



Znaleziono 5 wyników
Wróć do „MTS wałek, ktoś pomoże znaleźć błędy?”
- 08 lut 2017, 17:27
- Forum: CNC podstawy
- Temat: MTS wałek, ktoś pomoże znaleźć błędy?
- Odpowiedzi: 11
- Odsłony: 1271
- 08 lut 2017, 13:23
- Forum: CNC podstawy
- Temat: MTS wałek, ktoś pomoże znaleźć błędy?
- Odpowiedzi: 11
- Odsłony: 1271
- 08 lut 2017, 11:33
- Forum: CNC podstawy
- Temat: MTS wałek, ktoś pomoże znaleźć błędy?
- Odpowiedzi: 11
- Odsłony: 1271
Dzięki za podpowiedź. Jestem "świeży" w tym temacie, sam próbowałem to zrobić, stąd takie błędy. Z wymiarem fi 55 jest problem bo promień nie był zwymiarowany i przyjąłem właśnie tyle.
Zobacz na drugą stronę jeśli możesz.
Pozdrawiam.
()
N0005 G54
N0010 T0101 M08
N0015 G96 S0100 M04
N0020 G92 S4500
N0025 G00 X+102.000 Z+0000.000
N0030 G01 X-001.600
N0035 Z+0002.000
N0040 G00 X+200.000 Z+0200.000
N0045 T0202 M08
N0050 X+110.000 Z+0002.000
N0055 G57 B+000.500
N0060 G81 X+024.000 Z+0002.000 I+003.000
N0065 G42
N0070 G01 Z+0000.000
N0075 G01 X+030.000 Z-0003.000
N0080 G01 Z-0057.000
N0085 G02 X+070.000 Z-0077.000 I+020.000 K+000.000
N0090 G01 X+115.000
N0095 G40
N00100 G80
N00105 G00 X+200.000 Z+0200.000
N00110 T0303 M08
N0115 G96 S0140 M04
N0120 G00 X+024.000 Z+0002.500
N0125 G42
N0130 G01 Z+0000.000
N0135 G01 X+030.000 Z-0003.000
N0140 G01 Z-0057.000
N0145 G02 X+070.000 Z-0077.000 I+020.000 K+000.000
N0150 G01 X+115.000
N0155 G40
N0160 G00 X+200.000 Z+0200.000
N0165 T0606
N0170 G00 X+032.000 Z-0025.000
N0175 G01 X+024.000 Z-0025.000
N0180 G01 X+032.000 Z-0025.000
N0185 G00 X+032.000 Z-0055.000
N0190 G01 X+026.000 Z-0055.000
N0200 G01 X+032.000 Z-0055.000
N0205 G00 X+200.000 Z+0200.000
N0210 T0909
N0215 G00 X+000.000 Z+0002.500
N0220 G01 Z-0030.000
N0225 Z+0005.000
N0230 G00 X+200.000 Z+0200.000
N0235 T1515
N0240 G00 X+032.000 Z+0002.000
N0245 G31 X+030.000 Z-0028.000 D-002.000 F0003.500 S0003
N0250 G00 X+200.000 Z+0200.000
N0255 M30
Zobacz na drugą stronę jeśli możesz.
Pozdrawiam.
