RomanJ4 troszkę wyprzedzasz moje poczynania. Mój plan tulejowania zakłada dwie opcje, tuleja z brązu fosforowego (zakupie materiał w poniedziałek lub wtorek):
1. Trzpień do roztaczania jak z Twoich propozycji trzymany w kłach i nóż zrobiony z wiertła HSS. Kieł we wrzecionie to wytaczadło regulowane, aby można było precyzyjnie roztoczyć tuleje konika.
2. Taki sam trzpień jak w punkcie 1. tylko trzymany w uchwycie 4-szczękowym niezależnym.
Dzięki za propozycje, jak zwykle bezbłędnie wiesz co najlepiej zrobić

Jeśli chodzi o przystawkę z filmików to po raz kolejny wyprzedasz zdarzenia w tym wątku. To ma być fajna niespodzianka, ale już mogę chyba powiedzieć, że do punktu III modyfikacji projektuje coś bardzo podobnego, zobaczymy tylko czy będę miał na tyle umiejętności żeby projekt z papieru przenieść do rzeczywistości.
[ Dodano: 2016-02-13, 23:52 ]
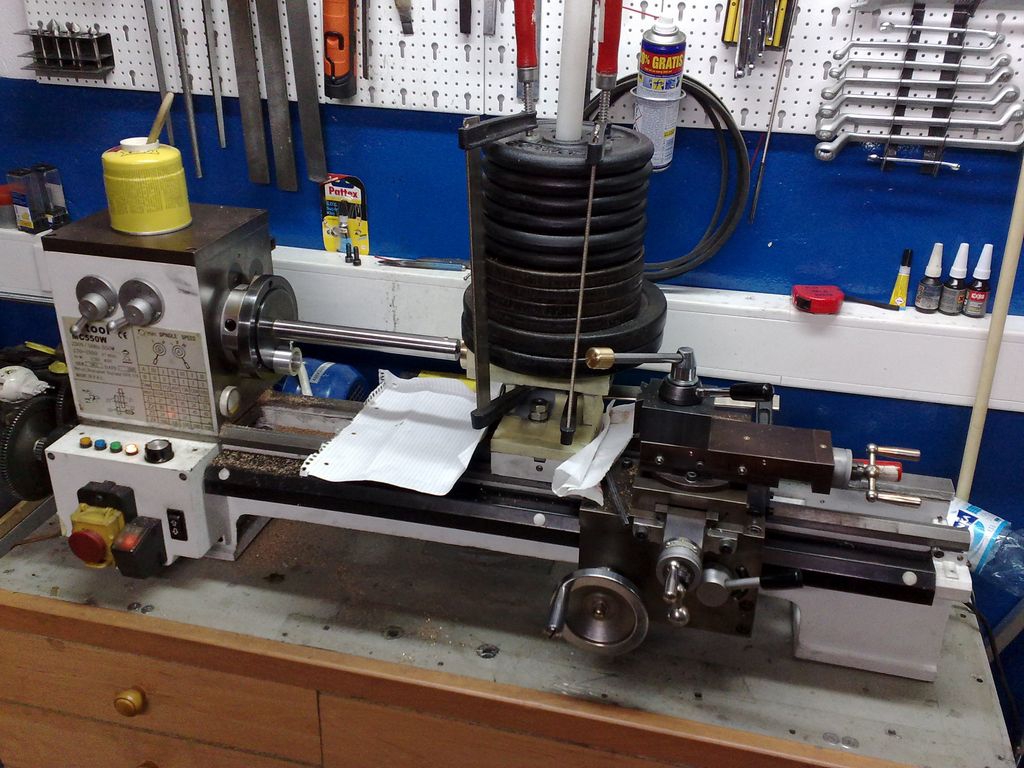
RomanJ4 miałem czekać z wydaniem tego posta do poniedziałku, ale skoro i taki zgadujesz co się wydarzy to chyba nie ma co czekać. To są moje przygotowania do mojego planu tulejowania:
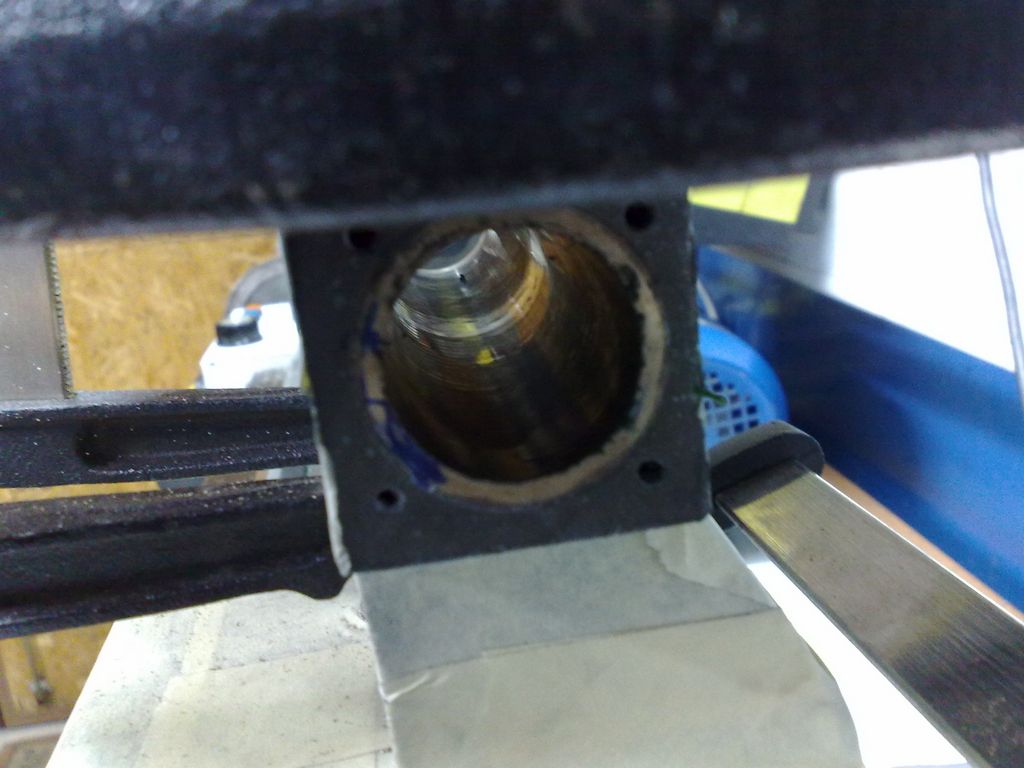
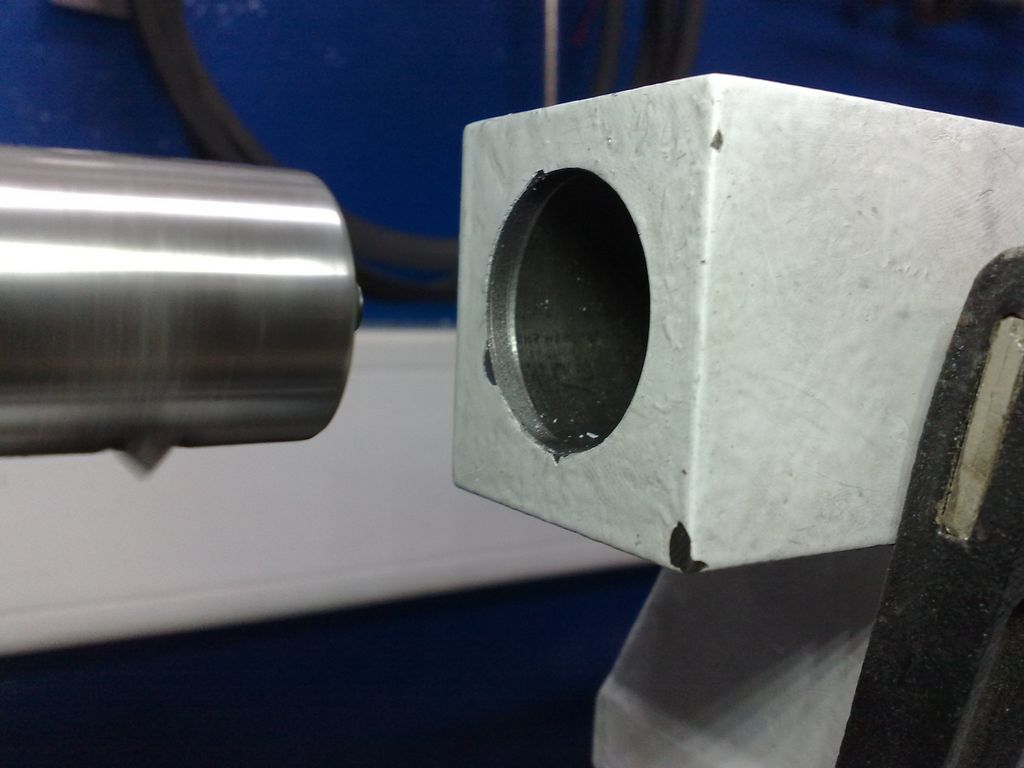
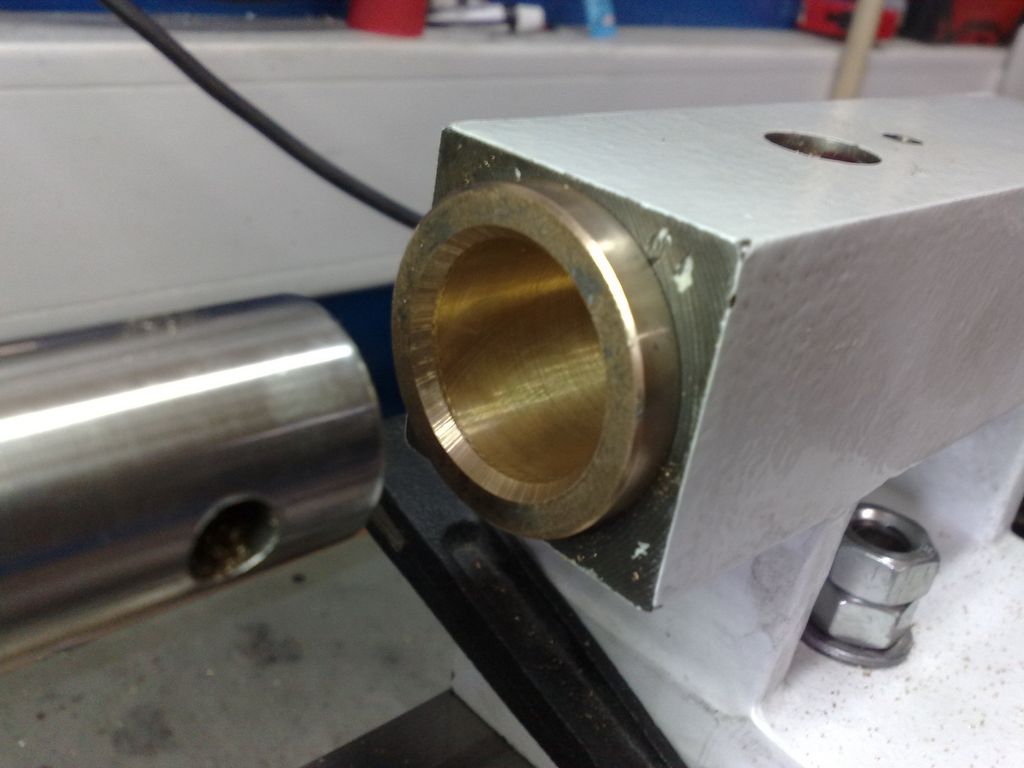
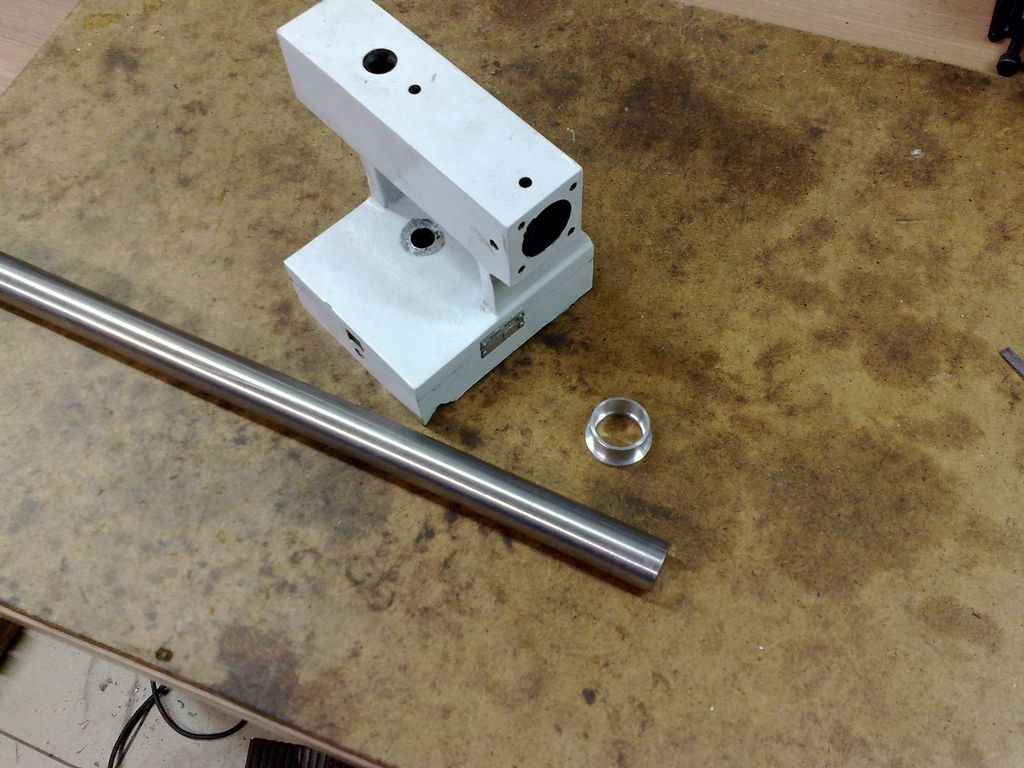
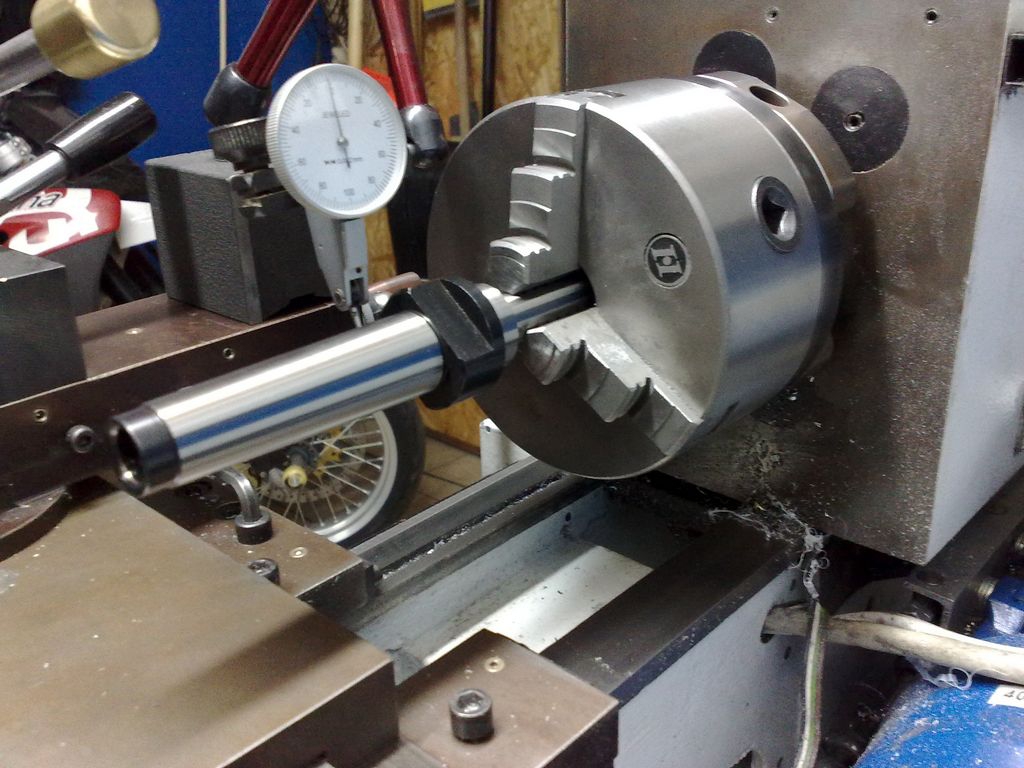
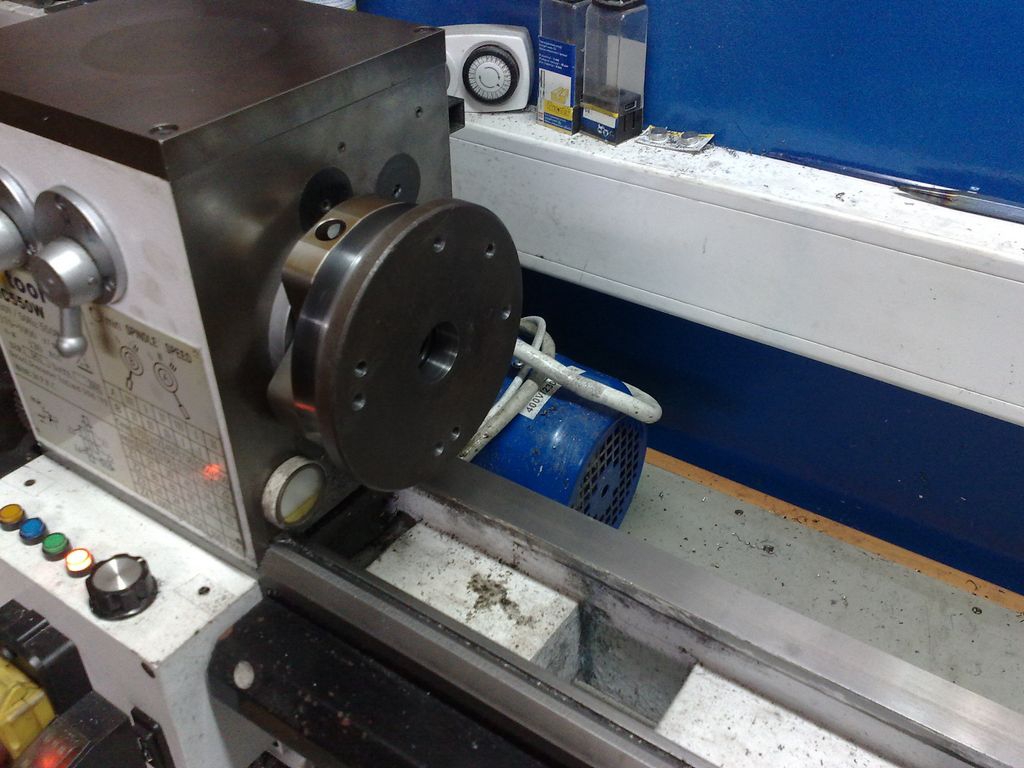
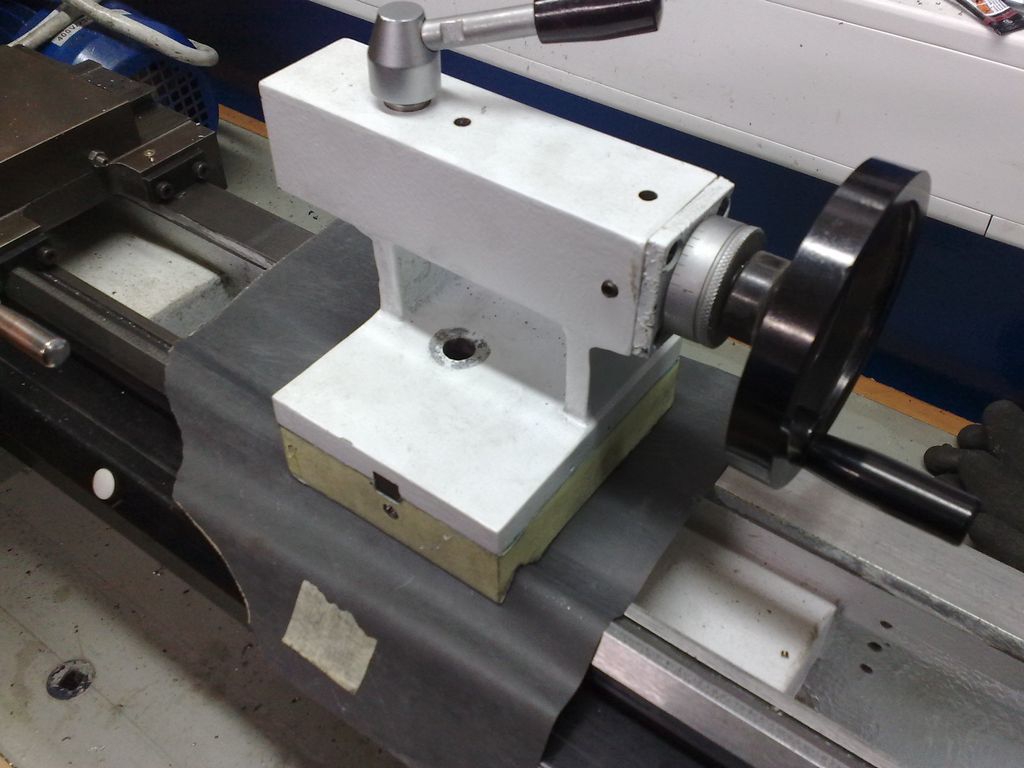
Rozwiązanie na poprawienie osiowości tulei konika wiąże się ze zrobieniem nowej tulei.
