



4. Poważne obrabiarki nie ważą 70kg. Przy tej wadze konstrukcji (może ze 100-120kg wyjdzie całość) te obliczenia są po prostu śmieszne. Naprawdę. Czego byś nie zrobił efekt i tak będzie marny ze względu na tą wagę, bo drgania będą spore. To się nada jedynie do drobnej obróbki aluminium PA11/13 frezami fi6-8.Aeromikie pisze: ↑06 lis 2018, 23:091,2. Mam znajomego który zajmuje się odlewami żeliwnymi, także załatwię w dobrej cenie. Ja mam dostarczyć formy.fourfeeter pisze: ↑06 lis 2018, 22:04Mam kilka pytań:
1. Jakie są koszty takich pojedynczych odlewów?
2.Jak koszt odlewy żeliwnego ma się do konstrukcji spawanej?
3. Jak ocenisz możliwości konstrukcyjne ramy odlewanej do ramy spawanej?
4. Jakie przyjąłeś obciążenie przy liczeniu naprężeń? Też 50 kg? Dlaczego wyszedł ci tylko wsp. 2? Przy takim bucku?
5. Dlaczego przyjąłeś obciążenie 50kg?
6. Jak przewidujesz obróbkę podstawy?
3,4. Co do konstrukcji spawanej wiem jakie miałem problemy z deformacjami po spawaniu komór spalania i obudów silnika.
Tam na elementach cienkościennych widać doskonale wady spawania. Zrobić dobrą ramę spawaną to jest sztuka.
Każdy spaw ma tendencję do "ściągania" i trzeba spawacza z głową i ręką do tego typu robót. Dodatkowo do pospawania
dobrej ramy potrzebny jest dedykowany przyrząd. Nie mówię o "smarkaniu". Wiadomo że przy sporządzaniu formy
muszę uwzględnić skurcz odlewniczy i powiększyć model.
Odlew wysezonuje zgodnie wytycznymi ze starych "Instrukcji ogólnych WSK" min. 6 mcy leżakowania na powietrzu.
W poważnych obrabiarkach nikt nie spawa ram. Żeliwo doskonale tłumi drgania.
5. Ogólnie przy obróbce turbiny na HAASie moc niezbędna od skrawania wyszła 0.7 kW. 50 kg ~ 500N siły.
Wstępnie szacowałem ciężar belki na 25 kg. Realnie jest wsp. 4 bo reakcja idzie przez połowę.
Do tego siły od skrawanie też tak dałem 50 kg co nie jest wartością realną ale chciałem wymusić solidne obciążenie.
Można obliczyć siły od skrawania ale chcę uniknąć "frezarki 3020"
6. Obróbkę podstawy wykonam na "dużym HAASie najpierw bazuje na powierzchni płaskiej i frezuje podstawę od strony profili
wewnętrznych i wykonuję otwory. Następnie "odwrotka i planuję dużą powierzchnię płaską "do zabielenia" i wiercę otwory
pod prowadnice liniowe. Całkowita masa konstrukcji żeliwnej 74 kg przy polu roboczym 320x280 takie powiększone A4.
Dodane 20 minuty 47 sekundy:
Dla belki
Naprężenia dla ciężaru rzeczywistego i siły 500N 0.6 MPa,
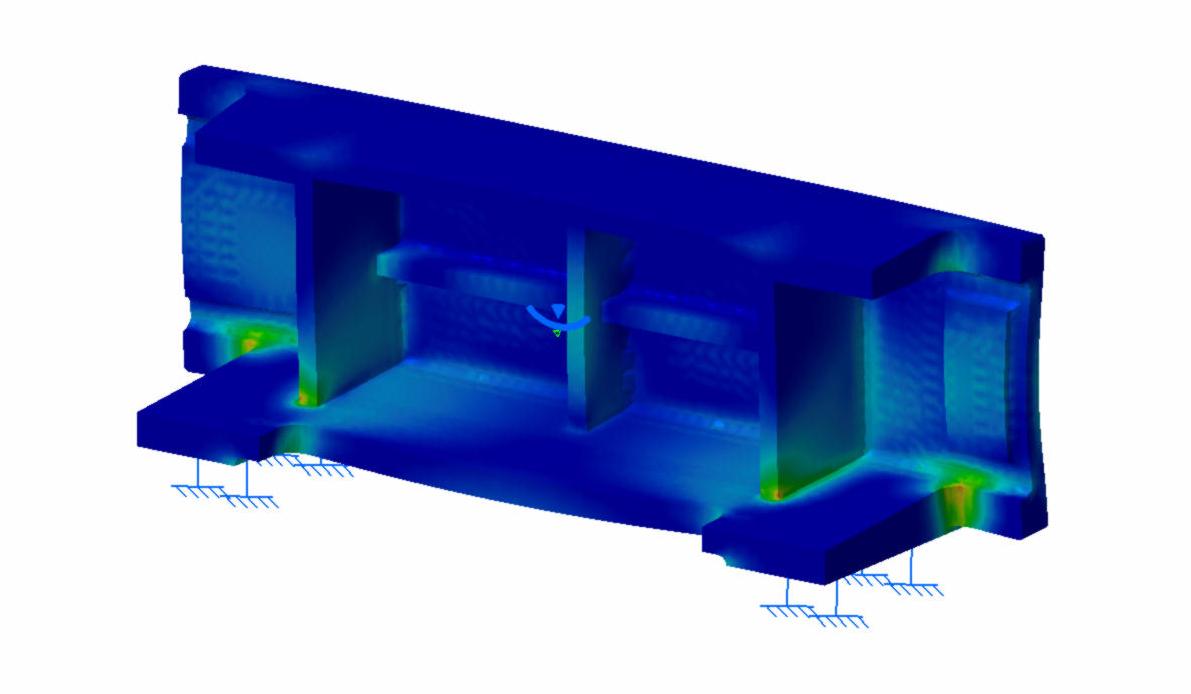
Deformacja 0.0004 mm.