()
N0005 G54
N0010 T0101 M08
N0015 G96 S0100 M04
N0020 G92 S4500
N0025 G00 X+102.000 Z+0000.000
N0030 G01 X-001.600
N0035 Z+0002.000
N0040 G00 X+200.000 Z+0200.000
N0045 T0202 M08
N0050 X+110.000 Z+0002.000
N0055 G57 B+000.500
N0060 G81 X+024.000 Z+0002.000 I+003.000
N0065 G42
N0070 G01 Z+0000.000
N0075 G01 X+030.000 Z-0003.000
N0080 G01 Z-0057.000
N0085 G02 X+070.000 Z-0077.000 I+020.000 K+000.000
N0090 G01 X+115.000
N0095 G40
N00100 G80
N00105 G00 X+200.000 Z+0200.000
N00110 T0303 M08
N0115 G96 S0140 M04
N0120 G00 X+024.000 Z+0002.500
N0125 G42
N0130 G01 Z+0000.000
N0135 G01 X+030.000 Z-0003.000
N0140 G01 Z-0057.000
N0145 G02 X+070.000 Z-0077.000 I+020.000 K+000.000
N0150 G01 X+115.000
N0155 G40
N0160 G00 X+200.000 Z+0200.000
N0165 T0606
N0170 G00 X+032.000 Z-0025.000
N0175 G01 X+024.000 Z-0025.000
N0180 G01 X+032.000 Z-0025.000
N0185 G00 X+032.000 Z-0055.000
N0190 G01 X+026.000 Z-0055.000
N0200 G01 X+032.000 Z-0055.000
N0205 G00 X+200.000 Z+0200.000
N0210 T0909
N0215 G00 X+000.000 Z+0002.500
N0220 G01 Z-0030.000
N0225 Z+0005.000
N0230 G00 X+200.000 Z+0200.000
N0235 T1515
N0240 G00 X+032.000 Z+0002.000
N0245 G31 X+030.000 Z-0028.000 D-002.000 F0003.500 S0003
N0250 G00 X+200.000 Z+0200.000
N0255 M30
- 07 lut 2017, 20:13
- Forum: CNC podstawy
- Temat: MTS wałek, ktoś pomoże znaleźć błędy?
- Odpowiedzi: 11
- Odsłony: 1271
- 06 lut 2017, 23:27
- Forum: CNC podstawy
- Temat: MTS wałek, ktoś pomoże znaleźć błędy?
- Odpowiedzi: 11
- Odsłony: 1271
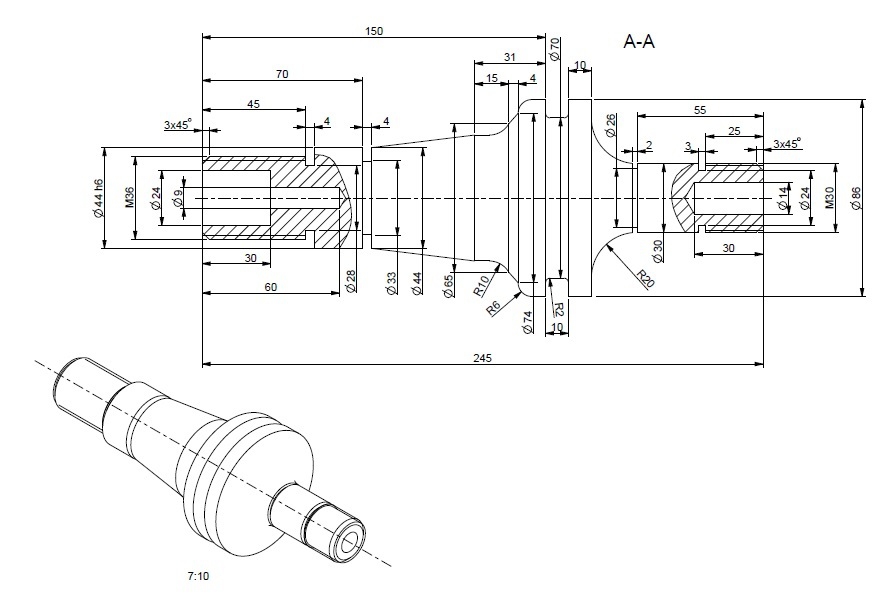
MTS wałek, ktoś pomoże znaleźć błędy?
Witam.
Czy ktoś pomoże znaleźć błędy w programie toczenia wałka w MTS ?
Program wyłożył się na pierwszej interpolacji.
Poniżej zamieszczam kod jednej strony.
Pozdrawiam.