W związku z tym planuje roztoczyć konik i wprowadzić nową tuleje wykonaną z fosforbrązu.
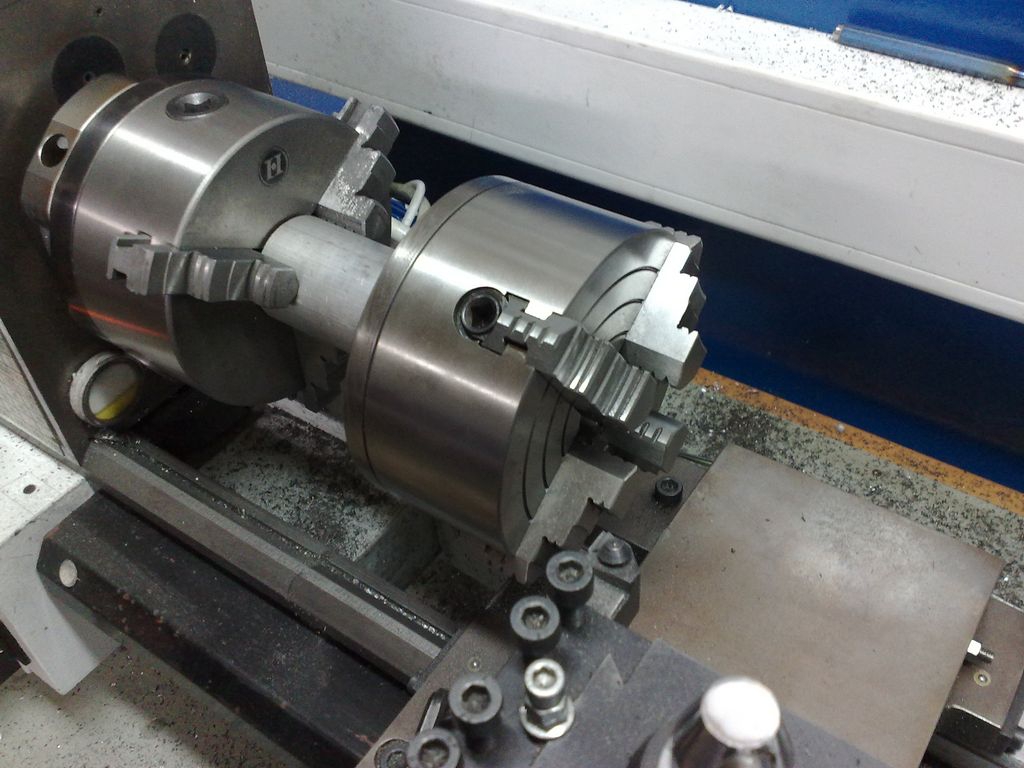
Plan jest taki, żeby albo użyć wytaczadła lub uchwytu czteroszczękowego niezależnego.
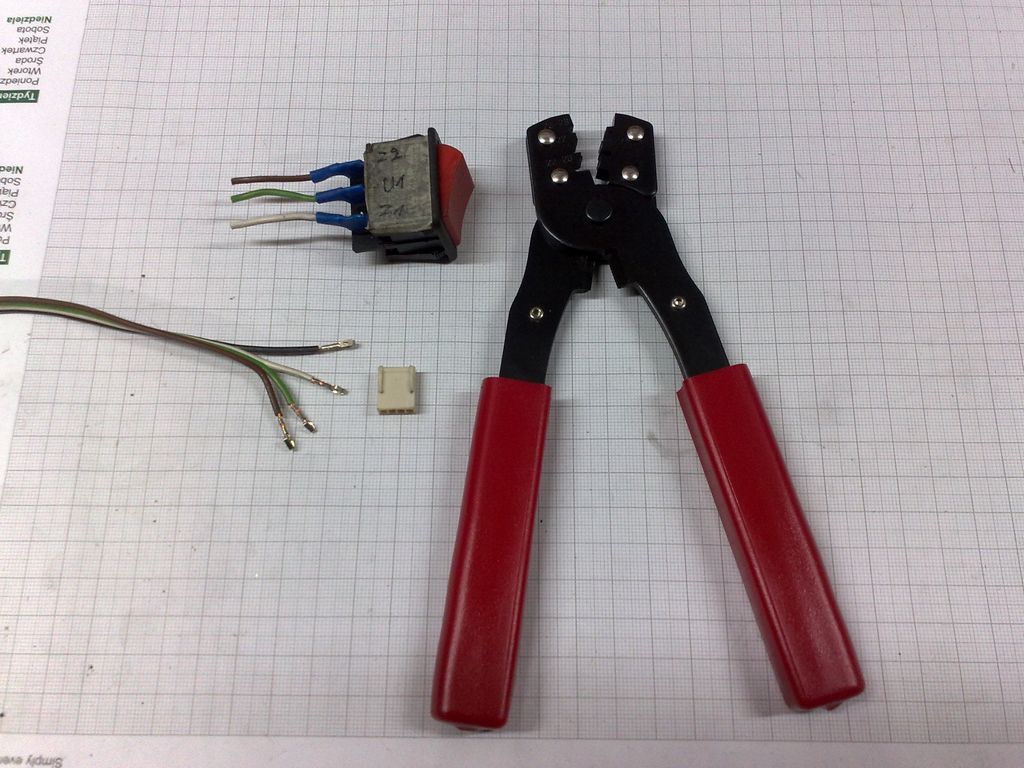
Do niedawna nie miałem żadnego z dwojga, ale czas najwyższy się wyposażyć w takie zabawki:

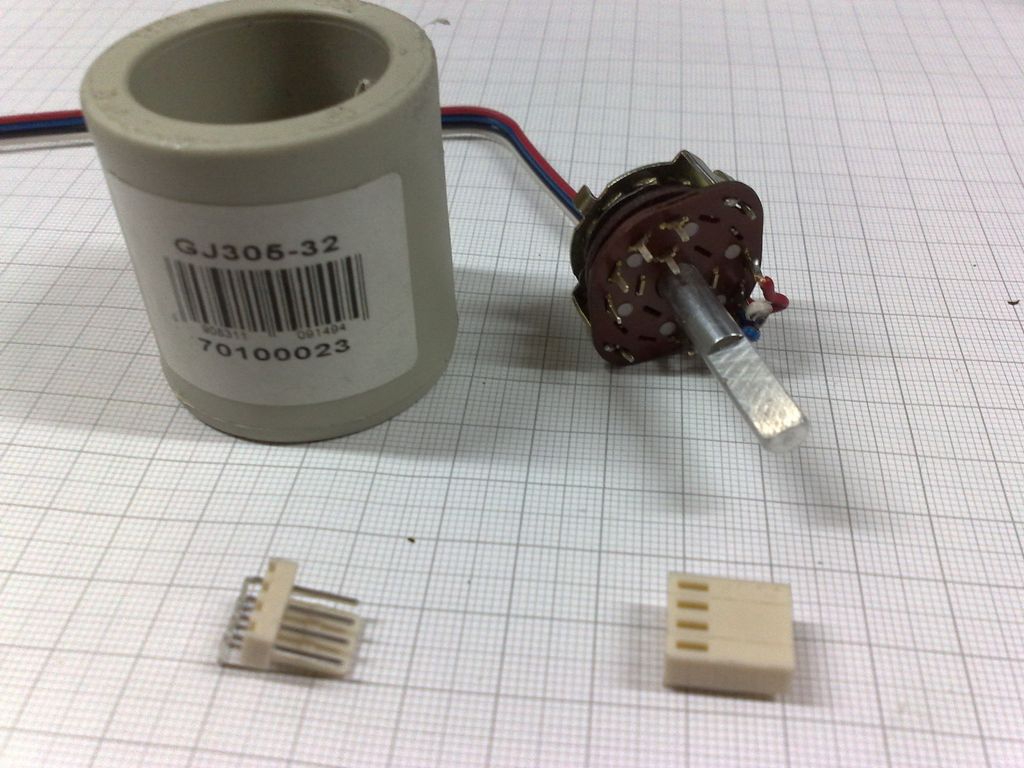
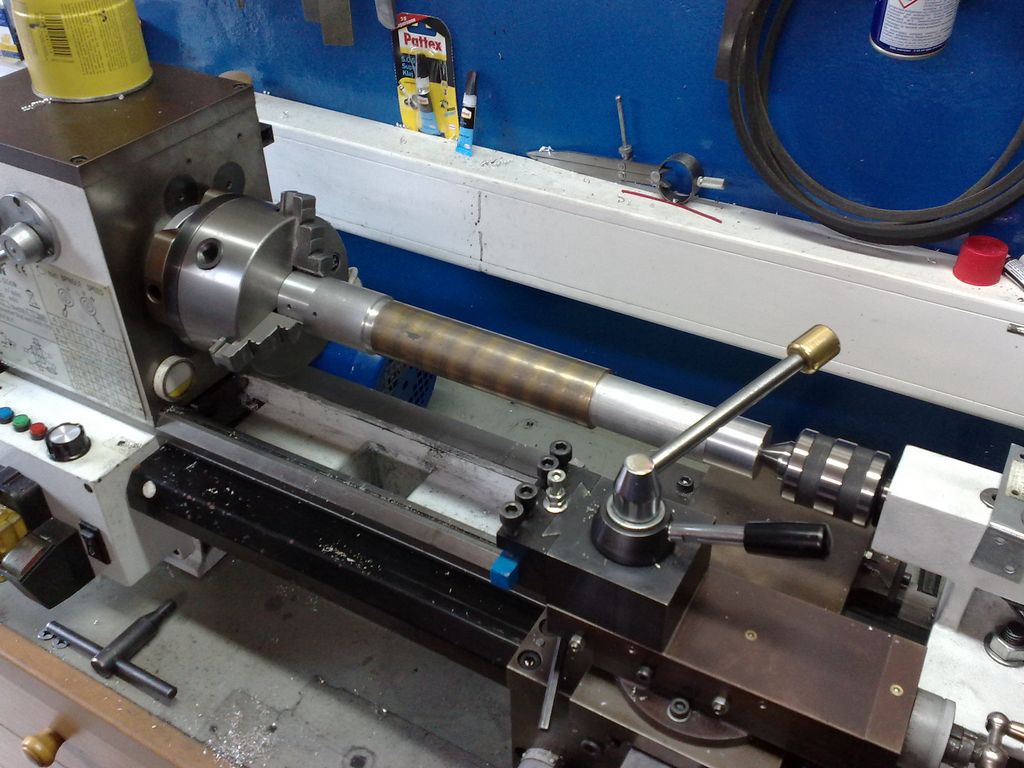
