



[ Dodano: 2017-06-04, 16:55 ]
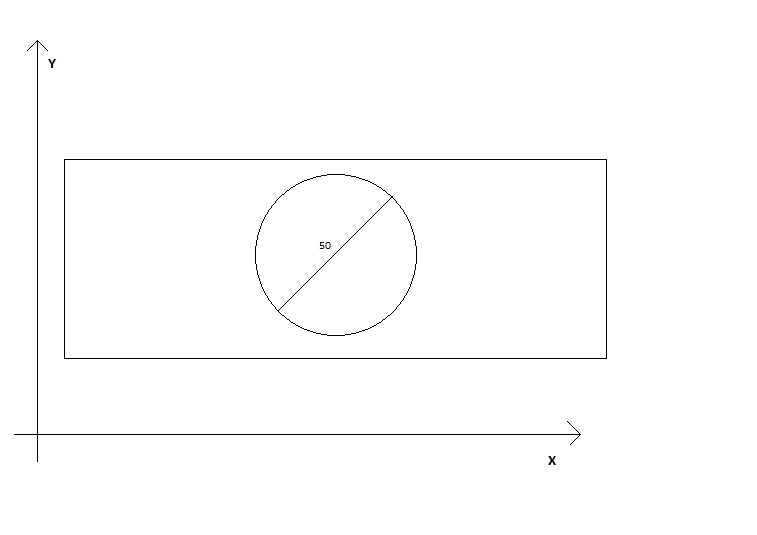
Dodaje rysunek (niestety z painta) chciałbym rozfrezowac ten otwór przed obróbka ma 40. Chciałbym to zrobić frezem 16. Płytka ma grubość 6. Czy taki zapis będzie dobry?
G1 G41 X0 Y25 D1 F200
G3 X0 Y25 IO J-25 Z-2
G3 X0 Y25 IO J-25 Z-4
G3 X0 Y25 IO J-25 Z-6
G3 X0 Y25 IO J-25 Z-7
Czy korekta promienia będzie tu działała?
[ Dodano: 2017-06-04, 16:59 ]
Fajnie by było sie tez dowiedzieć jakby np. wywiercić otwor np. 10 i wtedy rozfrezowywac to do 50 jakby wyglądał taki zapis? Wszystko potrzebne w celach naukowych
[ Dodano: 2017-06-04, 20:05 ]
W tym programie co napisałem musi być G91? Czy te 2mm będzie schodziło po okręgu czy odrazu w materiał i dopiero okrąg?