KONFIGURACJA
( OBRABIARKA MTS01 TM-016_-R11-060x0646x0920
( STEROWANIE MTS TM00
(
( PRZEDMIOT OBRABIANY
( WALEC D090.000 L245.000
( MATERIAŁ "N\Aluminium\AlMgSi0.5"
(
( WRZECIONO GŁÓWNE Z PRZEDM. OBRABIANYM
( UCHWYT TOKARSKI "Uchwyt tokarski\Uchwyt szczękowy\KFD-HS 200"
( SZCZĘKA STOPNIOWA "Szczęka\Szczęka stopniowa\WM-160_200-15.000"
( GŁĘBOKOŚĆ ZAMOCOW. E33.000
(( Prawa powierzchnia przedmiotu obrab.: Z+0327.000
(
(
( KONIK
( KIEŁ CENTRUJĄCY "Kieł centrujący\Kieł centrujący\171 MT1 020-050"
( TULEJA WRZEC. NIE USTAWIAĆ
( POZYCJA KONIKA Z+1095.000
(
( AKTUALNE NARZĘDZIE T01
( NARZĘDZIA
( T01 "DIN69880 V 30\Nóż kątowy lewy\CL-PSLNL-2020 L 1208 ISO30"
( T02 "DIN69880 V 30\Nóż kątowy lewy\CL-SCLCL-2020 L 1208 ISO30"
( T03 "DIN69880 V 30\Nóż kątowy lewy\CL-SVJAL-2020 L 1604 ISO30"
( T04 PUSTY
( T05 "DIN69880 V 30\Przecinak\ER-SGTFL-2012 L 02.0-0 ISO30"
( T06 "DIN69880 V 30\Przecinak\ER-SGTFL-2012 L 03.0-0 ISO30"
( T07 "DIN69880 V 30\Przecinak\ER-SGTFL-2012 L 04.0-0 ISO30"
( T08 PUSTY
( T09 "DIN69880 V 30\Wiertło kręte\DR-14.00 065 R HSS ISO30"
( T10 "DIN69880 V 30\Wytaczak zaosiowy\BI-SCLCL-0808 L 0304 ISO30"
( T11 "DIN69880 V 30\Nawiertak\CD-05.00 071 R HSS ISO30"
( T12 "DIN69880 V 30\Wiertło kręte\DR-09.00 075 L HSS ISO30"
( T13 PUSTY
( T14 "DIN69880 V 30\Nóż do gwintów lewy\TL-LHTL-2020 L 60 3.50 ISO30"
( T15 "DIN69880 V 30\Nóż do gwintów lewy\TL-LHTL-2020 L 60 4.00 ISO30"
( T16 "DIN69880 V 30\Wiertło płytkowe\DI-24.00 055 L HMT ISO30"
(
( WARTOŚCI KOREKCJI
( D01 T01 Q3 R000.800 X+070.000 Z+0045.500 G000.000 E-04.995 I-000.800 K-000.800 A+004.375 L011.855 N01
( D02 T02 Q3 R000.800 X+070.000 Z+0045.000 G000.000 E005.005 I-000.800 K-000.800 A+004.375 L011.855 N01
( D03 T03 Q3 R000.400 X+070.000 Z+0045.000 G000.000 E052.393 I-000.400 K-000.400 A+002.372 L016.178 N01
( D04 T04 Q3 R000.200 X+070.000 Z+0032.850 G004.100 E000.000 I-000.200 K-000.200 A+000.000 L016.000 N01
( D05 T05 Q3 R000.200 X+060.000 Z+0041.000 G002.000 E000.000 I-000.200 K-000.200 A+000.000 L012.000 N01
( D06 T06 Q3 R000.200 X+060.000 Z+0041.300 G003.000 E000.000 I-000.200 K-000.200 A+000.000 L012.000 N01
( D07 T07 Q3 R000.200 X+060.000 Z+0041.800 G004.000 E000.000 I-000.200 K-000.200 A+000.000 L012.000 N01
( D08 T08 Q8 R000.400 X+070.000 Z+0032.000 G000.000 E050.000 I-000.400 K+000.000 A-040.000 L009.422 N01
( D09 T09 Q7 R000.000 X+000.000 Z+0140.000 G014.000 E059.000 I+000.000 K+000.000 A+000.000 L000.000 N01
( D10 T10 Q2 R000.400 X-004.632 Z+0140.000 G000.000 E005.002 I+000.400 K-000.400 A+004.723 L003.556 N01
( D11 T11 Q7 R000.000 X+000.000 Z+0080.000 G005.000 E000.000 I+000.000 K+000.000 A+000.000 L000.000 N01
( D12 T12 Q7 R000.000 X+000.000 Z+0147.000 G009.000 E059.000 I+000.000 K+000.000 A+000.000 L000.000 N01
( D13 T13 Q8 R000.577 X+070.000 Z+0042.699 G000.000 E000.000 I-000.577 K+000.000 A+000.000 L000.000 N01
( D14 T14 Q8 R000.505 X+070.000 Z+0042.699 G000.000 E000.000 I-000.505 K+000.000 A+000.000 L000.000 N01
( D15 T15 Q8 R000.577 X+070.000 Z+0042.699 G000.000 E000.000 I-000.577 K+000.000 A+000.000 L000.000 N01
( D16 T15 Q7 R000.000 X+000.000 Z+0165.000 G024.000 E000.000 I+000.000 K+000.000 A+000.000 L000.000 N01
( PKTY ZEROWE PRZEDM.