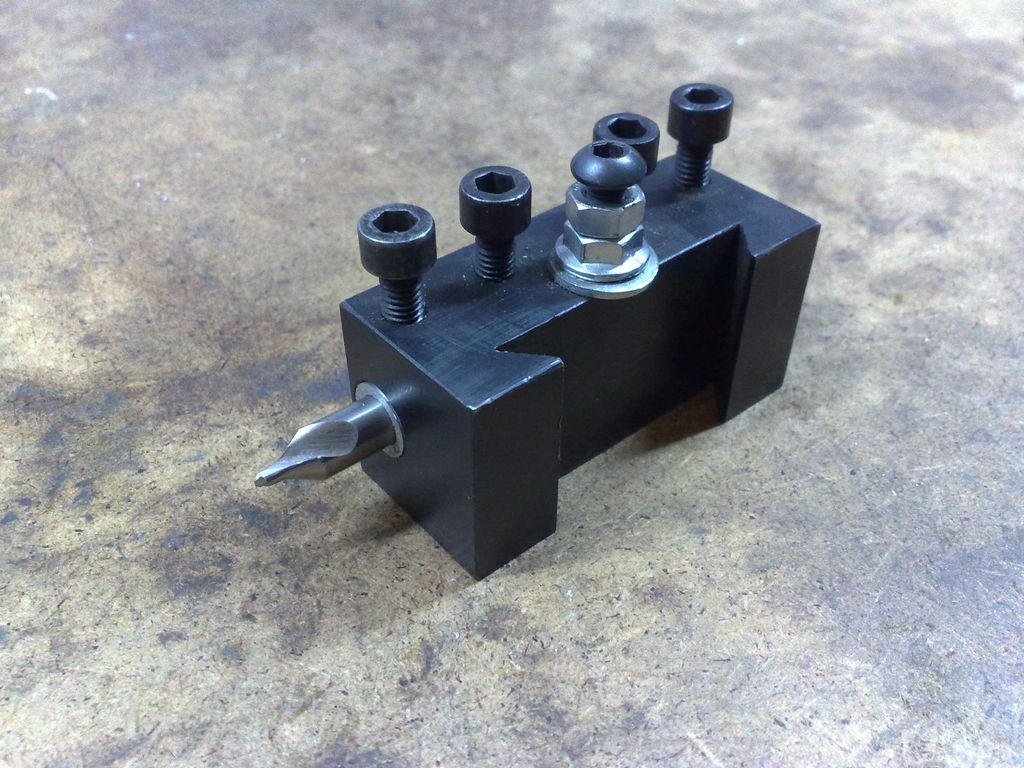
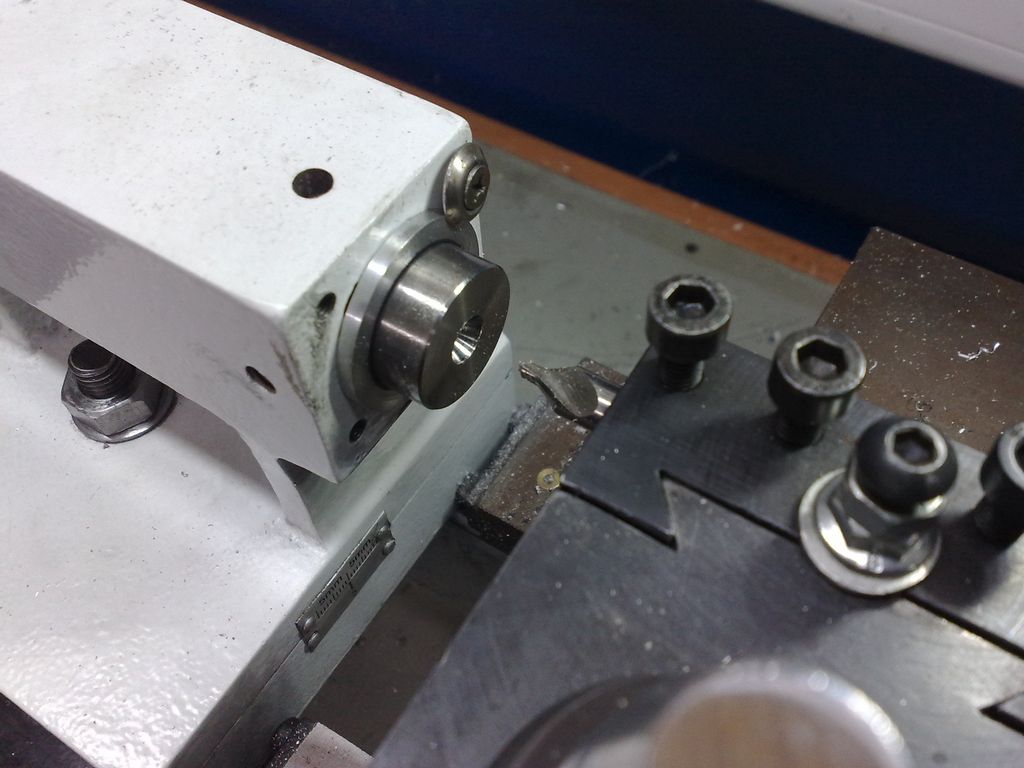
Wytaczadło zdobyłem MT2 z nożami 12mm oraz przejściówkę na MT3 aby dało się jej używać w koniku i wrzecionie.
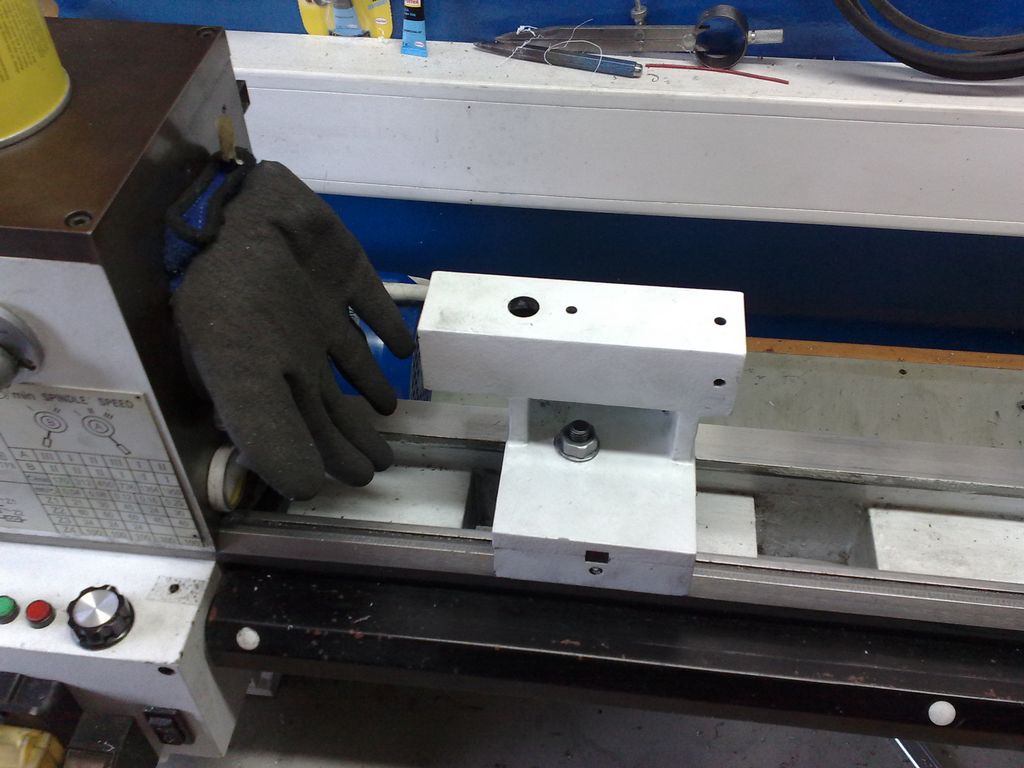
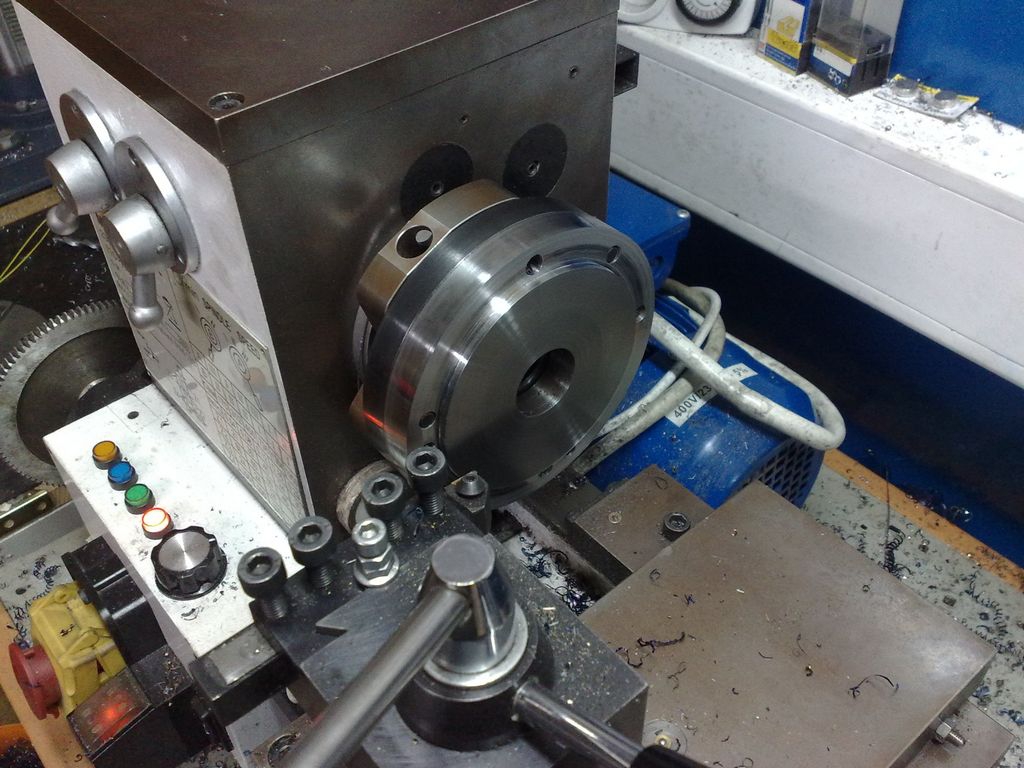
Jeśli natomiast chodzi o uchwyt niezależny (4 otwory) to jak wiadomo w Nutoolu jest problem, że zabiera wrzeciona posiada tylko otwory na uchwyty samocentrujące (3 otwory).
