Witam,
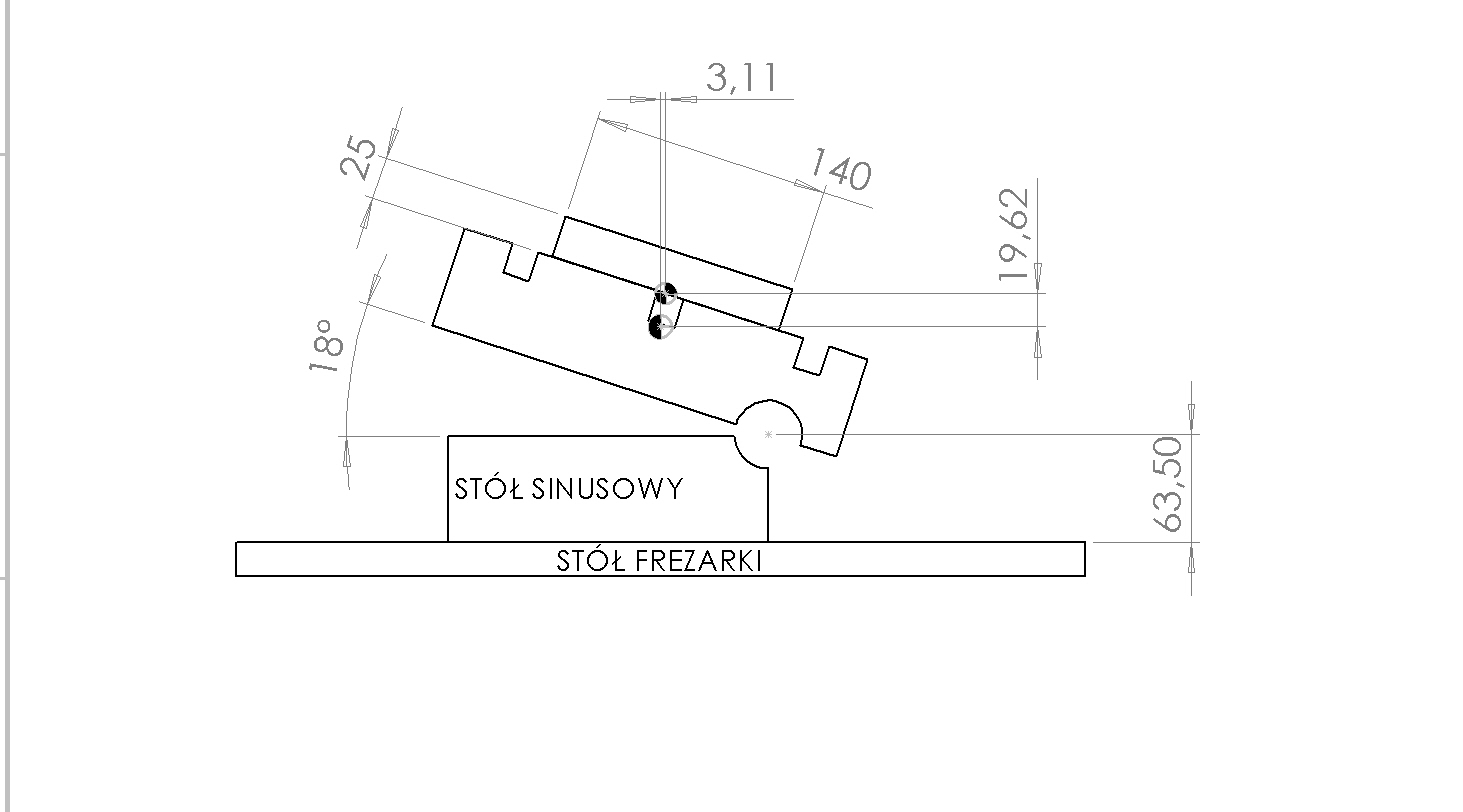
mam do wykonania kilka otworów pod kątem 20 oraz 45 stopni w odniesieniu do stołu frezarki.