(( Prawa powierzchnia przedmiotu obrab.: Z+0327.000
( G54 X+000.000 Z+0324.500
(
()
N0005 G54
N0010 T0101 M08
N0015 G96 F0003.00 S0150 M04
N0020 G00 X+120.000 Z+0002.000
N0025 G01 X-002.500 Z+0000.000
N0030 G01 Z+0005.000
N0035 G00 X+200.000 Z+0200.000
N0040 T0102
N0045 X+100.000 Z+0005.000
N0050 G57 B+000.500
N0060 G81 I+003.000 X+030.000 Z+0002.000
N0065 G42 Z+0000.000
N0070 G01 Z+0000.000
N0075 G01 X+036.000 Z-0003.000
N0080 Z-0051.000
N0085 X+044.000
N0090 Z-0070.000
N0095 X+055.000 Z-0105.000
N0100 Z-0125.000
N0105 G02 X+065.000 Z-0120.000 I+010.000 K-000.000
N0110 G01 X+074.000 Z-0124.000
N0115 G03 X+86.000 Z-0145.000 I+000.000 K-006.000
N0001 G01 Z-0170.000
N0125 G01 X+110.000
N0130 G40
N0135 G80
N0140 G00 X+200.000 Z+0200.000
N0145 T0303
N0150 G96 S0140 M04
N0155 G00 X+030.000 Z+0002.000
N0160 G01 Z+0000.000
N0164 G42
N0165 X+036.000 Z-0003.000
N0170 Z-0049.000
N0175 X+044.000
N0180 Z-0074.000
N0185 X+055.000 Z-0105.000
N0190 Z-0125.000
N0195 G02 X+065.000 Z-0120.000 I+010.000 K-000.000
N0200 G01 X+074.000 Z-0124.000
N0205 G03 X+86.000 Z-0129.000 I+000.000 K-006.000
N0210 G01 Z-0170.000
N0215 X+100.000
N0220 G40
N0225 G00 X+200.000 Z+0200.000
N0225 T0707
N0230 G00 X+048.000 Z-0045.000
N0240 G79 X+028.000 Z-0045.000
N0255 G00 Z-0070.000
N0260 G79 X+032.000 Z-0070.000
N0265 G00 X+200.000 Z+0200.000
N0275 G00 X+100.000 Z-0160.000
N0280 G79 X+070.000 Z-0160.000 D+010.000 W+002.000 I+002.000 K+002.000
N0285 G00 X+200.000 Z+0200.000
N0290 T0909
N0295 X-000.000 Z+0005.000
N0300 G01 Z-0060.000
N0305 G01 Z+0005.000
N0310 G00 X+200.000 Z+0200.000
N0315 T1616
N0320 G00 X+000.000 Z+0005.000
N0325 G01 Z-0030.000
N0330 Z+0005.000
N0335 G00 X+200.000 Z+0200.000
N0340 T1414
N0345 G00 X+036.000 Z+0002.000
N0350 G31 X+036.000 Z-0054.000 D-002.450 F0004.000 S0003
N0355 G00 X+200.000 Z+0200.000
N0360 M30
Czy ktoś pomoże znaleźć błędy w programie toczenia wałka w MTS ?
Program wyłożył się na pierwszej interpolacji.
Poniżej zamieszczam kod jednej strony.
Pozdrawiam.