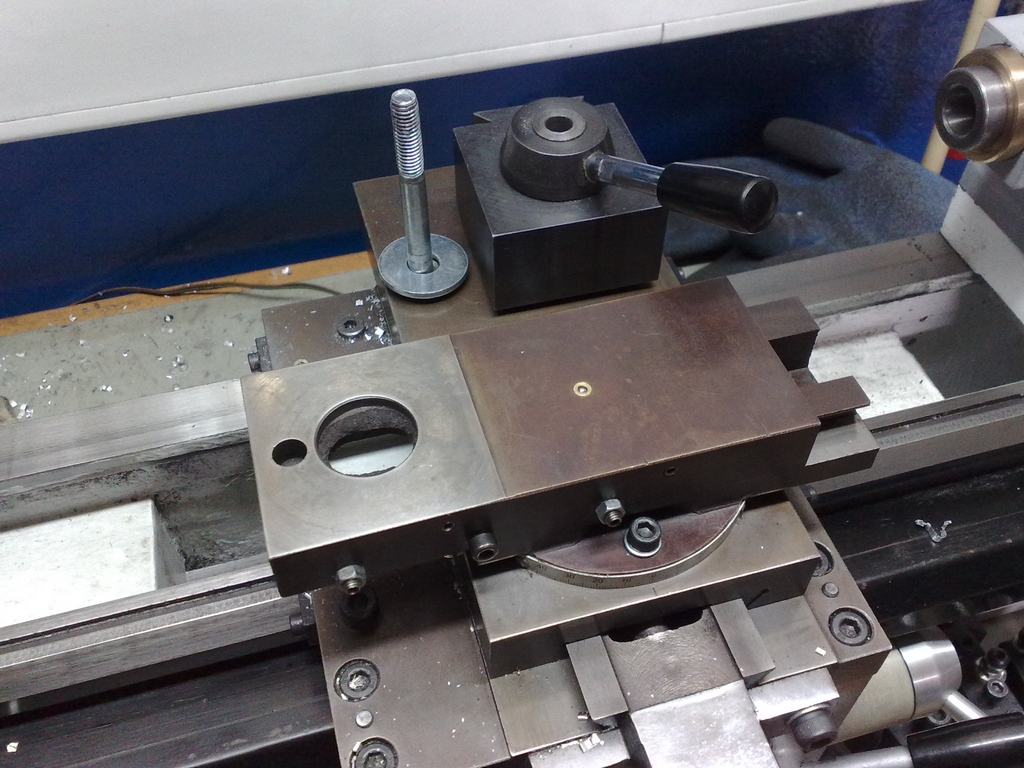
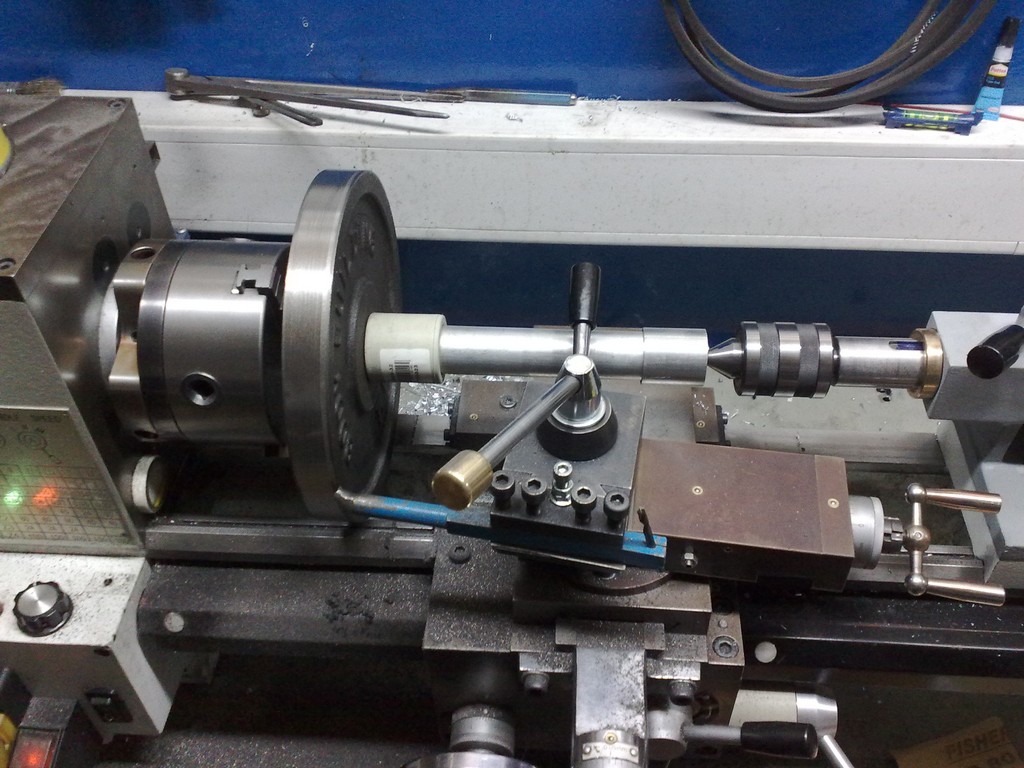
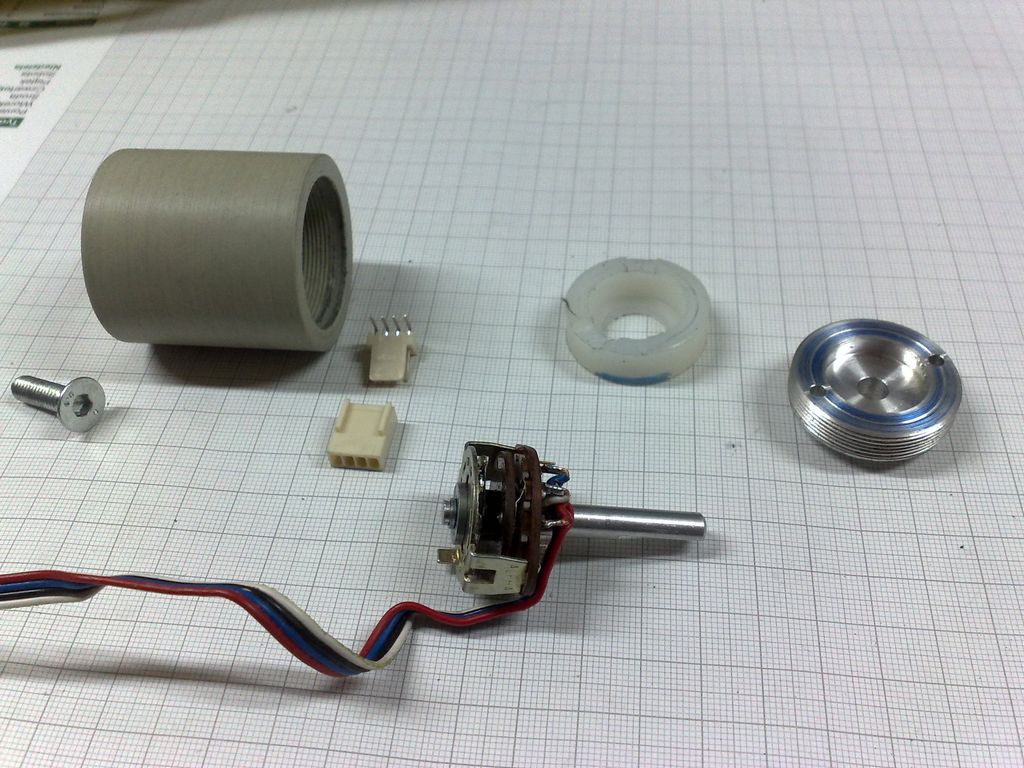
Z uwagi na to, że los mi ostatnio sprzyjał i ktoś wyrzucał odważniki hantli (1 żeliwny i 1 stalowy) to skorzystałem z okazji i postanowiłem skończyć z mocowaniem uchwytu niezależnego w centrycznym i wykonać adapter z prawdziwego zdarzenia.
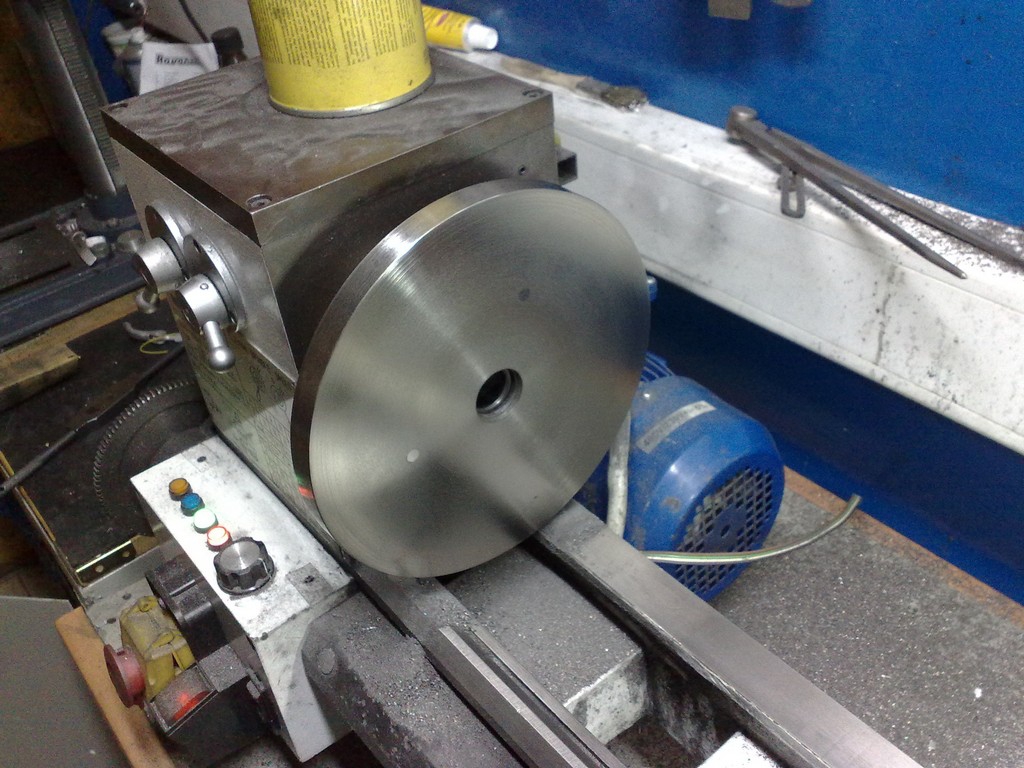