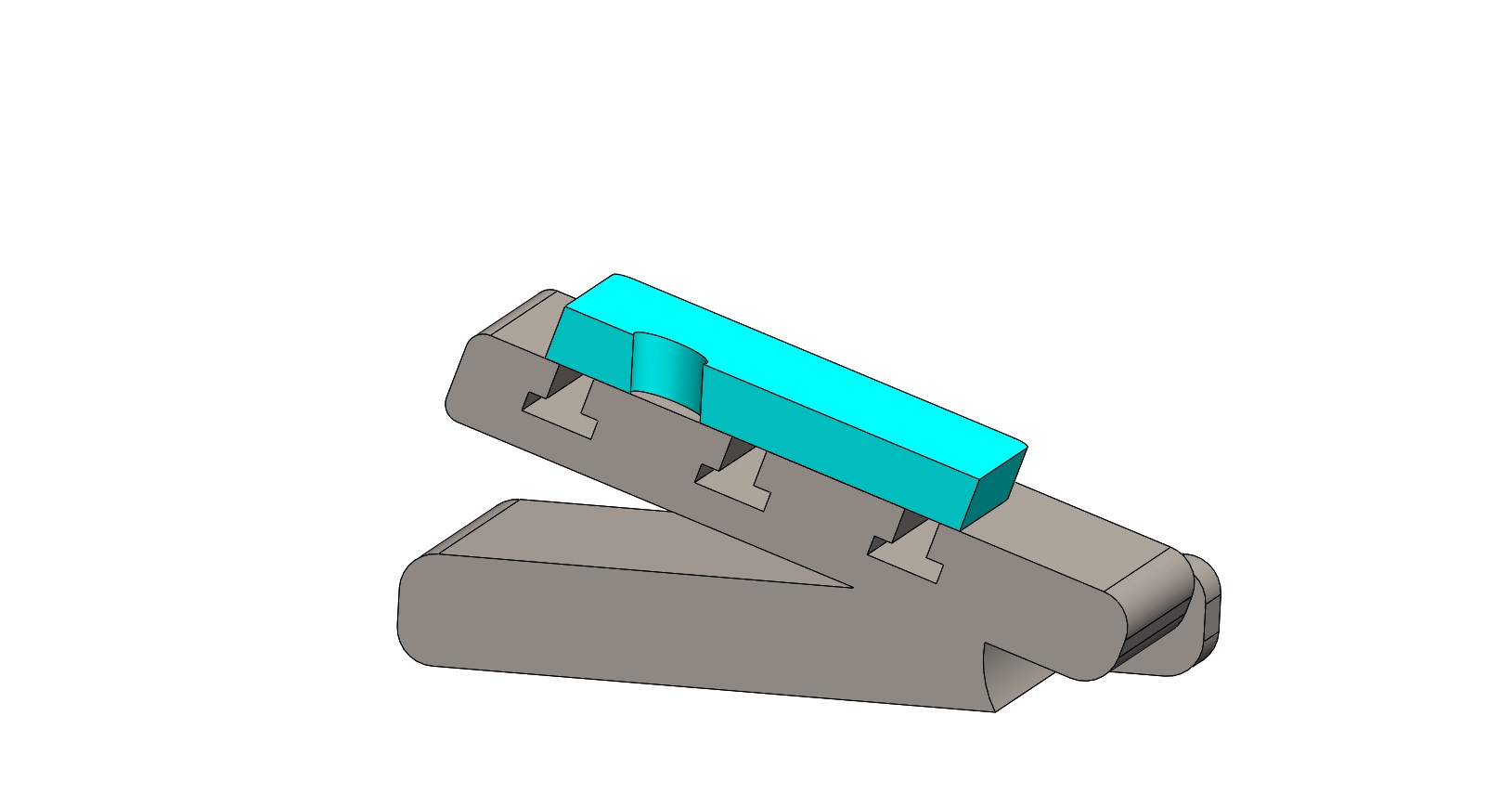
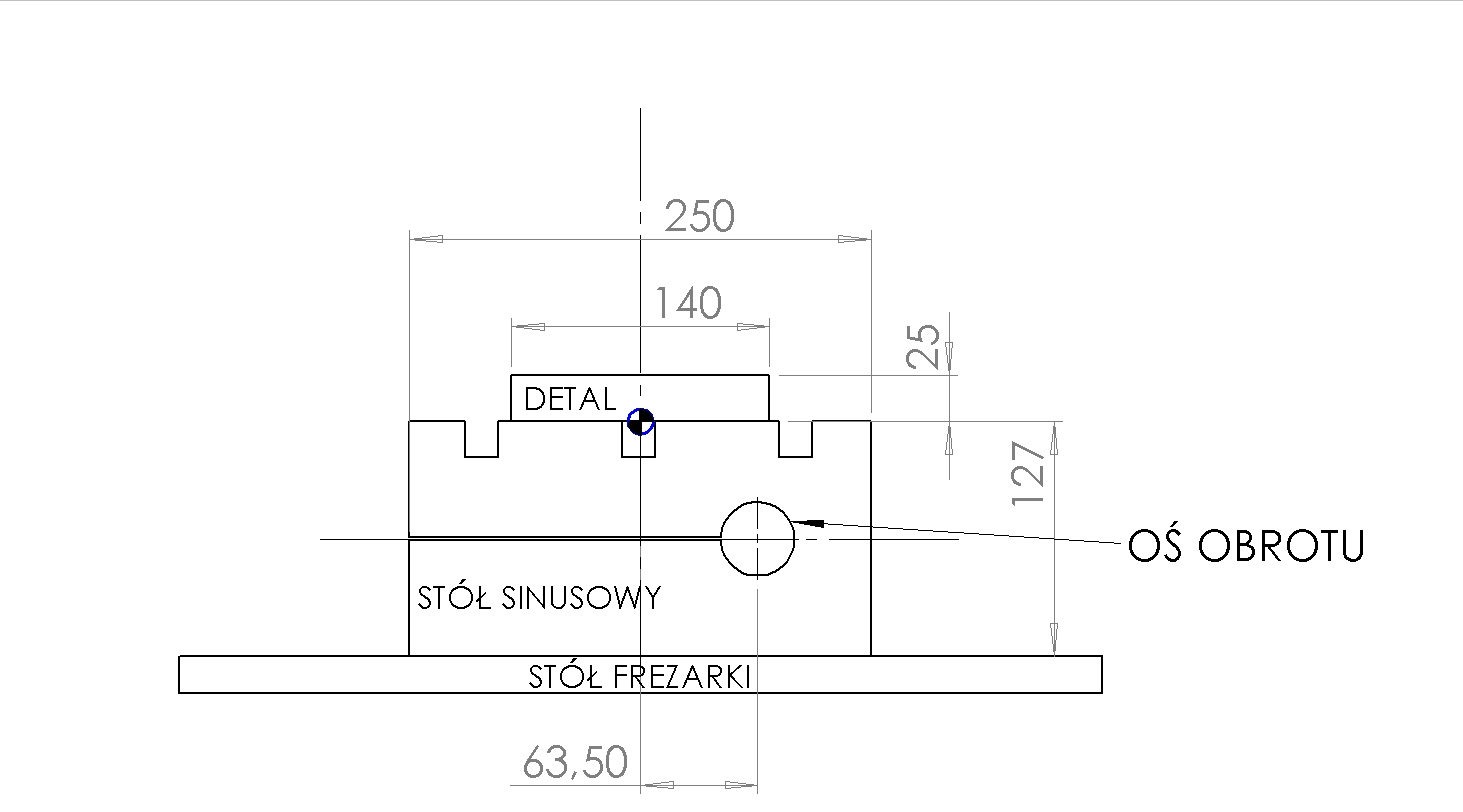
