



Znaleziono 5 wyników
Wróć do „odlew kolektora dolotowego z aluminium - dobór techniki”
- 03 lip 2017, 18:10
- Forum: Odlewnictwo / Topienie Metali
- Temat: odlew kolektora dolotowego z aluminium - dobór techniki
- Odpowiedzi: 11
- Odsłony: 5824
- 02 lip 2017, 21:35
- Forum: Odlewnictwo / Topienie Metali
- Temat: odlew kolektora dolotowego z aluminium - dobór techniki
- Odpowiedzi: 11
- Odsłony: 5824
- 02 lip 2017, 20:26
- Forum: Odlewnictwo / Topienie Metali
- Temat: odlew kolektora dolotowego z aluminium - dobór techniki
- Odpowiedzi: 11
- Odsłony: 5824
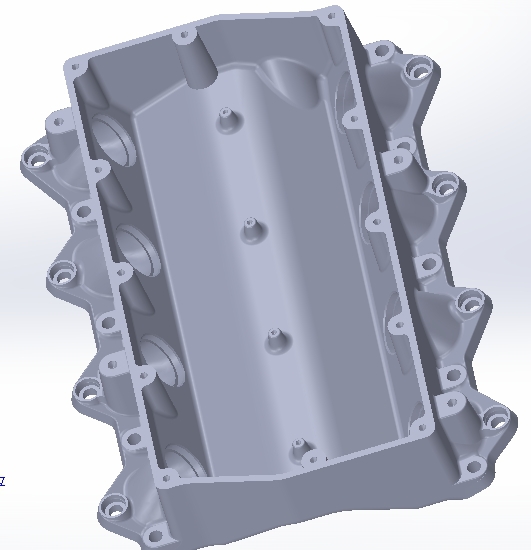
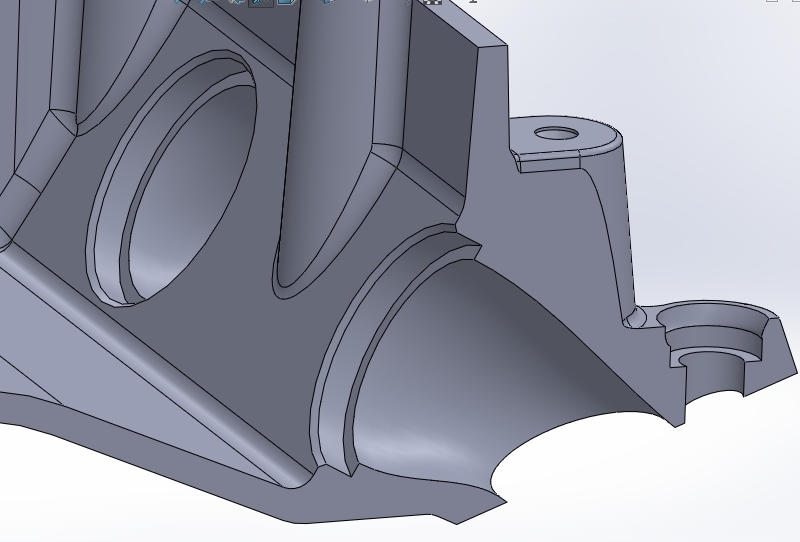
R10 wewnątrz kolektora może być, próbowałem, wychodzi z wyjątkiem tego poniżej kanałów, tam musi pozostać jako R5. Większe R generuje jakiś konflikt geometrii i SW nie przyjmuje zmian. Zaokrągleń na zewnątrz zmienić nie mogę (z wyjątkiem dużych narożnych), bo wychodzą błędy. Mogę je usunąć, ale wtedy ciężej będzie frezowi dotrzeć do ciasnych wewnętrznych narożników. Wszystkie zaokrąglenia mogą być zastąpione fazami.Steryd pisze:Jake znaczenie mają promienie wewnętrzne? Muszą być takie male! Czy np r10 nie wystarczy? (...) Promienie zewnetrzne to estetyka, czy pełnią jakąś role? Moze da sięje zastąpić chocby fazami?
