psqdny pisze: ↑25 wrz 2018, 17:04
Sprawdzę jak będę w warsztacie.
Na pewno nie mam już ustawień fabrycznych, ale podam moje wartości.
Dzięki.
Do głowy mi przyszło, czy przypadkiem nie masz ustawionego przełącznika na SPOOL GUN.
Jak przyszedł do mnie migomat to miałem włączony. Włącznik jest w środku obudowy nad podajnikiem drutu.
Też miałem fabrycznie włączony SPOOL GUN - zauważyłem to gdy zakładałem szpulę drutu. Jako, że przed zakupem migomatu czytałem o SPOL GUN-nie, że jest to po prostu podajnik drutu umieszczony w specjalnym uchwycie spawalniczym więc też jak ty przełączyłem na podajnik standardowy wbudowany w migomat. Ale ktoś kto jest nieobeznany w temacie ma na dzień dobry kłopot bo podajnik standardowy przy włączonym SPOL GUN-nie nie będzie działał. W instrukcji obsługi nic nie wspomina się o tym przełączniku co potwierdza moją wcześniejszą opinię, że instrukcja jest bardzo skąpa i nie uwzględnia wielu ważnych spraw.
Możesz też spróbować zwiększyć docisk na podajniku. Może się nie zatrzymuje drut na rolkach. Dziwna sprawa w sumie.
Zauważyłem, że podajnik jakby pracował przez chwilę po zakończeniu spawania, ale na pewno drut nie wystaje u mnie 20-30mm(!).
Przyjrzałem się dokładnie pracy podajnika. Po zwolnieniu przycisku w uchwycie spawalniczym rolki zanim się zatrzymają jeszcze wykonują obrót o kilka stopni co przekłada się na dodatkowe wysuniecie drutu o ok 3 do 5 mm. Jestem prawie pewny, że napęd niema hamulca. Poślizgu drutu na rolkach nie zauważyłem.