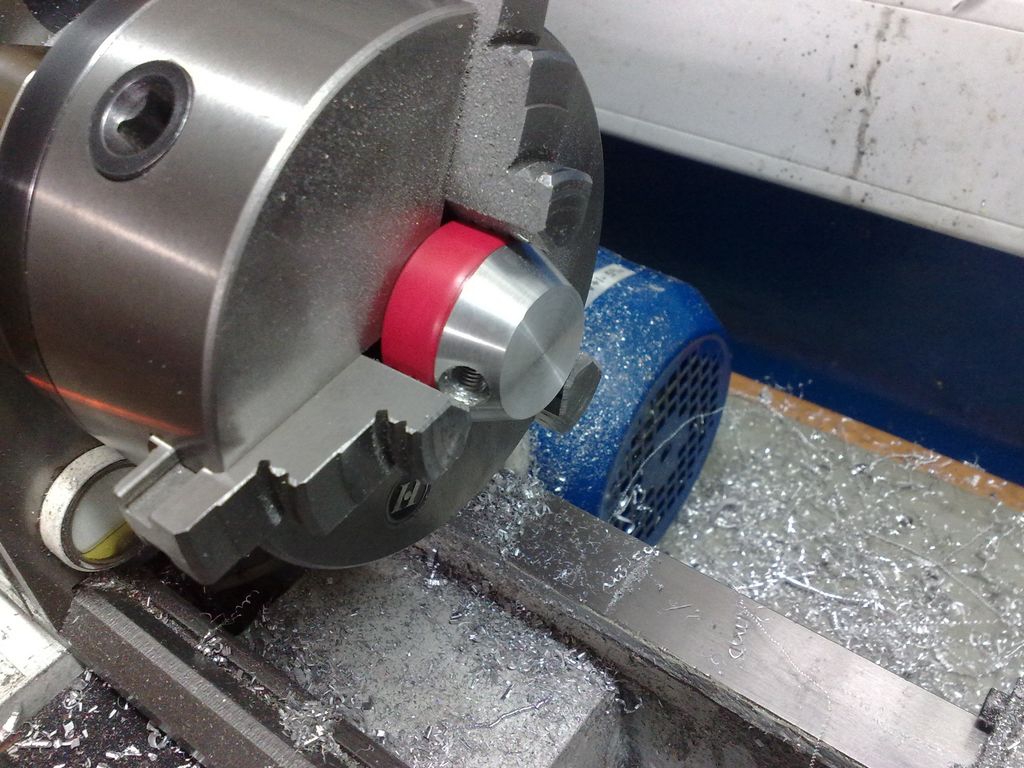
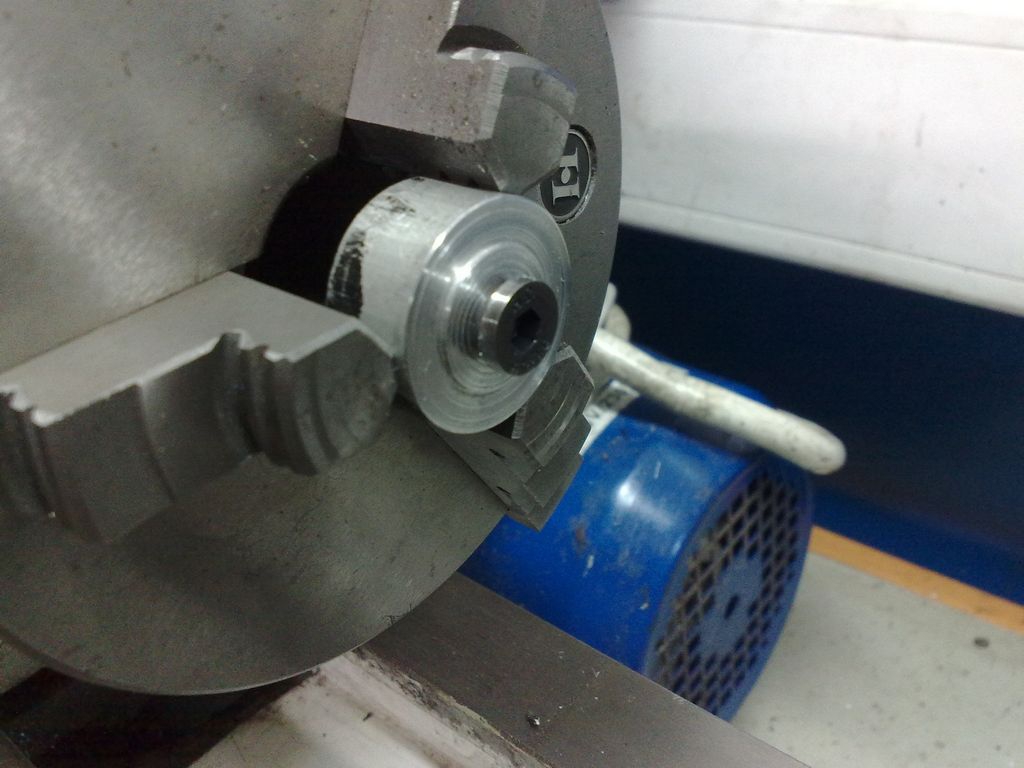
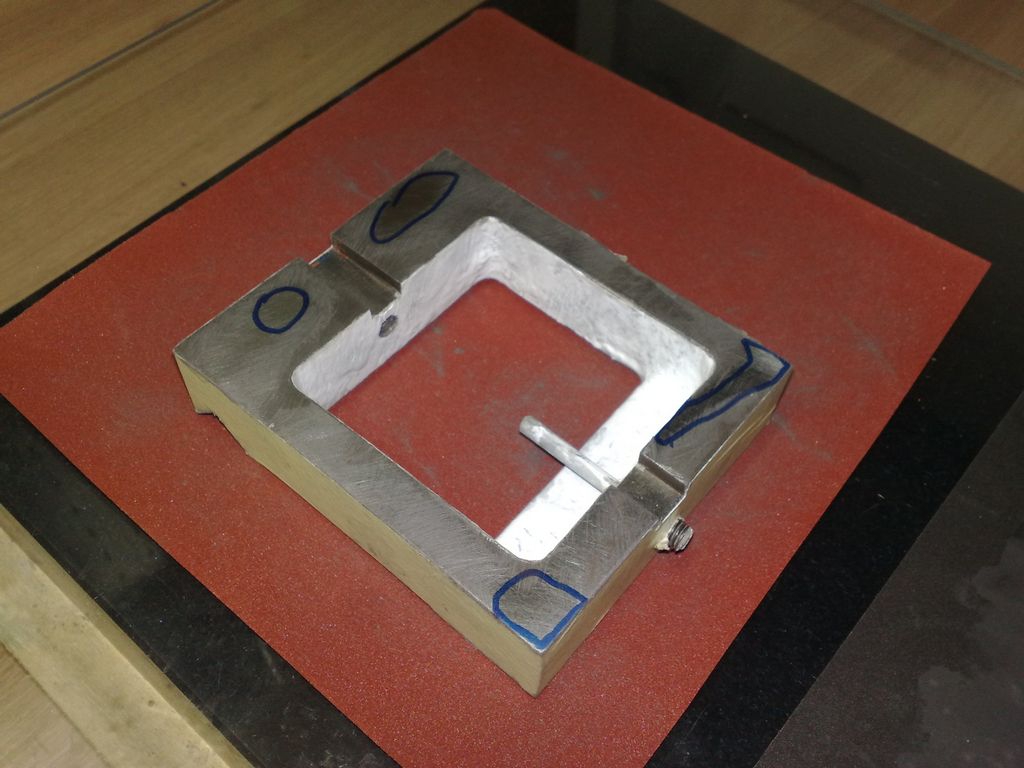
Pierwszy etap prac to wykonanie
wzorca
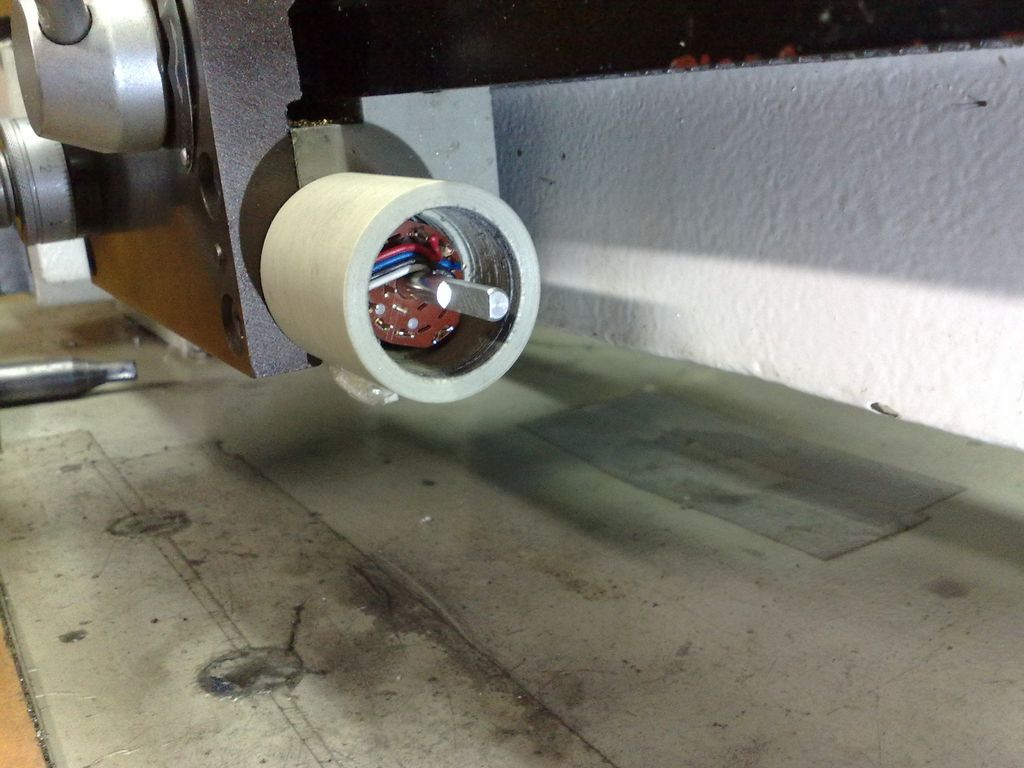
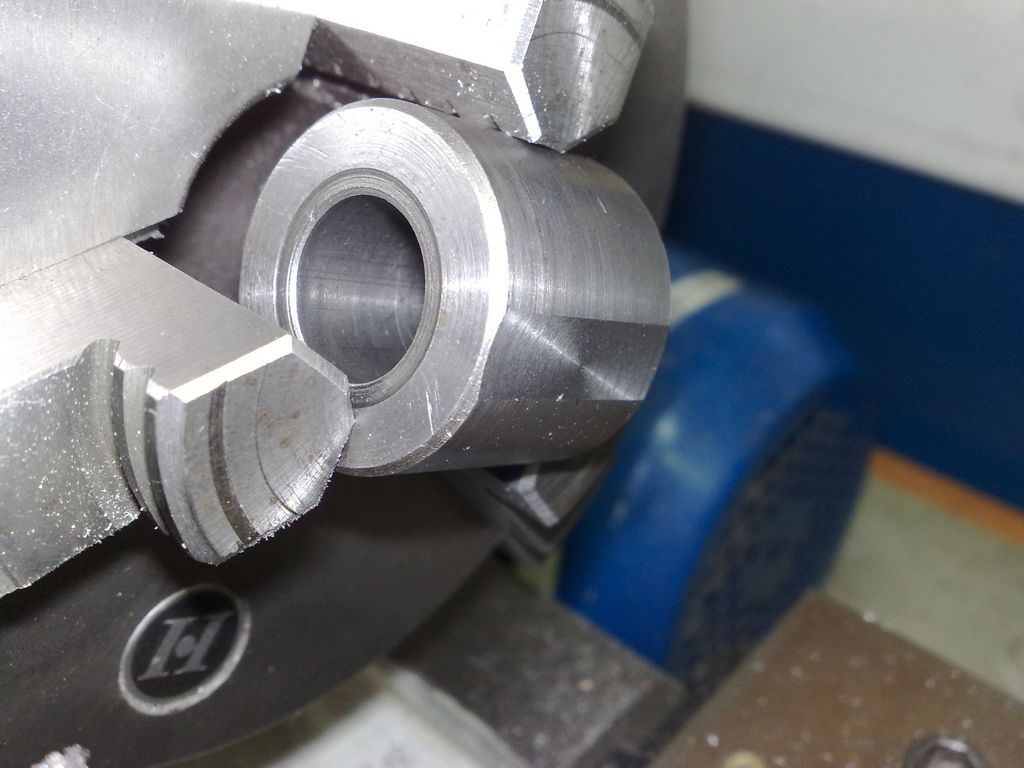
Nie chciało mi się zakładać szczek lewych, więc wzorzec zacząłem toczyć podparty konikiem przyklejony superGlue do tulei z aluminium.