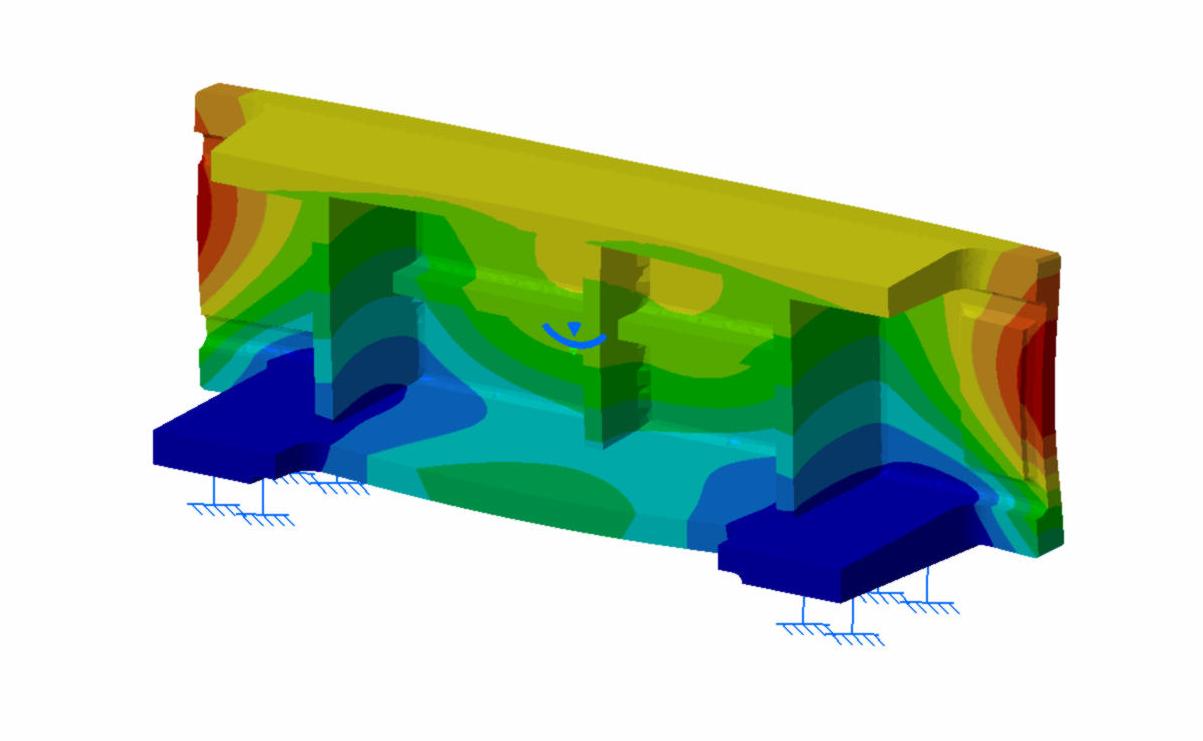
Oczywiście to jest analiza jakościowa, nie będę się skupiał na dłubaniu w MES.
5. Moc skrawania przy jakich obrotach? Jaki moment, charakterystyka wrzeciona? Dane z Haasa nijak się mają do małego wrzeciona o mocy ok. 2kW i momencie 1,2-1,4NM.
Powiem tak. Robiłem 2 takie projekty na studiach. Z obliczeniami, założeniami, w identyczny sposób. To jest kompletne oderwanie od rzeczywistości niestety. Takie typowe akademickie podejście, które niczemu nie służy i do niczego nie prowadzi. Realne problemy są zupełnie inne, wynikające m.in z jakości wykonania komponentów, ich cen i dostępności (poszukaj chociażby śrub i nakrętek w klasie lepszej niż C7 to się dowiesz o czym mówię oraz jakie tam są tolerancje), dokładności splanowania baz, posiadanych przyrządów pomiarowych do ustawiania geometrii itd. No i oczywiście kasa. Pewne przeskoki jakościowo - dokładnościowe powodują kilkukrotną różnicę cen komponentów.
Mesa również mieliśmy na studiach, coś tam liczyliśmy. Jeden z doktorów powiedział wtedy coś naprawdę sensownego, że wyniki obliczeń mes i tak są weryfikowane i zestawiane z wynikami badań doświadczalnych w celu ustalenia prawidłowych warunków brzegowych. Kolorki wyjdą zawsze, ale można ewentualnie zrobić jakieś minimalne optymalizacje konstrukcji, żeby zmniejszyć naprężenia, ale wyniki mogą być totalnie niezgodne z prawdą.
Sugeruje tak. Policz ile na to masz, zobacz co za to można kupić i jakich komponentów się używa. I zrób projekt i założenia na podstawie tego. Wypadałoby też mieć jakieś oczekiwane dokładności i tolerancje.