Docisku rolek ustawionego fabrycznie nie zmieniałem - wynosi 2 na skali pokrętła docisku podajnika - jak na zdjęciu.

Dodane 2 godziny 40 minuty 20 sekundy:
Moje wartości:
Prędkość dojazdowa drutu: 50
Indukcyjność: 3
Czas upalania drutu: 60
Czas wypływu gazu: 0
Wartości parametrów podobne do tych ustawionych fabrycznie u mnie.
Sprawdź też rolki ewentualnie.
Masz dwa nacięcia na rolce. Jedna jest pod drut 0.6 a drugą pod 0.8
W zależności od średnicy drutu obracasz rolkę.
Drut o średnicy 0,8 mm, którego używam jest prowadzony w rowku rolki napędowej na drut 0,8 mm. Zwracałem na to uwagę przy zakładaniu szpuli i przepuszczaniu drutu przez podajnik. Który rowek jest który pięknie zaznaczono na rolce.
Dodane 1 godzina 24 minuty 19 sekundy:
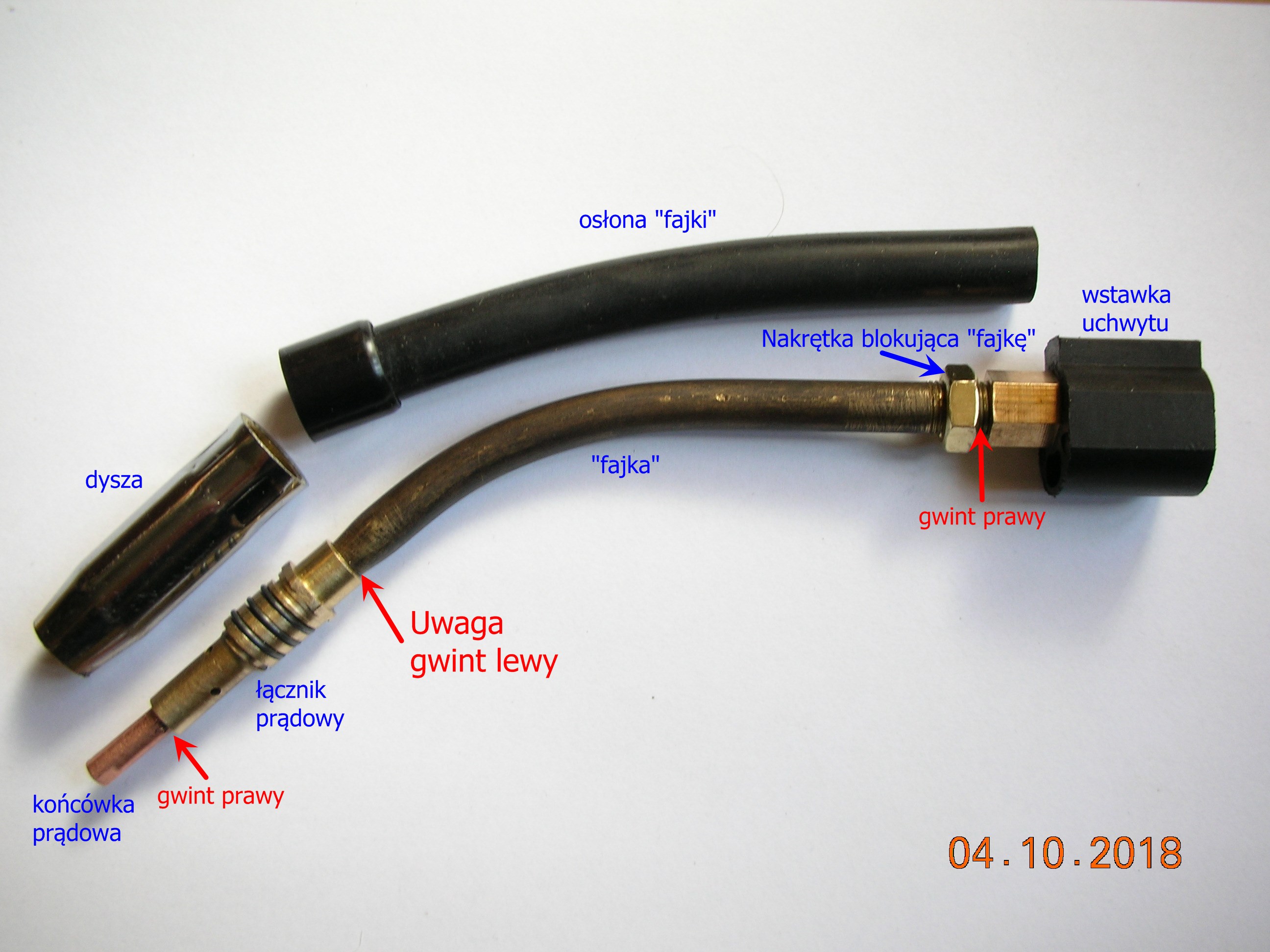
Dziś dalej ćwiczyłem spawanie blach 0,8 mm przy przez cały czas ustawionym maksymalnym czasie upalania drutu 200 ms i problem nadmiernego wystawania drutu z uchwytu nie ustąpił. Wygląda to tak.
Przed spawaniem (drut wysuwam ok 5 mm poza dyszę osłony gazowej abym widzial drut w trakcie spawania)

Po spawaniu (wykonana spoina czołowa długości 80 mm). Uwzględniając bezwładność podajnika wysuniecie drutu poza dyszę osłony gazowej nie powinno być większe niż 11 mm (6 mm +5 mm). Jak widać na zdjęciu jest większe i wynosi 17 mm.