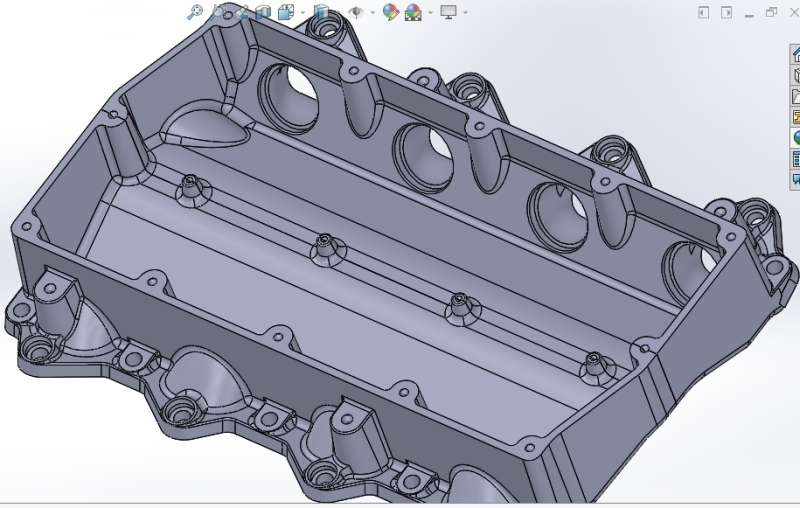
te pogłębienia, to gniazda do oprawienia tzw. runnerów (kanałów powietrznych) lub zamiennie krótkich "trąbek". Widoczne poniżejSteryd pisze:Pogłębienia wewnetrzne to po co one tam są?
Kanały muszą być takie fikusne, czy wystarczy walec na skos,
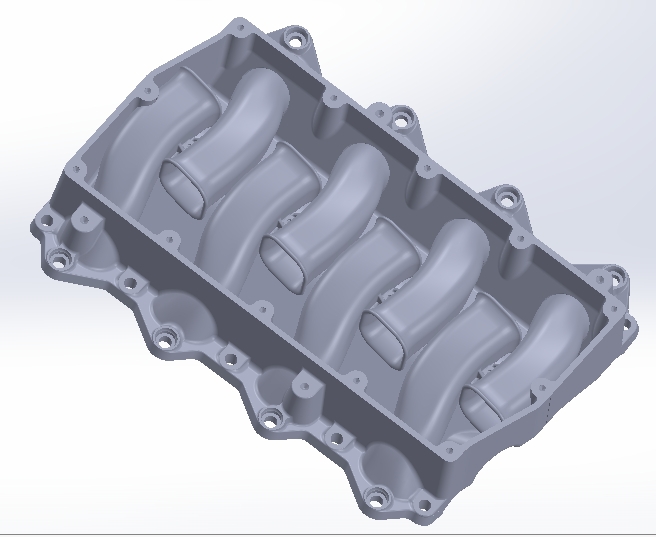
Kształtu tych kanałów niestety nie mogę zmienić. Rozmieszczenie portów w głowicy (kanał od uszczelki do grzybka zaworów ssących) nie jest równe. W swoim projekcie nie moglem utrzymać takich samych odstępów, bo nie zmieściłbym ośmiu identycznych runnerów. Wynikiem tego są przesunięcia osiowe gniazd do oprawy runnerów względem portów w głowicy - cztery różne w ramach każdej głowicy, zatem każdy czterech kanałów na stronę jest nieco inny. Ich "fikuśny" kształt to łagodne przejście z wewn. powierzchni runnera (okrągły w miejscu styku z kolektorem) w kierunku głowicy silnika, gdzie kształt jest owalny. Przepustowość kanału to duże uproszczenie. W kanale zachodzą zjawiska falowe, a w trosce o zasady mechaniki płynów należy dążyć do jak najłagodniejszej zmiany kierunku kanału, czy zmiany średnicy. Zawirowania powietrza, czy zakłócenia jego "pędu" nie są wskazane. Tak w dużym skrócie, bo fachowcem od CFD nie jestem.