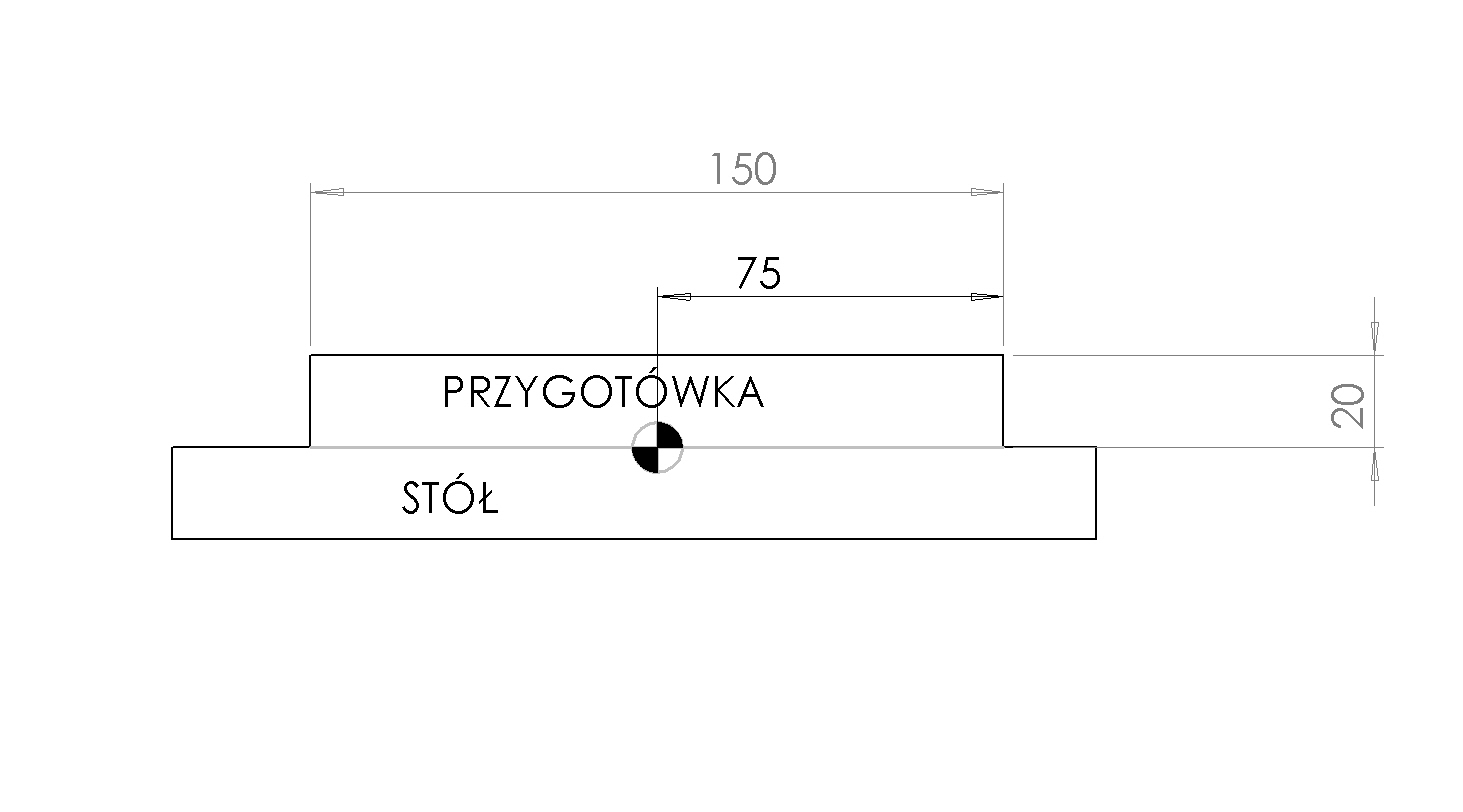
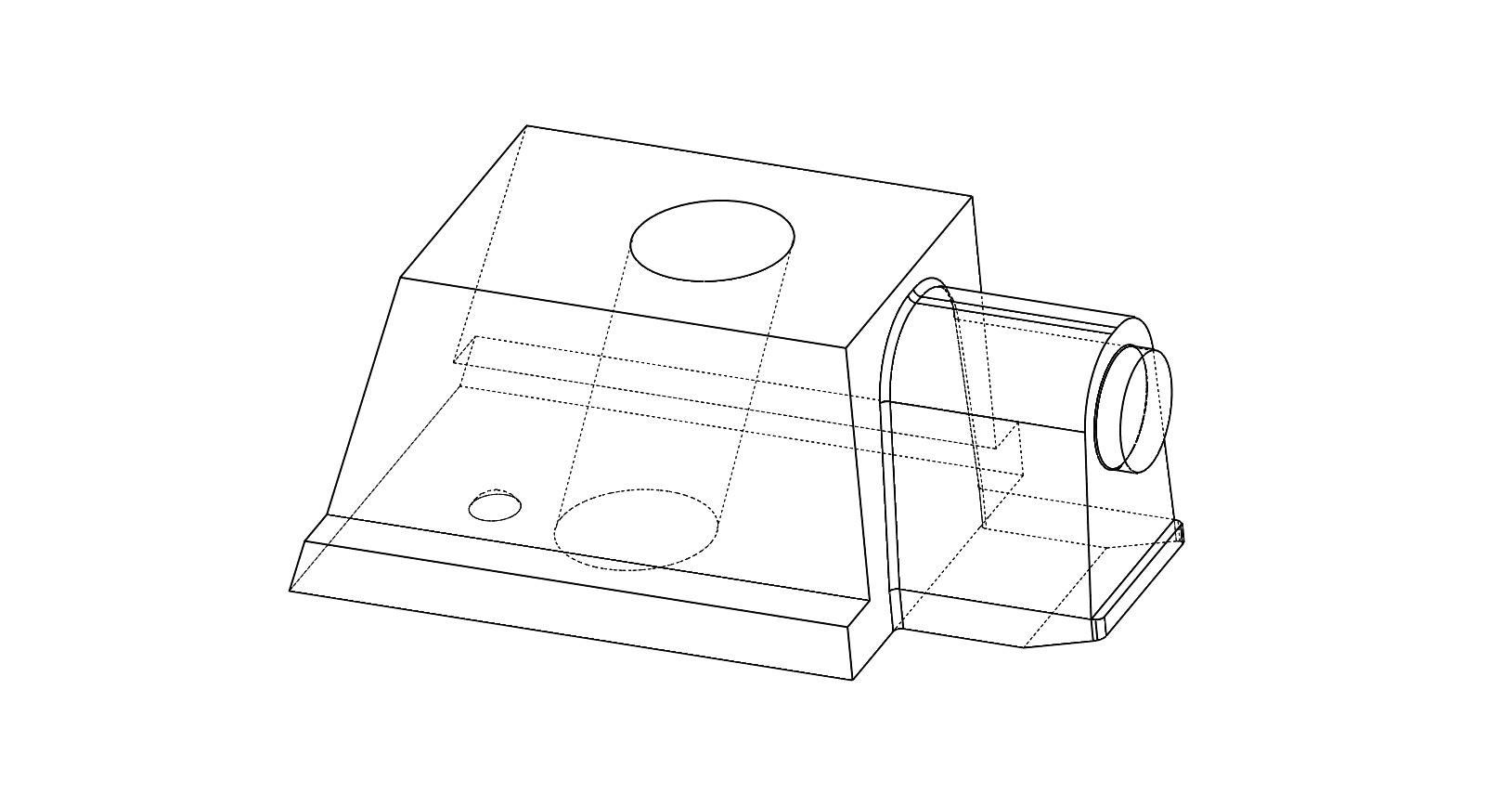
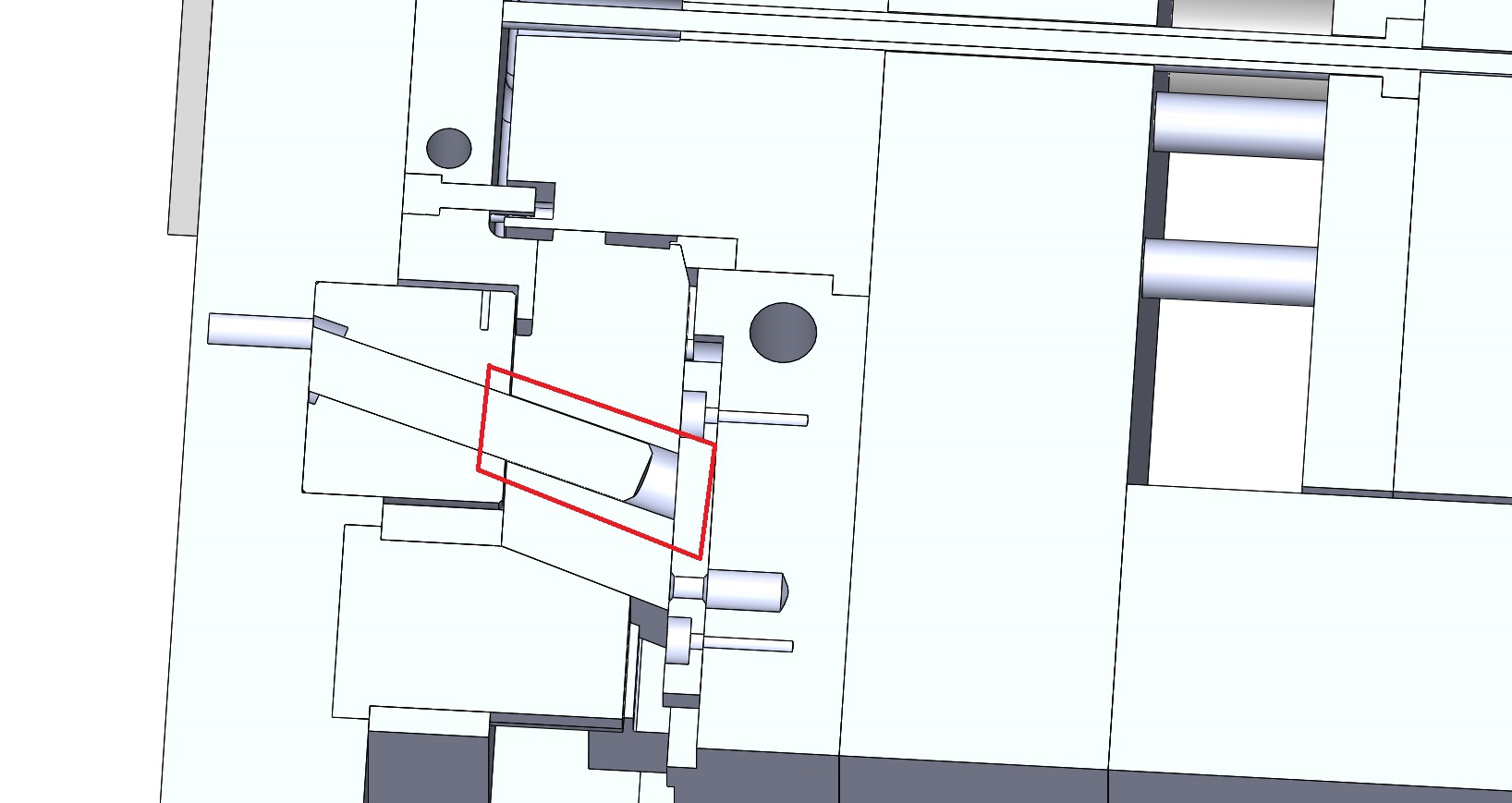
W załączniku znajduję się poglądowe zdjęcie w przekroju.
Kolor ciemniejszy to stolik pochylny, natomiast ten drugi to przykładowy detal z otworem pod kątem.
Dysponuje frezarką numeryczną 3 osiową wraz z sondą przedmiotową Renishow oraz stolikiem pochylnym z ustawieniem wysokości na płytki wzorcowe.