KONFIGURACJA
( OBRABIARKA MTS01 TM-016_-R11-060x0646x0920
( STEROWANIE MTS TM00
(
( PRZEDMIOT OBRABIANY
( WALEC D090.000 L245.000
( MATERIAŁ "N\Aluminium\AlMgSi0.5"
(
( WRZECIONO GŁÓWNE Z PRZEDM. OBRABIANYM
( UCHWYT TOKARSKI "Uchwyt tokarski\Uchwyt szczękowy\KFD-HS 200"
( SZCZĘKA STOPNIOWA "Szczęka\Szczęka stopniowa\WM-160_200-15.000"
( GŁĘBOKOŚĆ ZAMOCOW. E33.000
(( Prawa powierzchnia przedmiotu obrab.: Z+0327.000
(
(
( KONIK
( KIEŁ CENTRUJĄCY "Kieł centrujący\Kieł centrujący\171 MT1 020-050"
( TULEJA WRZEC. NIE USTAWIAĆ
( POZYCJA KONIKA Z+1095.000
(
( AKTUALNE NARZĘDZIE T01
( NARZĘDZIA
( T01 "DIN69880 V 30\Nóż kątowy lewy\CL-PSLNL-2020 L 1208 ISO30"
( T02 "DIN69880 V 30\Nóż kątowy lewy\CL-SCLCL-2020 L 1208 ISO30"
( T03 "DIN69880 V 30\Nóż kątowy lewy\CL-SVJAL-2020 L 1604 ISO30"
( T04 PUSTY
( T05 "DIN69880 V 30\Przecinak\ER-SGTFL-2012 L 02.0-0 ISO30"
( T06 "DIN69880 V 30\Przecinak\ER-SGTFL-2012 L 03.0-0 ISO30"
( T07 "DIN69880 V 30\Przecinak\ER-SGTFL-2012 L 04.0-0 ISO30"
( T08 PUSTY
( T09 "DIN69880 V 30\Wiertło kręte\DR-14.00 065 R HSS ISO30"
( T10 "DIN69880 V 30\Wytaczak zaosiowy\BI-SCLCL-0808 L 0304 ISO30"
( T11 "DIN69880 V 30\Nawiertak\CD-05.00 071 R HSS ISO30"
( T12 "DIN69880 V 30\Wiertło kręte\DR-09.00 075 L HSS ISO30"
( T13 PUSTY
( T14 "DIN69880 V 30\Nóż do gwintów lewy\TL-LHTL-2020 L 60 3.50 ISO30"
( T15 "DIN69880 V 30\Nóż do gwintów lewy\TL-LHTL-2020 L 60 4.00 ISO30"
( T16 "DIN69880 V 30\Wiertło płytkowe\DI-24.00 055 L HMT ISO30"
(
( WARTOŚCI KOREKCJI
( D01 T01 Q3 R000.800 X+070.000 Z+0045.500 G000.000 E-04.995 I-000.800 K-000.800 A+004.375 L011.855 N01
( D02 T02 Q3 R000.800 X+070.000 Z+0045.000 G000.000 E005.005 I-000.800 K-000.800 A+004.375 L011.855 N01
( D03 T03 Q3 R000.400 X+070.000 Z+0045.000 G000.000 E052.393 I-000.400 K-000.400 A+002.372 L016.178 N01
( D04 T04 Q3 R000.200 X+070.000 Z+0032.850 G004.100 E000.000 I-000.200 K-000.200 A+000.000 L016.000 N01
( D05 T05 Q3 R000.200 X+060.000 Z+0041.000 G002.000 E000.000 I-000.200 K-000.200 A+000.000 L012.000 N01
( D06 T06 Q3 R000.200 X+060.000 Z+0041.300 G003.000 E000.000 I-000.200 K-000.200 A+000.000 L012.000 N01
( D07 T07 Q3 R000.200 X+060.000 Z+0041.800 G004.000 E000.000 I-000.200 K-000.200 A+000.000 L012.000 N01
( D08 T08 Q8 R000.400 X+070.000 Z+0032.000 G000.000 E050.000 I-000.400 K+000.000 A-040.000 L009.422 N01
( D09 T09 Q7 R000.000 X+000.000 Z+0140.000 G014.000 E059.000 I+000.000 K+000.000 A+000.000 L000.000 N01
( D10 T10 Q2 R000.400 X-004.632 Z+0140.000 G000.000 E005.002 I+000.400 K-000.400 A+004.723 L003.556 N01
( D11 T11 Q7 R000.000 X+000.000 Z+0080.000 G005.000 E000.000 I+000.000 K+000.000 A+000.000 L000.000 N01
( D12 T12 Q7 R000.000 X+000.000 Z+0147.000 G009.000 E059.000 I+000.000 K+000.000 A+000.000 L000.000 N01
( D13 T13 Q8 R000.577 X+070.000 Z+0042.699 G000.000 E000.000 I-000.577 K+000.000 A+000.000 L000.000 N01
( D14 T14 Q8 R000.505 X+070.000 Z+0042.699 G000.000 E000.000 I-000.505 K+000.000 A+000.000 L000.000 N01
( D15 T15 Q8 R000.577 X+070.000 Z+0042.699 G000.000 E000.000 I-000.577 K+000.000 A+000.000 L000.000 N01
( D16 T15 Q7 R000.000 X+000.000 Z+0165.000 G024.000 E000.000 I+000.000 K+000.000 A+000.000 L000.000 N01
( PKTY ZEROWE PRZEDM.
