



Kamar, zaczynam się bać. Ty widzisz więcej, niż Jackowski!
Ale faktem jest, że zamiast rysować cały przekrój nakiełka dużo łatwiej wstawić jego symbol, jak jest na to norma. Ot jak na pierwszym rysunku:

Na marginesie, są tabele, które mówią, jaki znormalizowany nakiełek zastosować do konkretnego wału. Jakby ktoś chciał, tu znalazłem: https://pkm.edu.pl/index.php/waly/309-06000228 - przy czym to dotyczy nakiełków typ A, B i R. Natomiast nakiełki z gwintem dobiera się w zależności od tego, jaki gwint jest nam potrzebny. Czy będzie na tym gwincie wisiał wał podczas hartowania, czy będzie tam przykręcona jakaś popierdułka.
Żeby przed kamarem wydać się jeszcze mądrzejszy, to tak na marginesie (a co, forum ma też uczyć) wspomnę, że oprócz klasycznego nakiełka z gwintem, oznaczonego jako DIN-D, mamy też DIN-DR i DIN DS. DR to nakiełek z promyczkiem, a DS dodatkową fazą, jak w nakiełkach chronionych.
Oczywiście, że nakiełki z gwintem robi się nawiertakami.
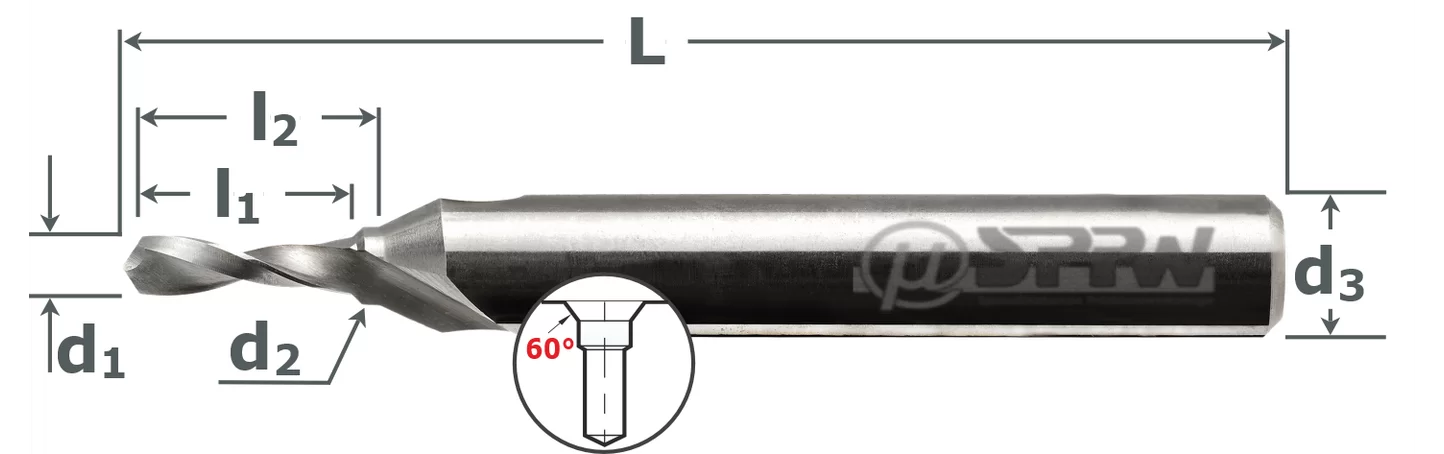
Na przykład takim nakiełki D:
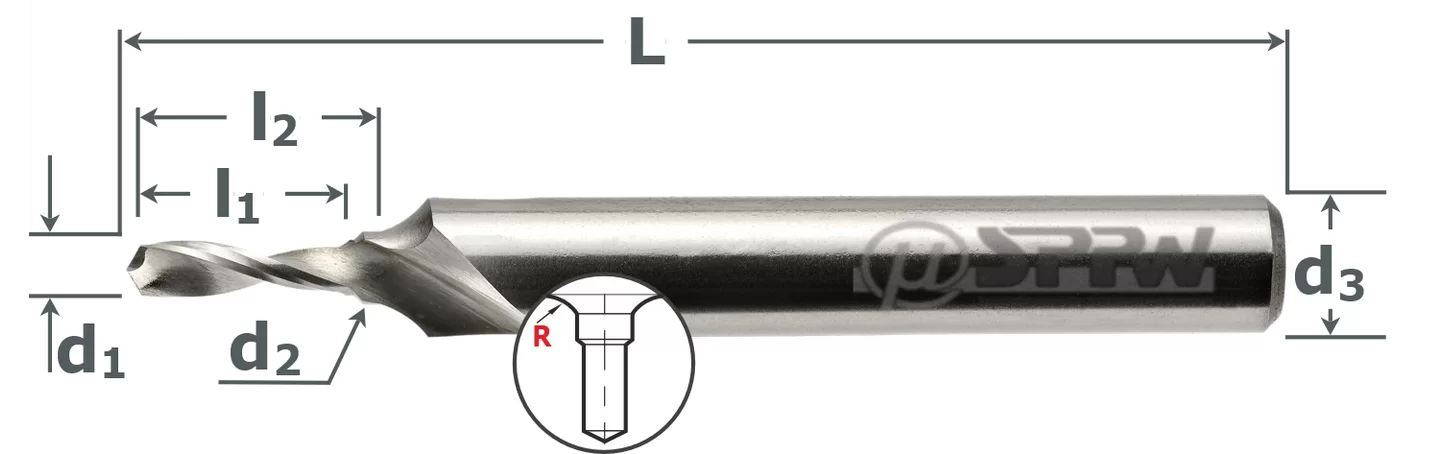
Takim nakiełki DR:
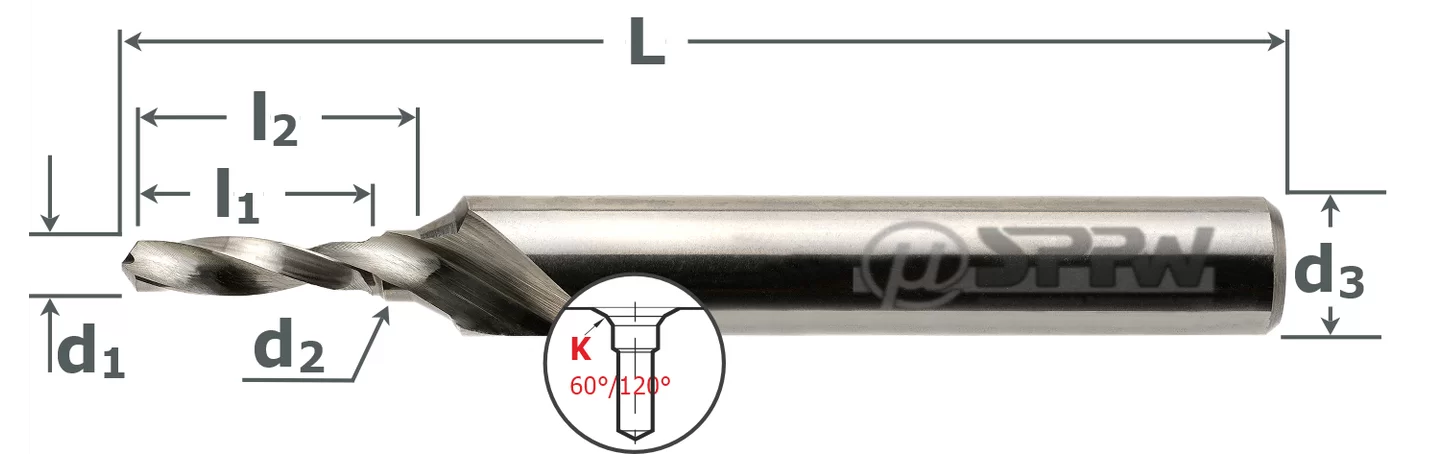
A takim nakiełki DS:
Kamar wiedział, ale inni się dowiedzieli.