Dziękuję, że podzieliłeś się swoim doświadczeniem, ale kilka faktów warto sprostowaćjasiu... pisze: Gdyby ten kolektor miał być wykonany z żeliwa, problemu nie widzę (...)Można też metodą wytapianych modeli (wosk, styropian). (...) Ale tobie zamarzyło się aluminium i tu widzę problem (...) Odlewania w piasku nie polecam, (....) w piachu raz, że się pognie, dwa, nie uwierzę, że nie będzie mikropęknięć,(....) To nie jest metoda do cienkościennych elementów z aluminium. A kolektor cienkościenny przecież jest.
Aluminium powszechnie odlewa się metodą wytapianych modeli. Oczywiście głównie w fabrykach/odlewniach, w których dopracowano starannie szczegóły. Przy amatorskich próbach też wychodzi, ale wiadomo, jest to trudniejsze, aby efekty były zadowalające. Proszę, oto przykład:
ścianki w oryginalnym kolektorze mają grubość 4,5 mm lub odrobinę większą. Patrząc na powierzchnię, ewidentnie nie jest to odlew z formy kokilowej. Wygląda jak z piaskowej. Poniżej odlewanie kolektora ssącego w formach piaskowych. Nie widzę tu żadnego wywierania ciśnienia, tylko grawitacja, ewentualnie ciśnienie słupa aluminium we wlewie
- 01 lip 2017, 00:39
- Forum: Odlewnictwo / Topienie Metali
- Temat: odlew kolektora dolotowego z aluminium - dobór techniki
- Odpowiedzi: 11
- Odsłony: 5824
Alu znalazlem ciut taniej, bo niecałe 21 zł/kg brutto + transport 50. Blacha 80mm, 30 kg, firma Avanti. Nieistotne w sumie. Potwierdzam, słyszałem że praca wymaga dlugiego frezu, a to kosztuje. Czy cnc w styrodurze jest niewiele tańsze ? Nie wiem. Badam rynek. Znalazłem firmę frezującą cnc 5 osi w styrodurze i mdf. Deklarują dokładność 0,2 mm. Śmiem twierdzić, że to tańsze niż praca frezarkami zapewniajacymi dokładność rządu jednej setki z użyciem drogich i mocniej zużywających sie frezów. Jak jest naprawdę, okaże się, gdy zaczną spływac oferty. Rownolegle szukam informacji nt. wydruku modelu w 3D. Może wyjdzie taniej.
Cała ścieżka z odlewem, którą opisałeś wyjdzie drożej ale po sprzedazy 3 kolektora będę do przodu mając perspektywy na dalszą sprzedaż