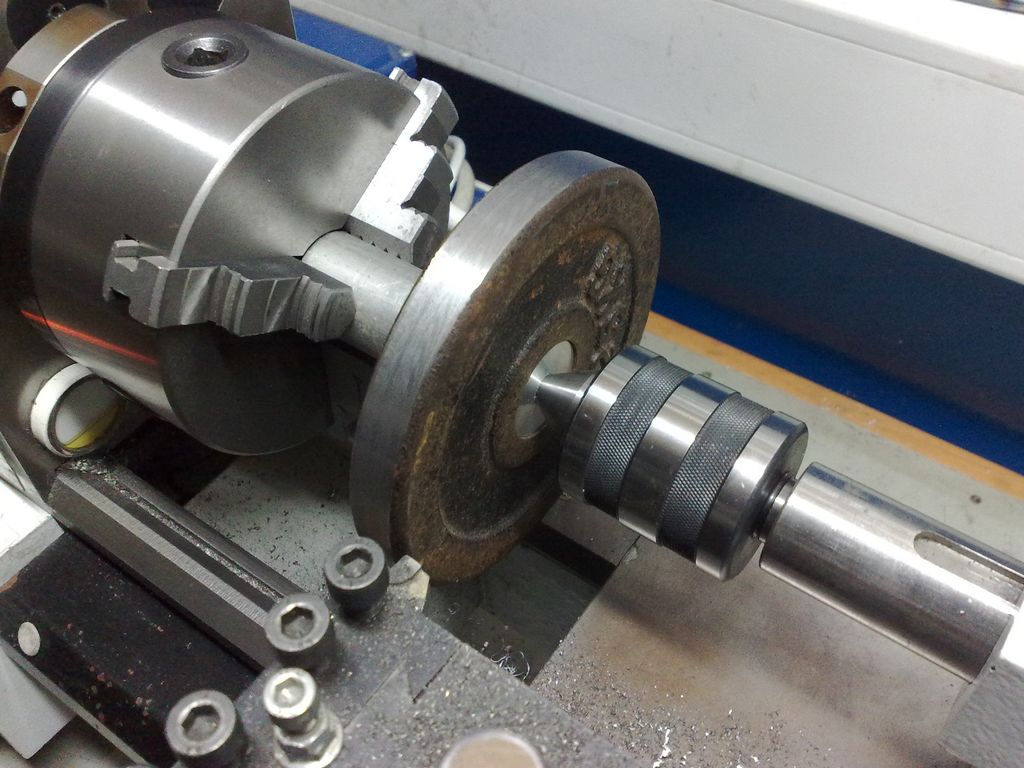
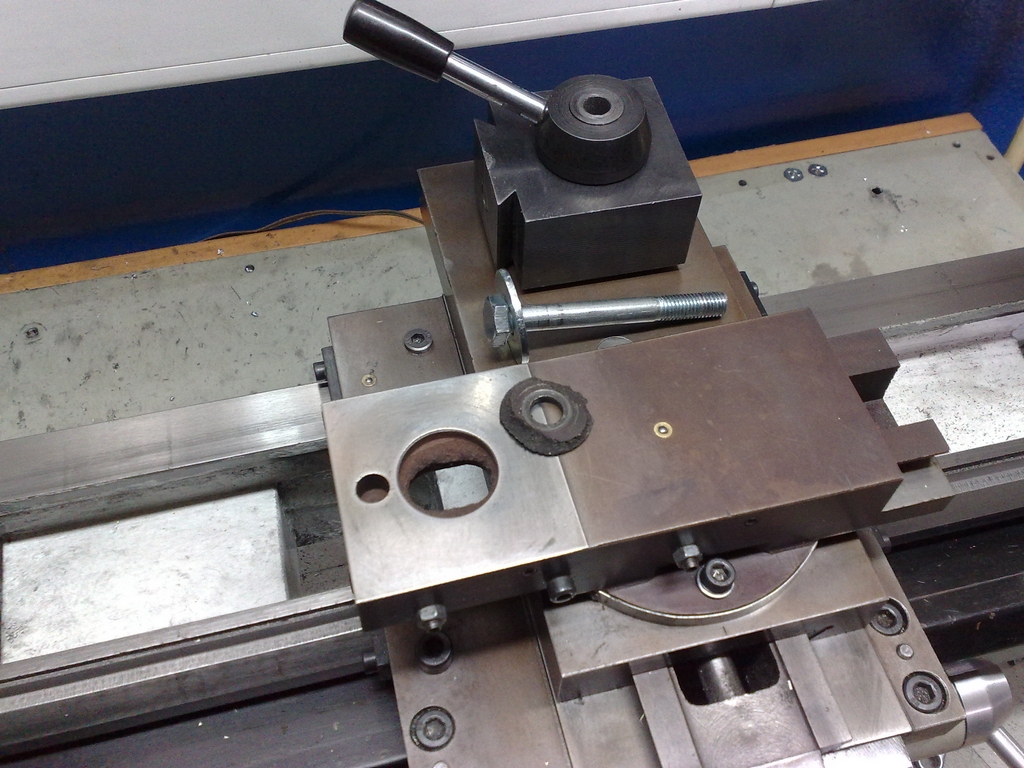
W połowie roboty jednak klej puścił i musiałem zmienić strategię i docisnąć ciężarek śrubą, którą nakiełkowałem, żeby pasowała do mojego kła. Następnym razem użyje lewych szczęk, a nie będę "oszczędzał czasu"

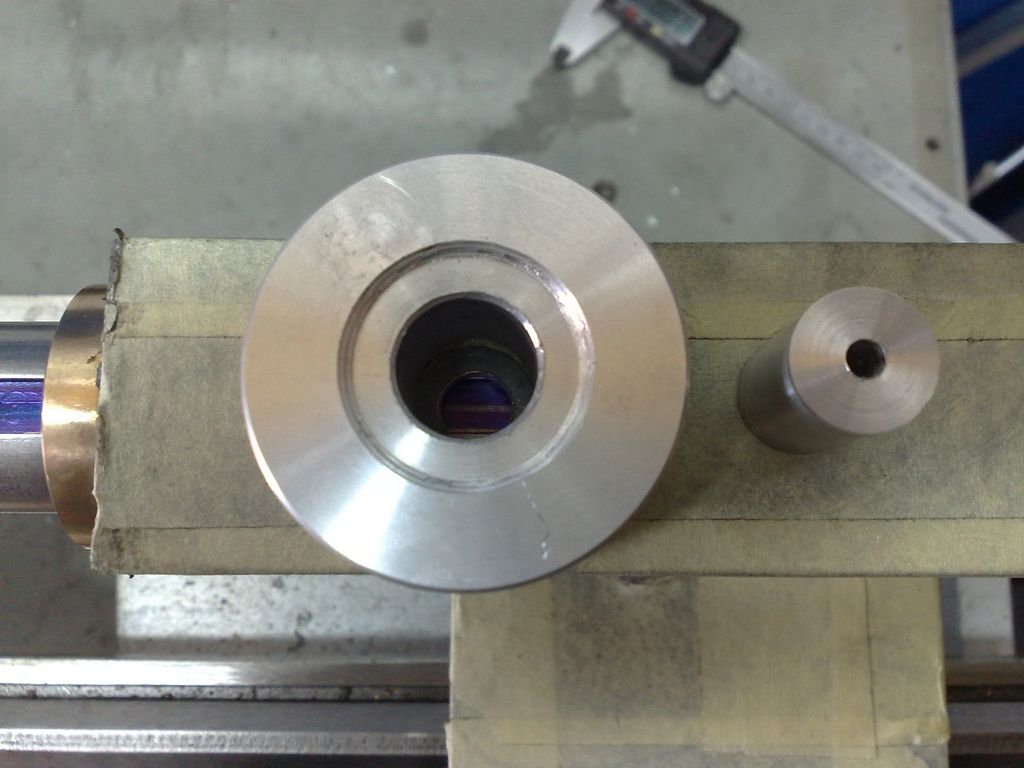
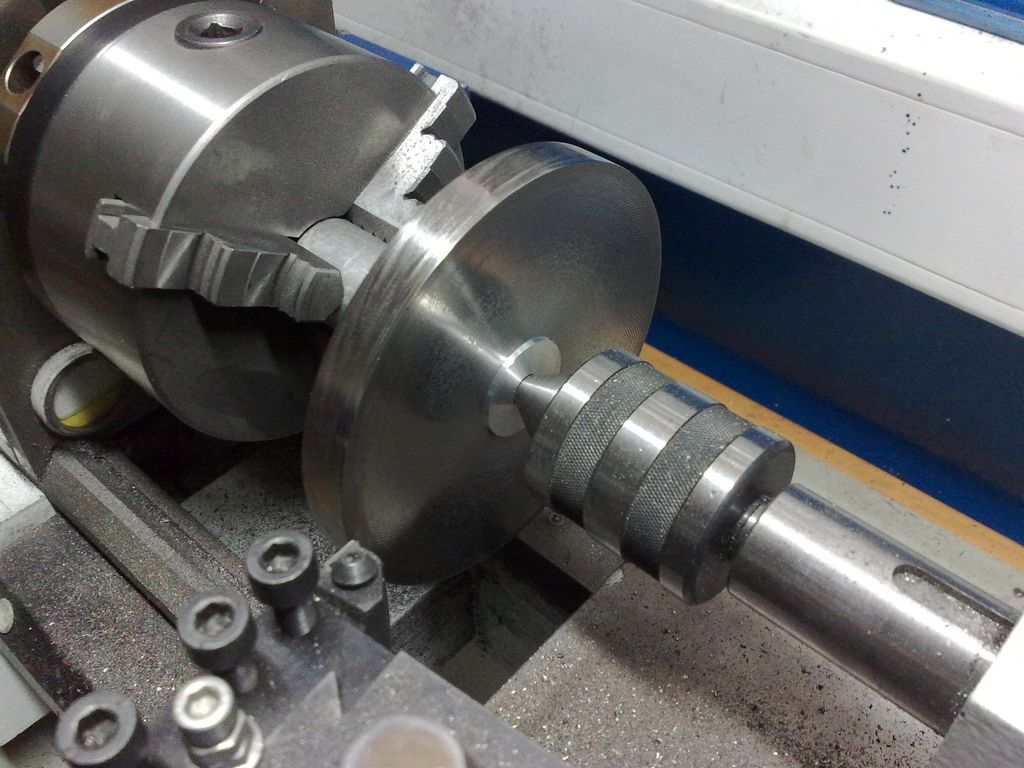
Jedynym plusem takiej konfiguracji jest możliwość obróbki z obu stron z jednego mocowania.