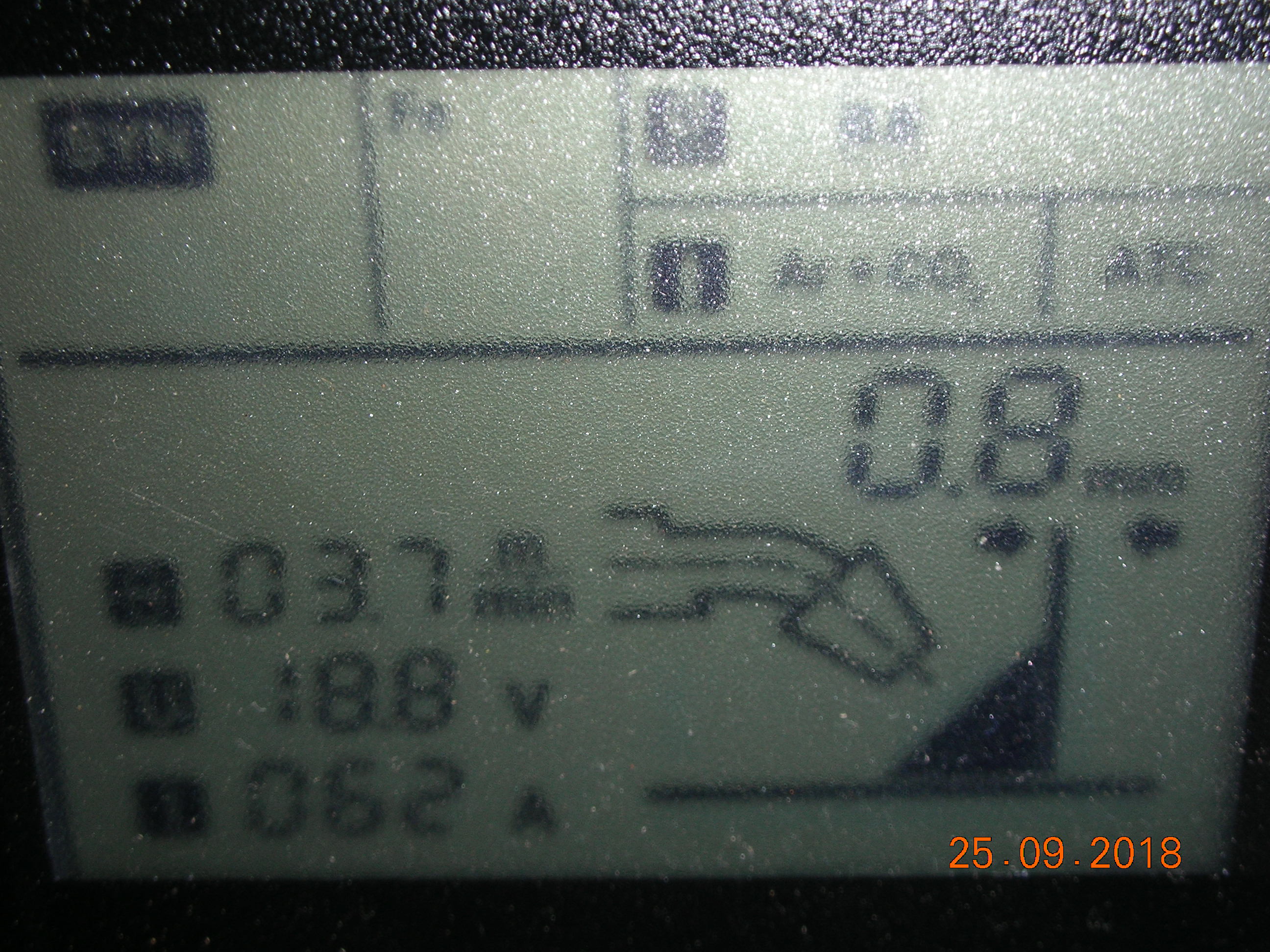
Parametry spawania
Wg serwisu - na co i ty zwracałeś uwagę problem może być spowodowany zbyt szybkim odsunięciem od miejsca spawania palnika po zakończeniu spawania a także utrzymywaniem uchwyty zbyt daleko od spawanych elementów. Prowadząc dyszę osłony gazowej po spawanych materiałach drut upalał się bliżej końcówki prądowej ale występowało wówczas większe ryzyko przepalenia blachy. Podejrzewam, że funkcja upalania drutu nie działa prawidłowo. Polega ona na tym, że po zwolnieniu przycisku w uchwycie zatrzymuje się podajnik ale w dalszym ciągu przez pewien czas pali się łuk i topi (upala) drut. Wydaje mi się, że mogą być dwa powody nieupalania drutu. Pierwszy to zbyt krótki czas upalania. Drugi to może funkcja upalania nie działa w pełni przy spawaniu niskim prądem (spawanie cienkich blach) bo moc łuku jest zbyt słaba by upalić dłuższy odcinek drutu.
Spróbuję sprawdzić tą hipotezę spawając grubsze blachy większym prądem czego jeszcze nie robiłem.