Cała ścieżka z odlewem, którą opisałeś wyjdzie drożej ale po sprzedazy 3 kolektora będę do przodu mając perspektywy na dalszą sprzedaż
- 30 cze 2017, 22:27
- Forum: Odlewnictwo / Topienie Metali
- Temat: odlew kolektora dolotowego z aluminium - dobór techniki
- Odpowiedzi: 11
- Odsłony: 5824
odlew kolektora dolotowego z aluminium - dobór techniki
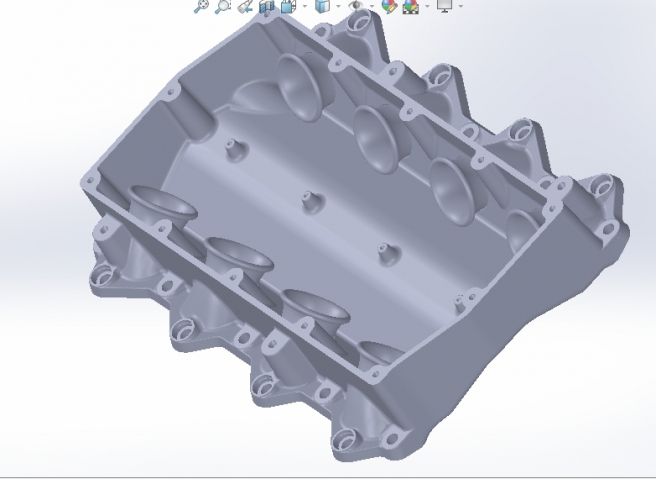
Witam zainteresowanych tematem  Robię przymiarki do wykonania CNC kolektora dolotowego z aluminium PA11. Projekt wykonałem w SolidWorks. Koszt CNC miażdży przeciętnego pasjonata, więc pomyślałem o powieleniu pomysłu w kilku/ kilkunastu sztukach i sprzedaż, aby nakłady się zwróciły. Próbuję zgłębić podstawy wiedzy z zakresu odlewnictwa i dobrać metodę odlewu. Rozsądnie byłoby to oddać w ręce doświadczonej odlewni. Wymiary kolektora to 417x305x79 mm, waga ok. 4,8 kg, objętość 1700cm3. Pochylenie ścian 3% lub większe. Grubość ścian od 5 mm do ok 33. Zrzuty poniżej
Robię przymiarki do wykonania CNC kolektora dolotowego z aluminium PA11. Projekt wykonałem w SolidWorks. Koszt CNC miażdży przeciętnego pasjonata, więc pomyślałem o powieleniu pomysłu w kilku/ kilkunastu sztukach i sprzedaż, aby nakłady się zwróciły. Próbuję zgłębić podstawy wiedzy z zakresu odlewnictwa i dobrać metodę odlewu. Rozsądnie byłoby to oddać w ręce doświadczonej odlewni. Wymiary kolektora to 417x305x79 mm, waga ok. 4,8 kg, objętość 1700cm3. Pochylenie ścian 3% lub większe. Grubość ścian od 5 mm do ok 33. Zrzuty poniżej
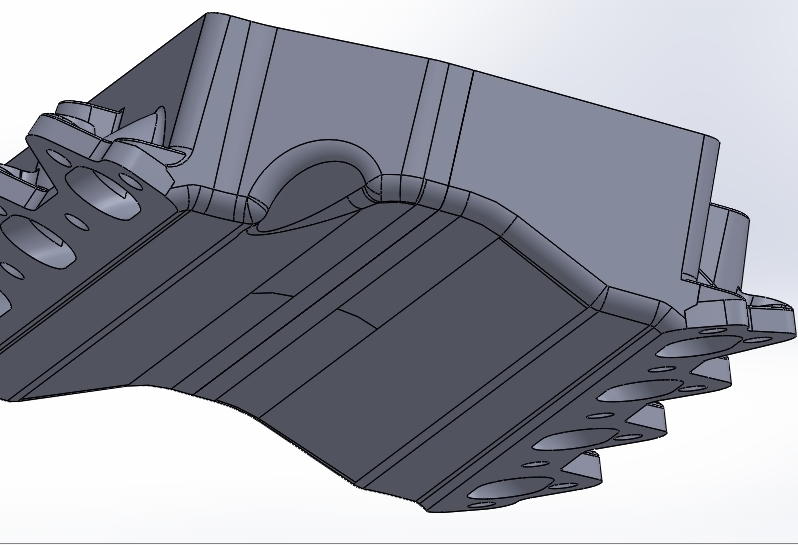
Pojawiły się liczne dylematy. Zacznę od techniki odlewu. Może ktoś z Was pomoże
1. metoda grawitacyjna w formie piaskowej. Do zrealizowania w moim mieście. Muszę wykonać model CNC w styrodurze, drewnie lub innym materiale i dostarczyć do pracowni odlewniczej. Problem jaki ja, laik widzę to podział formy piaskowej. Nie będzie to jedna płaszczyzna. Chyba lepiej byłoby od razu drukować 3D z płaszczyzną podziału (naturalną ?)
