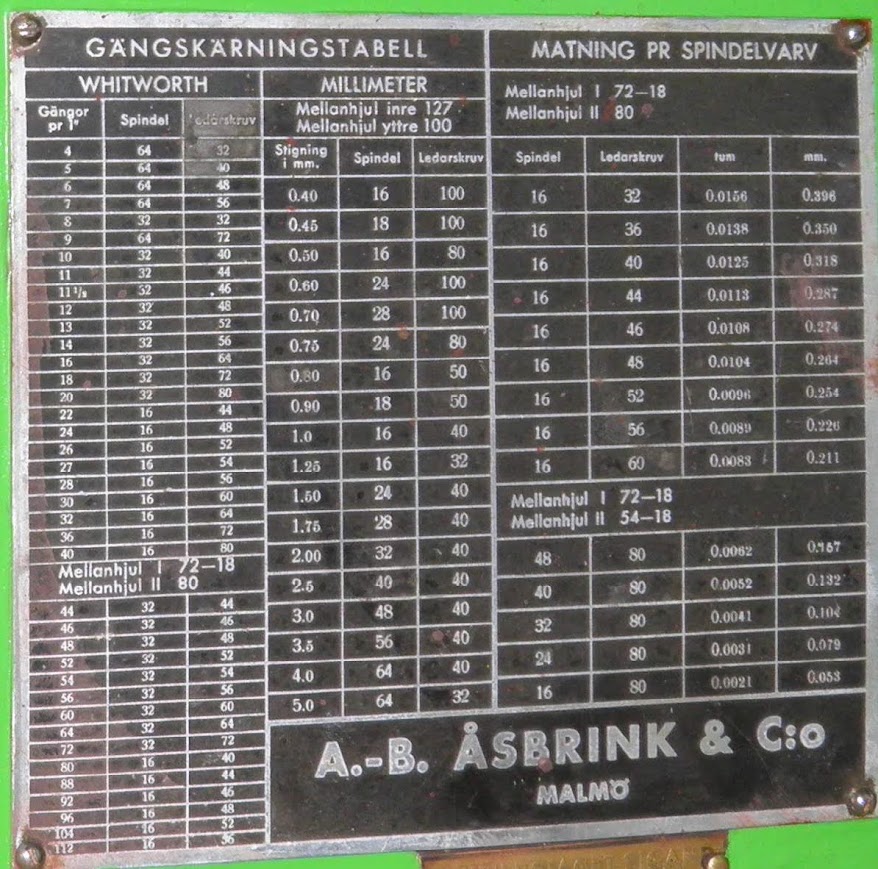
Zgodnie z tabela okreslajaca rodzaj kol zmianowych ustalilem, ze do pelnego kompletu brakuje mi ich az 10 sztuk.
Zamowilem wiec takie kola w krakowskim zakladzie specjalizujacym sie w ich dorabianiu.
Te kola (jak i wszystkie inne gwinty w tej tokarce) nie sa wykonane w standardzie metrycznym tylko najprawdopodobniej maja calowy modul DP18 a kat przyporu to 14,5 stopnia.
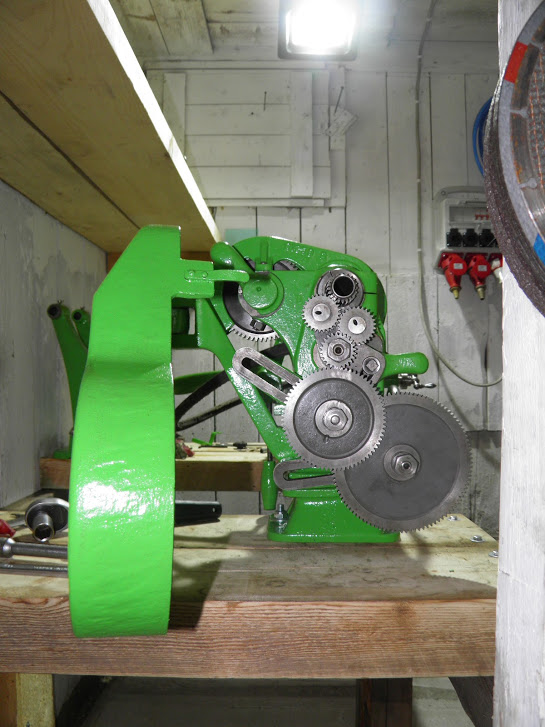
Niedawno otrzymalem przesylke z kolami i wyglada na to, ze niebawem bede sie mogl zabrac za gwintowanie przy pomocy tej tokarki.

