



Znaleziono 9 wyników
Wróć do „Toczenie pręta kwadratowego”
- 15 paź 2016, 13:53
- Forum: Obróbka metali
- Temat: Toczenie pręta kwadratowego
- Odpowiedzi: 26
- Odsłony: 4119
- 13 paź 2016, 13:11
- Forum: Obróbka metali
- Temat: Toczenie pręta kwadratowego
- Odpowiedzi: 26
- Odsłony: 4119
- 12 paź 2016, 21:53
- Forum: Obróbka metali
- Temat: Toczenie pręta kwadratowego
- Odpowiedzi: 26
- Odsłony: 4119
Już kiedyś na taki pomysł wpadłem - szybko się uczęRomanJ4 pisze:Przy krótkim wysunięciu ze szczęk (na 20-kilka mm) nie ma problemu z zatoczeniem tego jednym przejściem, (potem wystawienie do cięcia 120mm).
Bo bałem się, że nasz kolega będzie próbował zatoczyć i ciąć za jednym zamocowaniem, co niechybnie mogłoby się skończyć...

- 12 paź 2016, 12:06
- Forum: Obróbka metali
- Temat: Toczenie pręta kwadratowego
- Odpowiedzi: 26
- Odsłony: 4119
- 12 paź 2016, 11:32
- Forum: Obróbka metali
- Temat: Toczenie pręta kwadratowego
- Odpowiedzi: 26
- Odsłony: 4119
RomanJ4 pisze:Powinienem Cię przeprosić, co niniejszym czynię, bo Twoje pytanie wyglądało mi na atak kolejnego "spadochroniarza" który w szkole dostał zadanie do rozwiązania, i sprytnie wydedukował sobie, że "rzuci temat" praktykom na forum a sam pójdzie na piwko.. (co robi się już pomału plagą ale nie oznacza, że takim nie pomagamy jeśli napiszą o tym wprost i okażą choć cień własnej inicjatywy w próbie rozwiązania kwestii, bo każdy z nas się kiedyś uczył)Jack_*Daniels pisze:Co masz na myśli ??
Tym bardziej, że nie podałeś nic poza samym tematem czy o swoim tokarskim doświadczeniu, no i w dodatku "Nowy użytkownik"... Przepraszam.
Mógłbyś podać jeszcze jaki gatunek stali jeśli znasz, długość tego obcinanego elementu, i długość zatoczenia pod gwint - ogólnie wymiary.
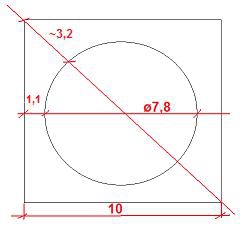
Po co? Bo pomimo tego, że zataczanie na ø8mm z □10mm to toczenia niewiele, ale można się wtedy zorientować jaka może być sztywność podczas toczenia ze zmienną głębokością ap (przy jednokrotnym przejściu byłoby to od ~1,1mm do ~3,2mm !)
i jaki można przyjąć posuw zależny od ilości przyjętych przejść.
Przeprosiny przyjęte. Ale też zgodzę się że można to było odczytać jako sposób na "zadanie domowe". Ale do tego już nie wracajmy.
Gatunek Stali S235JR.
Długość detalu 120mm
Długość gwintu 20mm
- 12 paź 2016, 09:11
- Forum: Obróbka metali
- Temat: Toczenie pręta kwadratowego
- Odpowiedzi: 26
- Odsłony: 4119
Zgadzam się że dziecinne pytanie - ale to wynika z braku doświadczenia (ale to kwestia czasu, uporu w osiągnięciu celu i czasu poświęconego na zdobywanie wiedzy)Yarec pisze:Mając taką obrabiarkę (z CBKO) zadajesz dziecinne pytanie.
z kwadratu "jadąc" od czoła do Ø 8 (7,8) wystarczy gwintowanie a po tym przecinak
Zastanawiam się bardziej od strony rodzaju stosowanych narzędzi jakie mają być. Dobór płytek itp. Czy jest różnica pomiędzy płytkami / narzędziami do obróbki pręta o przekroju okrągłym a płytkami do obróbki nieciągłej..... Niestety brakuje mi wiedzy.
[ Dodano: 2016-10-12, 09:13 ]
To już konkretna informacja - dziękiarasz pisze:Wystarczy w przecinaku zastosować płytką do obróbki przerywanej ( nie może być twarda)
- 12 paź 2016, 07:20
- Forum: Obróbka metali
- Temat: Toczenie pręta kwadratowego
- Odpowiedzi: 26
- Odsłony: 4119
- 11 paź 2016, 23:28
- Forum: Obróbka metali
- Temat: Toczenie pręta kwadratowego
- Odpowiedzi: 26
- Odsłony: 4119
- 11 paź 2016, 22:18
- Forum: Obróbka metali
- Temat: Toczenie pręta kwadratowego
- Odpowiedzi: 26
- Odsłony: 4119
Toczenie pręta kwadratowego
Witajcie.
Dostałem zapytanie na wykonanie średniej partii niewielkich elementów wykonanych z pręta stalowego o przekroju kwadratowym 10mm. Element z jednej strony jest zakończony gwintem M8 na długości 20mm.
Czy ktoś z kolegów ma doświadczenie z toczeniem takiego materiału.
Jakie narzędzia będą najlepsze do gwintowania i odcinania elementów.
Z góry dziękuję za pomoc.
Dostałem zapytanie na wykonanie średniej partii niewielkich elementów wykonanych z pręta stalowego o przekroju kwadratowym 10mm. Element z jednej strony jest zakończony gwintem M8 na długości 20mm.
Czy ktoś z kolegów ma doświadczenie z toczeniem takiego materiału.
Jakie narzędzia będą najlepsze do gwintowania i odcinania elementów.
Z góry dziękuję za pomoc.






