Nie, nie młotkiem.
Znaczyłem najwyższe zgięcie wałka, jakie pokazywał mi czujnik, prasa, podstawiałem dwa zaokrąglone teflony pod wałek i od góry przez sztabkę miedzi dociskałem ten wałek. O dziwo już 2,5t nacisku naprostowały ten wałek, który ma fi 22 w miejscu zgięcia.
Poniekąd im się upiekło, daleko mam do kępna, a niestety, zlecenia gonią człowieka.
Witam!
Wybaczcie Panowie, ale sezon się rozpoczął, pełne ręce roboty, dopiero odpisuję. Dzwoniłem do serwisu, zapierali się regulaminem swoim, że wszelkie naprawy maszyn są prowadzone u nich i nie wyobrażają sobie dojazdy do klienta. Do zarządu siedziby się nie dodzwoniłem, co będę próbował jutro, ale nie zwracając już uwagi na nich, sam to zrobiłem, bo jednak sporo pracy mnie omija przez niesprawną frezarkę, a nie będę czekał na kolejny kontener z chin. Wałek wyprostowałem, w miarę wycentrowałem (0,09mm)
[youtube][/youtube]
Dotoczyłem tuleje redukcyjne do tego wałka, bo producent zrobił tam pasowanie na ponad 1mm (wałek 18mm, otwór 19,3mm), poprawiłem wypusty w wałku, bo był on nierównomierny, wszystko poczyszczone z tego ich smaru, zastosowałem swój smar i poskładałem maszynę. Wyszło trochę ponad 2 godziny z prostowaniem wałka i dotaczaniem tulejek. Maszyna póki co pracuje, nawet lepiej jeśli chodzi o posuw, niż po samym wypakowaniu jej z pudełka.
Co jeszcze zauważyłem, pokrętła jak i krańce posuwów są perfidnie lizane zwykłą szlifierką kątową, bo najwidoczniej tarły.
Wprawdzie, z ciekawości, zacząłem ją dzisiaj rozbierać. odkręcić 12 śrubek (które i tak była dokręcane chyba przez 4 letnich żółtków, bo wszystkie odkręciły się palcami) i wałek wyjąłem. Pół godziny pracy, a im się wydaje, ze łatwiej wysłać maszynę do nich. I jak się okazuje, nie wierzę własnym oczom.
[youtube][/youtube]
Jutro dzwonię do nich z samego rana i im powiem kilka ciepłych słów. Będę żądał wysłania wałka na ich koszt, bo takie skrzywienie moim zdaniem fizycznie nawet nie jest możliwe w maszynie.
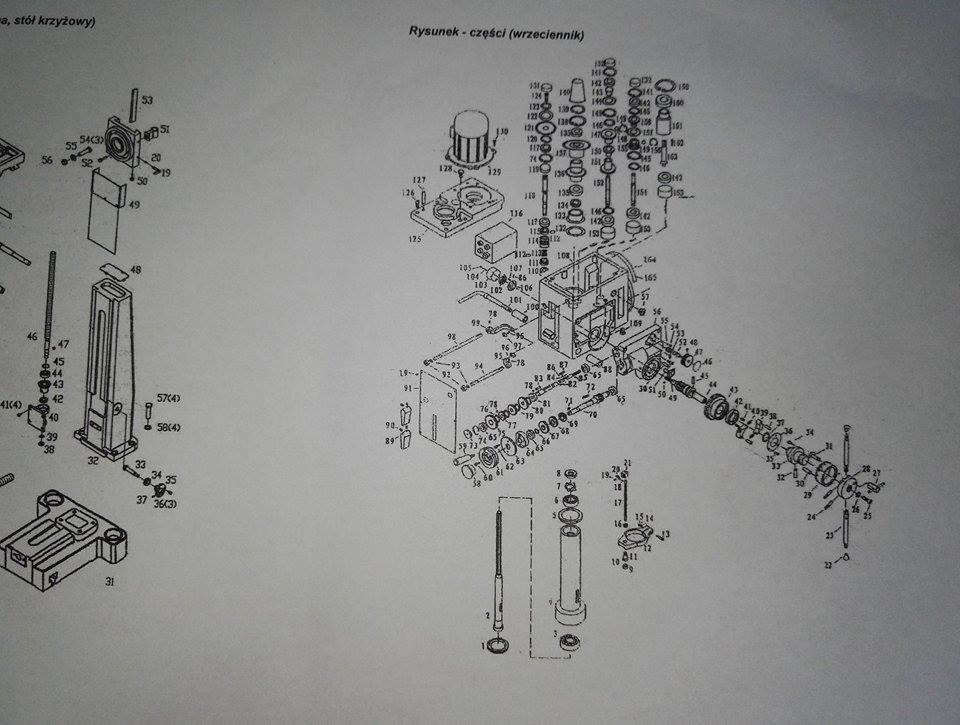
Zadzwonię jeszcze raz jutro do serwisu i ponaglę swoje pytanie do nich, bo szkoda, aby maszyna za prawie 9k stała i się kurzyła, a nie zarabiała na siebie. Kupiłem ją głównie do wykonywania szlifów cylindrów w motocyklach, więc nie miałaby, ani ciężko, ani nie byłaby używana przez cały czas. Teraz jak czytam posty innych na temat wykonania tych maszyn, to też mi się nóż w kieszeni otwiera, co to jest. Dokładniej chodzi mi o wałek ze schematu, oznaczony numerem 44.
Witam!
To mój pierwszy post na tym forum, więc witam serdecznie wszystkich użytkowników!
Niedawno zakupiłem wiertarko frezarkę technologiess ZX7045B (230V z autoposuwem), popracowała u mnie ogoło godziny czasu, aż przy kolejnej pracy (zbieranie materiału 0,01mm na promieniu z autoposuwem) zblokowało mi autoposuw. Jest teraz możliwe tylko przesunięcie wrzeciona minimalnie góra-dół, ale z bardzo dużym oporem. Dzwoniąc do serwisu otrzymałem informację, że najprawdopodobniej wałek od posuwu stracił swoją osiowość i taka usterka nie jest objęta gwarancją. No szkoda, można u nich to zrobić, odsyłając im maszynę i naprawa na swój koszt. Jakoś mi się nie uśmiecha wysyłać maszyny za swoje pieniądze, aby to naprawili mi nie na gwarancji, więc chcę się podjąć naprawy we własnym zakresie.
No i tu jest moje pytanie- czy te maszyny na prawdę mają swoje części wykonane z plasteliny? Jeśli tak, to czy wstawienie kolejnego wałka (zamówionego od nich) nie przyniesie kolejnej usterki? Może lepiej dorobić na własną rękę wałek? Może ktoś miał podobny przypadek z podobną maszyną?
Pozdrawiam, Iwo!