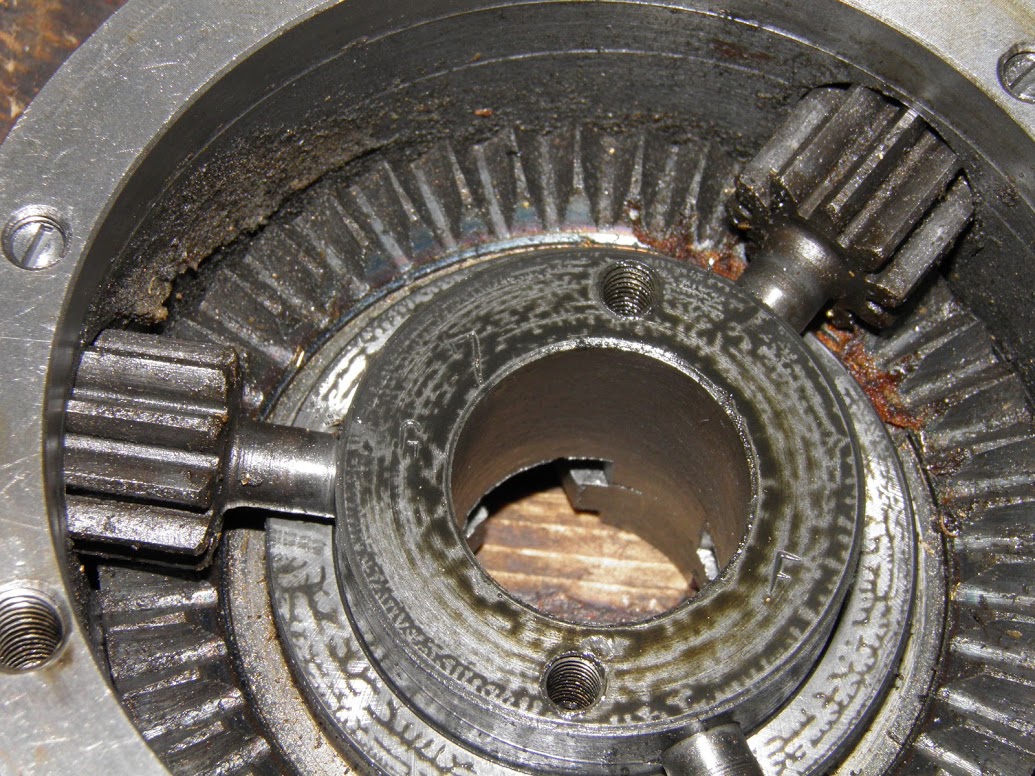
Napisalem "niebawem" bowiem jedno kolo sie "nie udalo"

Otwor pod walek jest mimosrodowy, przesuniety o 0,5 mm w strone kanalka a zarys zebow po stronie kanalka jest nieprawidlowy.
Prawdopodobnie to kolo podczas obrobki musialo sie przesunac w uchwycie i nie skontrolowno tego.
Tak sie akurat sklada, ze jest to najwazniejsze dla mnie kolo bo bez niego nie wykonam gwintow metrycznych o skokach 0,4 - 0,5 - 0,8 - 1,0 - 1,25 czyli tych, ktorych najbardziej potrzebuje.
No ale reklamacja juz zlozona i mam nadzieje, ze nowe kolo bez wad dotrze do mnie jak najszybciej.
Niedawno napisal do mnie jeden z kolegow z tego forum, ktory nabyl taka sama tokarke.
Mam nadzieje, ze odezwie sie w tym temacie i pochwali sie efektami swoich prac.
Ze swej strony doradze co bede mogl.