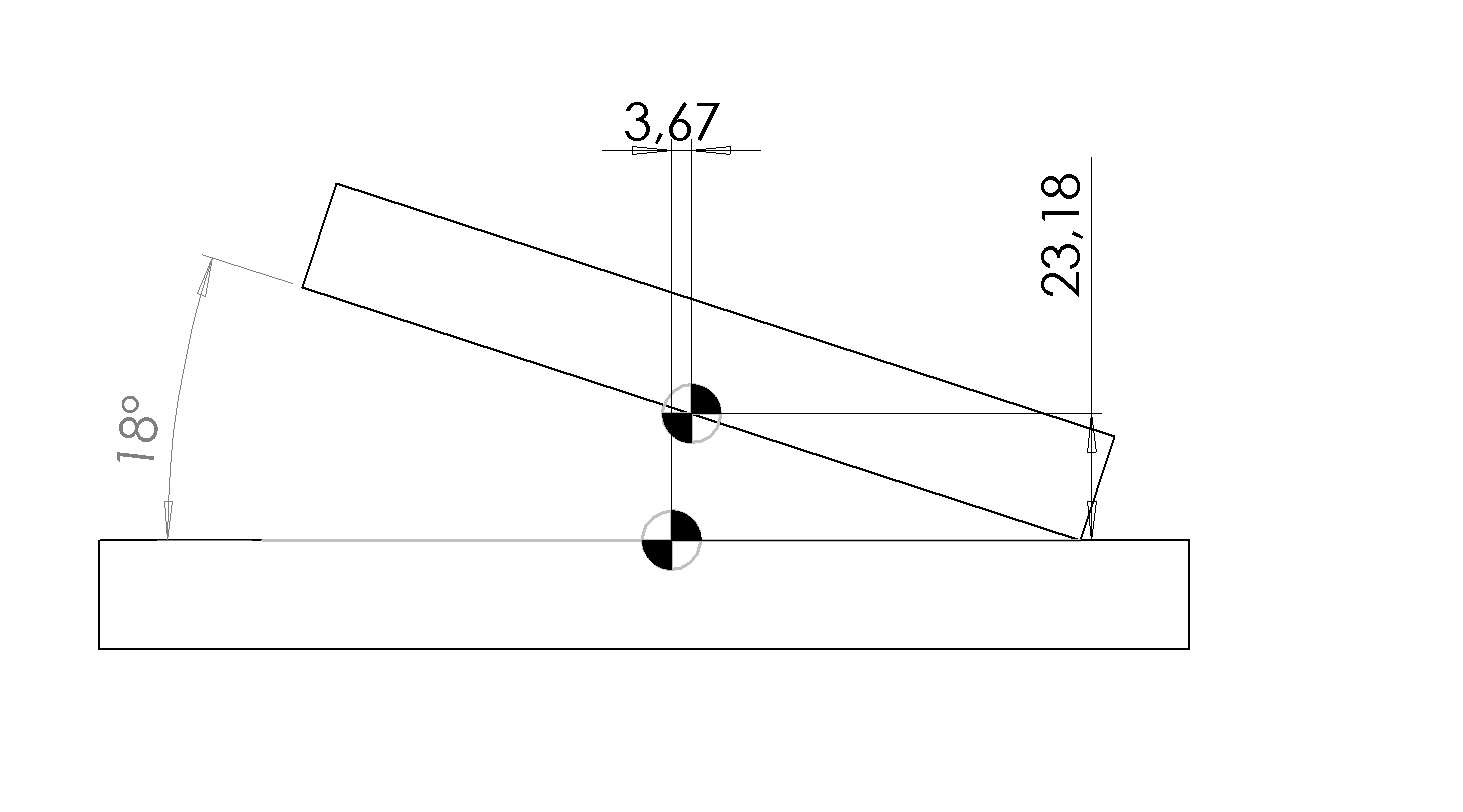
Problemem dla mnie jest złapanie baz.
O ile złapać środek w jednej z osi x lub y (zależnie od ustawienia kierunku stołu pochylnego na stole frezarki) jest oczywiste, natomiast mam problem jak złapać pozostałe dwie współrzędne.
Program generuje z cama i tam sobie detal ustawie pod kątem, natomiast wszystkie wymiary mam zawsze od środku i robi się problem bo można łapać pewnie jakiś najwyższą krawędź na czujnik, natomiast niesie to za sobą ryzyko błędu.
Tolerancja wykonania to 0,15mm w plusie (otwory mają prowadzić kołki skośne, natomiast pozycjonują inne elementy)
Wiem że najlepiej takie detale wykonać ma maszynie 5 osiowej, natomiast muszę wykorzystać maszynę jaką dysponuję.
Będę wdzięczny za wszystkie sugestie.