(( Prawa powierzchnia przedmiotu obrab.: Z+0327.000
( G54 X+000.000 Z+0324.500
(
()
N0005 G54
N0010 T0101 M08
N0015 G96 F0003.00 S0150 M04
N0020 G00 X+120.000 Z+0002.000
N0025 G01 X-002.500 Z+0000.000
N0030 G01 Z+0005.000
N0035 G00 X+200.000 Z+0200.000
N0040 T0102
N0045 X+100.000 Z+0005.000
N0050 G57 B+000.500
N0060 G81 I+003.000 X+030.000 Z+0002.000
N0065 G42 Z+0000.000
N0070 G01 Z+0000.000
N0075 G01 X+036.000 Z-0003.000
N0080 Z-0051.000
N0085 X+044.000
N0090 Z-0070.000
N0095 X+055.000 Z-0105.000
N0100 Z-0125.000
N0105 G02 X+065.000 Z-0120.000 I+010.000 K-000.000
N0110 G01 X+074.000 Z-0124.000
N0115 G03 X+86.000 Z-0145.000 I+000.000 K-006.000
N0001 G01 Z-0170.000
N0125 G01 X+110.000
N0130 G40
N0135 G80
N0140 G00 X+200.000 Z+0200.000
N0145 T0303
N0150 G96 S0140 M04
N0155 G00 X+030.000 Z+0002.000
N0160 G01 Z+0000.000
N0164 G42
N0165 X+036.000 Z-0003.000
N0170 Z-0049.000
N0175 X+044.000
N0180 Z-0074.000
N0185 X+055.000 Z-0105.000
N0190 Z-0125.000
N0195 G02 X+065.000 Z-0120.000 I+010.000 K-000.000
N0200 G01 X+074.000 Z-0124.000
N0205 G03 X+86.000 Z-0129.000 I+000.000 K-006.000
N0210 G01 Z-0170.000
N0215 X+100.000
N0220 G40
N0225 G00 X+200.000 Z+0200.000
N0225 T0707
N0230 G00 X+048.000 Z-0045.000
N0240 G79 X+028.000 Z-0045.000
N0255 G00 Z-0070.000
N0260 G79 X+032.000 Z-0070.000
N0265 G00 X+200.000 Z+0200.000
N0275 G00 X+100.000 Z-0160.000
N0280 G79 X+070.000 Z-0160.000 D+010.000 W+002.000 I+002.000 K+002.000
N0285 G00 X+200.000 Z+0200.000
N0290 T0909
N0295 X-000.000 Z+0005.000
N0300 G01 Z-0060.000
N0305 G01 Z+0005.000
N0310 G00 X+200.000 Z+0200.000
N0315 T1616
N0320 G00 X+000.000 Z+0005.000
N0325 G01 Z-0030.000
N0330 Z+0005.000
N0335 G00 X+200.000 Z+0200.000
N0340 T1414
N0345 G00 X+036.000 Z+0002.000
N0350 G31 X+036.000 Z-0054.000 D-002.450 F0004.000 S0003
N0355 G00 X+200.000 Z+0200.000
N0360 M30






