



Aluminium gatunek 5083.
Posuw dałem na początku 100 mm/min. Gdy się lamalo to zmniejszyłem do 60. Obroty podobnie bo 9000 rpm.
Wykonywaniem na centrum frezarskim.
Czy te odjazdy na łamanie wiora większą niż 1 mm? Mam na myśli np. 2 mm wiercenia i wycofanie 1 mm. Czy więcej?
Znaleziono 3 wyniki
Wróć do „Problem z wierceniem otworów fi 1.5 w aluminium.”
- 24 paź 2019, 22:53
- Forum: Obróbka metali
- Temat: Problem z wierceniem otworów fi 1.5 w aluminium.
- Odpowiedzi: 6
- Odsłony: 1277
- 24 paź 2019, 22:31
- Forum: Obróbka metali
- Temat: Problem z wierceniem otworów fi 1.5 w aluminium.
- Odpowiedzi: 6
- Odsłony: 1277
Re: Problem z wierceniem otworów fi 1.5 w aluminium.
Parametry zmniejszyłem. Posuw nawet 60..
Wiercilem z łamaniem wiora. Na początku 1mm i wycofanie. Później mniej. Może zbyt mało zbierałem?
Wiercilem z łamaniem wiora. Na początku 1mm i wycofanie. Później mniej. Może zbyt mało zbierałem?
- 24 paź 2019, 22:14
- Forum: Obróbka metali
- Temat: Problem z wierceniem otworów fi 1.5 w aluminium.
- Odpowiedzi: 6
- Odsłony: 1277
Problem z wierceniem otworów fi 1.5 w aluminium.
Witam wszystkich. Będę wdzięczny za wszelką pomoc. Jak w temacie, mam problem z wierceniem otworów fi 1.5 w aluminium. Jak na załączonym zdjęciu najpierw wykonuję wiercenie wiertłem fi5 od tylu następnie od góry fi 1.5 w celu połączenia. Wykonując otwory od góry nawiercilem je najpierw fi 1.5 na 5 mm. Następnie chciałem wykonać już finalny otwór także wiertlem fi1.5. Długość otworów jest dość duża bo nawet do 30 mm. Użyłem wiertła hss o długości roboczej 40 mm. Wiertło dość długie Ale trudno było znaleźć coś krótszego. Wiertło lamalo się po wykonaniu 6, 10 lub 2 otworów. Co bylo takze niebezpieczne gdyz 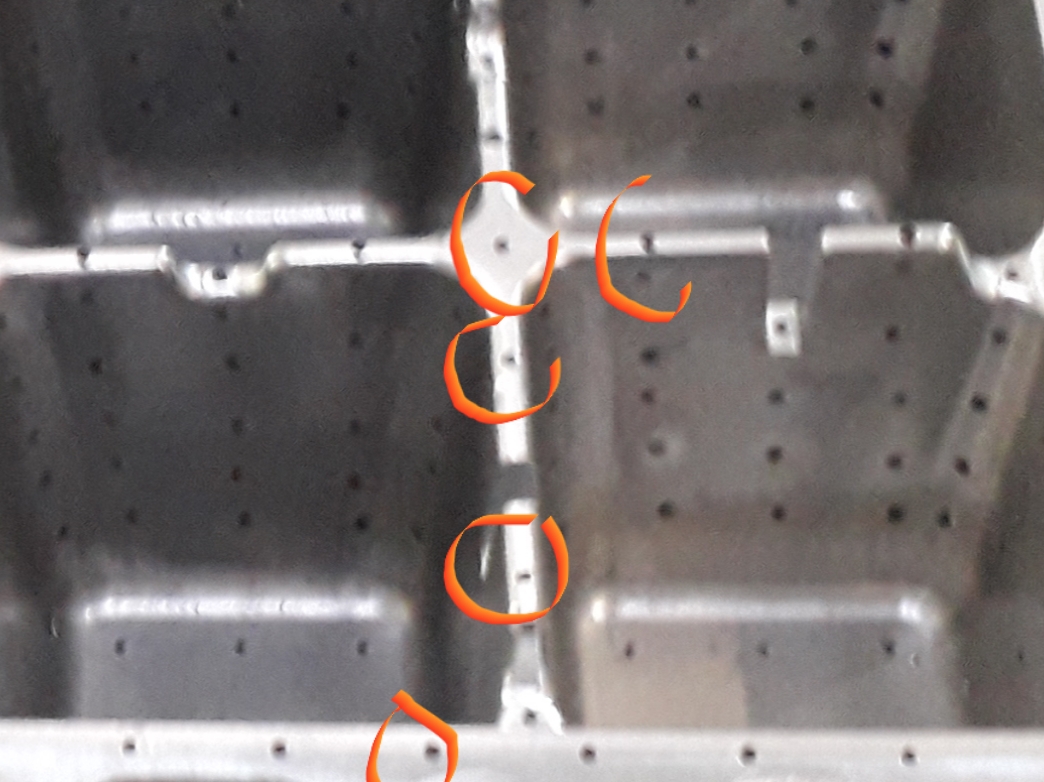 jak widzicie na zdjeciu scianka w ktorej sa otwory jest dość cienka. Duże ryzyko że wiertlo wyjdzie bokiem. Może ktoś miał podobny problem? Użyć wiertła vhm? Lub szukać hss o mniejsze długości roboczej aby było bardziej sztywniejsze?
jak widzicie na zdjeciu scianka w ktorej sa otwory jest dość cienka. Duże ryzyko że wiertlo wyjdzie bokiem. Może ktoś miał podobny problem? Użyć wiertła vhm? Lub szukać hss o mniejsze długości roboczej aby było bardziej sztywniejsze?
jak widzicie na zdjeciu scianka w ktorej sa otwory jest dość cienka. Duże ryzyko że wiertlo wyjdzie bokiem. Może ktoś miał podobny problem? Użyć wiertła vhm? Lub szukać hss o mniejsze długości roboczej aby było bardziej sztywniejsze?