2. metoda traconego wosku. Brat jubiler korzysta, więc mniej więcej łyknąłem temat. Problem to rozmiary. Waga produktu na styk dla tej techniki ale większość odlewni w kraju, jakie znalazłem akceptuje wymiary do ok 300mm. W okolicy tego nie zrobię
3. metoda traconego styropianu (w uproszczeniu). Po rozmowie z inż technicznym z lokalnej odlewni wydaje się najrealniejsza do wykonania. Wprawdzie nie wykonują tą techniką, ale jak im dostarczę model piankowy to pomyślą nad odlaniem w piasku fornierskim, bez wcześniejszego pokrywania materiałami ceramicznymi, mączka kwarcową i wypalania. Wypalać miałby bezpośrednio stop alu. Ponoć dużą uwagę trzeba przyłożyć do odgazowania formy i ustaleniu miejsc wlewu/przelewu. Zastanawiam się nad wykonaniem masywnej formy do spienienia styropianu z laminatów epoksydowych, ale obawiam się dużych sił rozprężnych. Czy spienianie styropianu mógłbym zastąpić jakaś pianką dwuskładnikową, która rozprężałaby się pod wpływem reaktora chemicznego, a nie pary wodnej ?
Proszę o poradę. Założenia to jak najtańsza technika mająca uzasadnienie w niewielkiej serii. Człowiek z odlewni dopiero podjął analizowanie tematu i odpowiedzi jeszcze nie mam. Chciałbym to odlać w siluminie, choć on zaproponował inny stop o dosyć dobrej lejności i przyzwoitych parametrach wytrzymałościowych (nazwy nie pamiętam).
Pojawiły się liczne dylematy. Zacznę od techniki odlewu. Może ktoś z Was pomoże
1. metoda grawitacyjna w formie piaskowej. Do zrealizowania w moim mieście. Muszę wykonać model CNC w styrodurze, drewnie lub innym materiale i dostarczyć do pracowni odlewniczej. Problem jaki ja, laik widzę to podział formy piaskowej. Nie będzie to jedna płaszczyzna. Chyba lepiej byłoby od razu drukować 3D z płaszczyzną podziału (naturalną ?)
2. metoda traconego wosku. Brat jubiler korzysta, więc mniej więcej łyknąłem temat. Problem to rozmiary. Waga produktu na styk dla tej techniki ale większość odlewni w kraju, jakie znalazłem akceptuje wymiary do ok 300mm. W okolicy tego nie zrobię
3. metoda traconego styropianu (w uproszczeniu). Po rozmowie z inż technicznym z lokalnej odlewni wydaje się najrealniejsza do wykonania. Wprawdzie nie wykonują tą techniką, ale jak im dostarczę model piankowy to pomyślą nad odlaniem w piasku fornierskim, bez wcześniejszego pokrywania materiałami ceramicznymi, mączka kwarcową i wypalania. Wypalać miałby bezpośrednio stop alu. Ponoć dużą uwagę trzeba przyłożyć do odgazowania formy i ustaleniu miejsc wlewu/przelewu. Zastanawiam się nad wykonaniem masywnej formy do spienienia styropianu z laminatów epoksydowych, ale obawiam się dużych sił rozprężnych. Czy spienianie styropianu mógłbym zastąpić jakaś pianką dwuskładnikową, która rozprężałaby się pod wpływem reaktora chemicznego, a nie pary wodnej ?
Proszę o poradę. Założenia to jak najtańsza technika mająca uzasadnienie w niewielkiej serii. Człowiek z odlewni dopiero podjął analizowanie tematu i odpowiedzi jeszcze nie mam. Chciałbym to odlać w siluminie, choć on zaproponował inny stop o dosyć dobrej lejności i przyzwoitych parametrach wytrzymałościowych (nazwy nie pamiętam).






