



Zewnętrzna średnica zaworu - po co obrabiać? Przecież ona styka się z powietrzem i nie ma wpływu na nic.
za to gniazdo grzyba powinno być gładkie, żeby uszczelka mogła siąść.
Zobacz (nie chciało mi się rysować) podobny zawór:
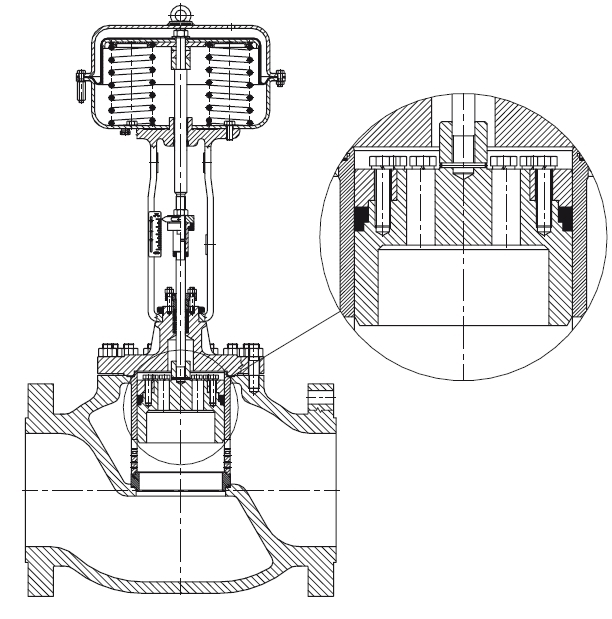
Podobny, bo tam masz prowadzenie w tulejce, która jest częścią pokrywy zaworu (na powiększeniu szczegółu drobno kreskowana), a u ciebie w korpusie, ale to nie ma znaczenia. Za to widać tam (czarne) uszczelnienie. A jeśli to ma chodzić w tej tulejce i się nie zużywać, to gładkie musi być. Stąd uwaga.
Ale popatrz na dół, jak zamyka się grzybek. Widzisz - musi wejść w obrobione gniazdo, płaszczyzna z góry musi być obrobiona, bo inaczej szczelne nie będzie.
A po bokach niczego nie obrabiasz, bo tam tylko medium płynie i może być nieobrobione.
Właśnie - jak masz dobry rysunek, to wiesz co musisz obrabiać, z jaką dokładnością i czym. Wtedy jesteś w stanie zrobić proces technologiczny. Ja rozumiem, że twój wykładowca miał tyle samo do czynienia z obróbką, co ty, albo i mniej. Ja rozumiem, że gościu po prostu zarabia na życie, prowadząc zajęcia. Znam te bóle, w tym zakresie przez lata w szkołach nic się nie zmieniło. Tym niemniej, jak chcesz pomocy od nas, to zróbmy to tak, żebyś na każde pytanie mógł odpowiedzieć i czegoś się dodatkowo nauczyć. Bo nam będzie trochę wstyd, jak potraktujesz temat "na odwal się".