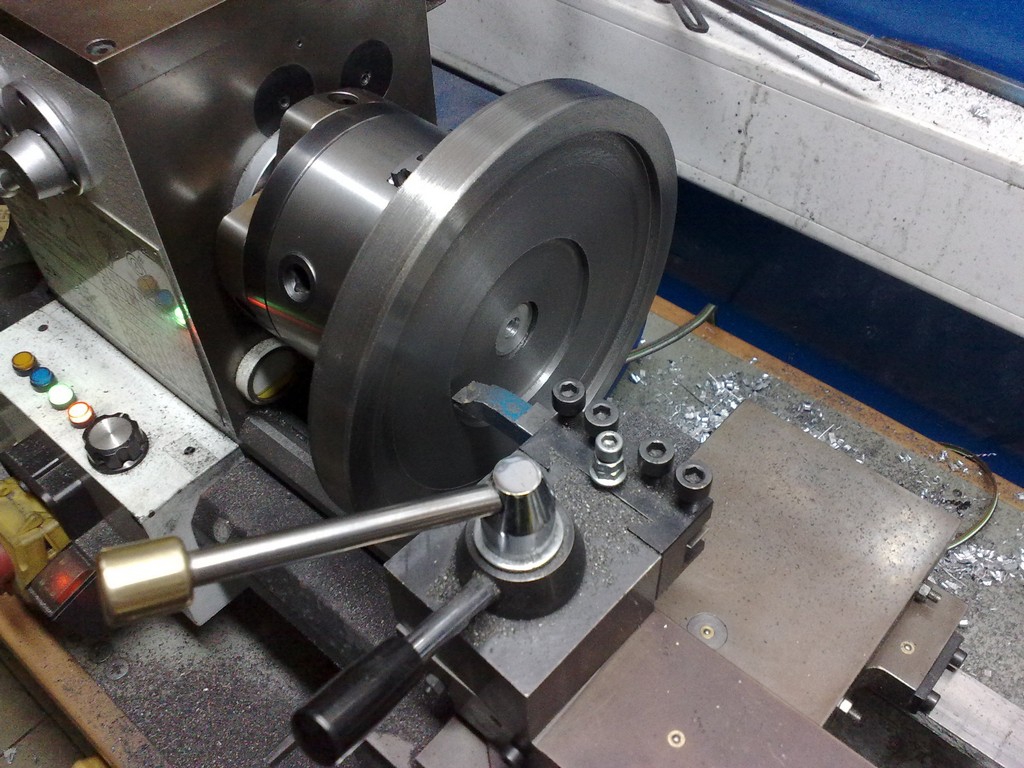
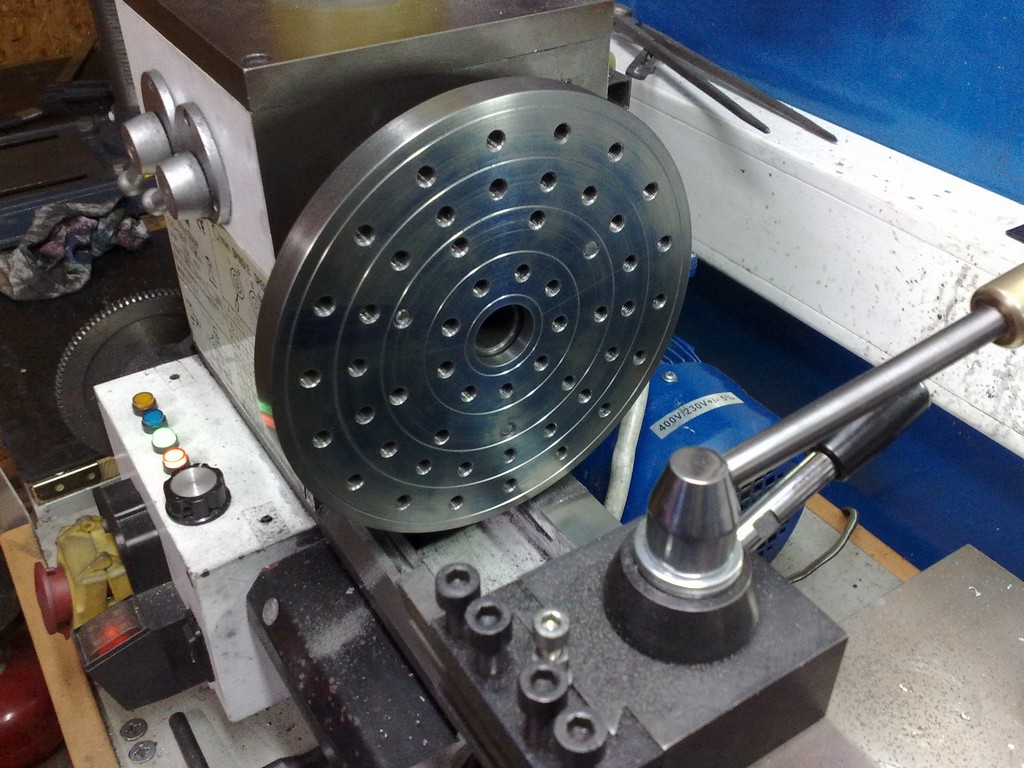
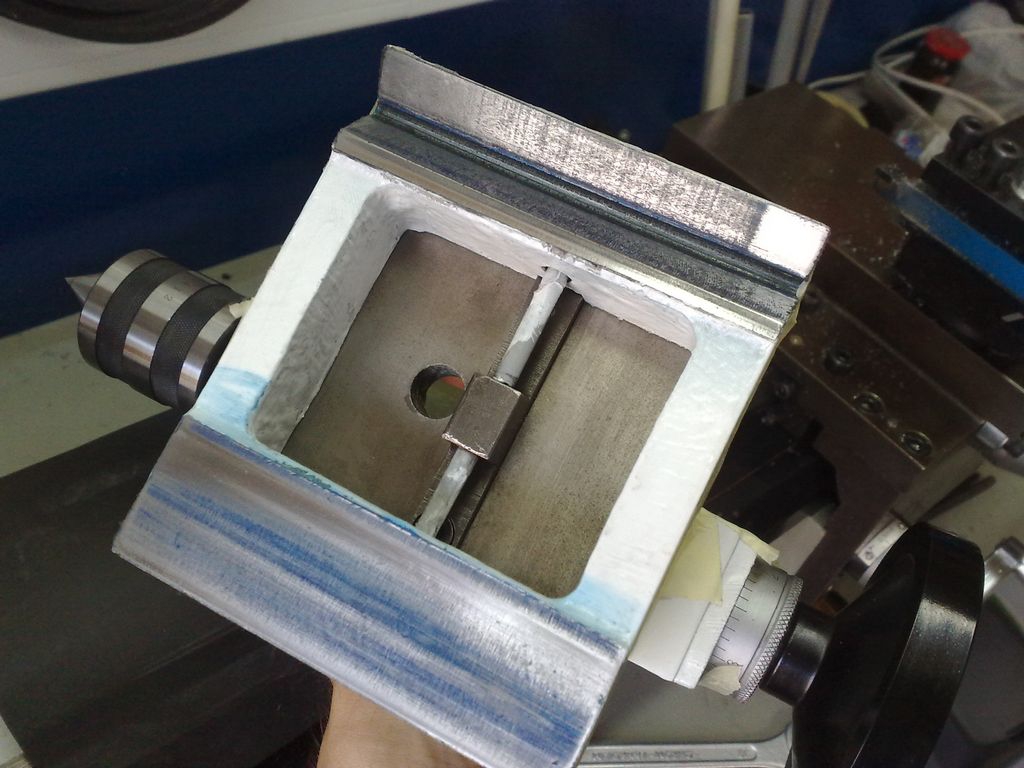
Zamek został obrobiony z grubsza a następne małymi kroczkami dopasowany do uchwytu tokarskiego jak oryginalny zamek wrzeciona.

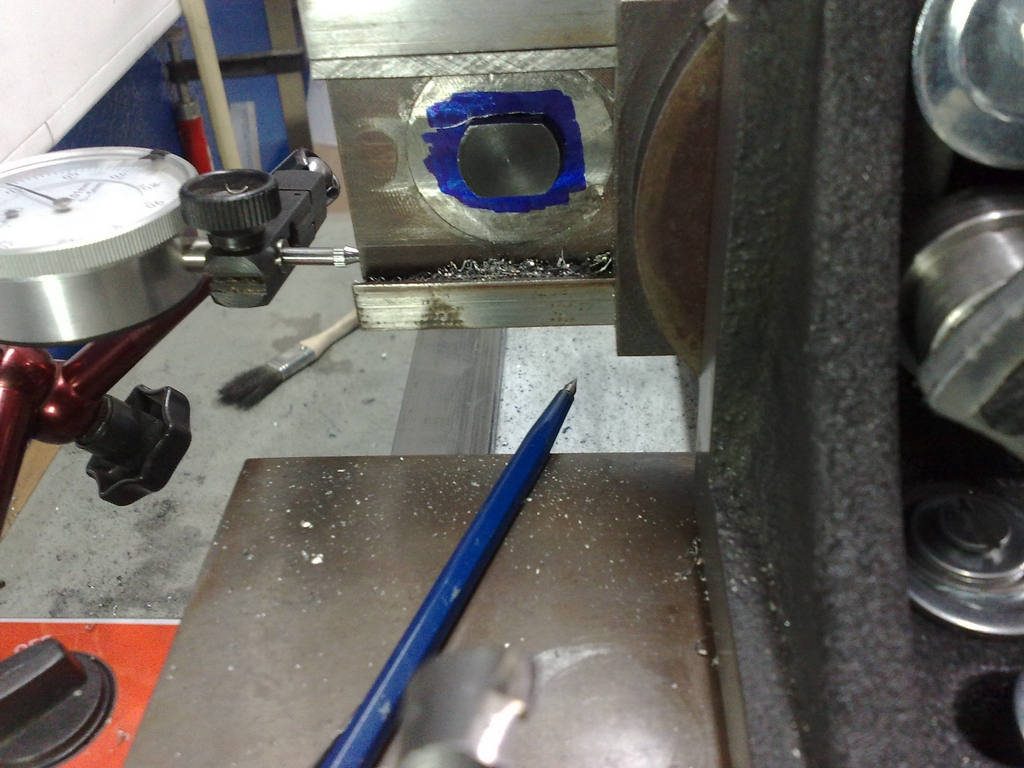
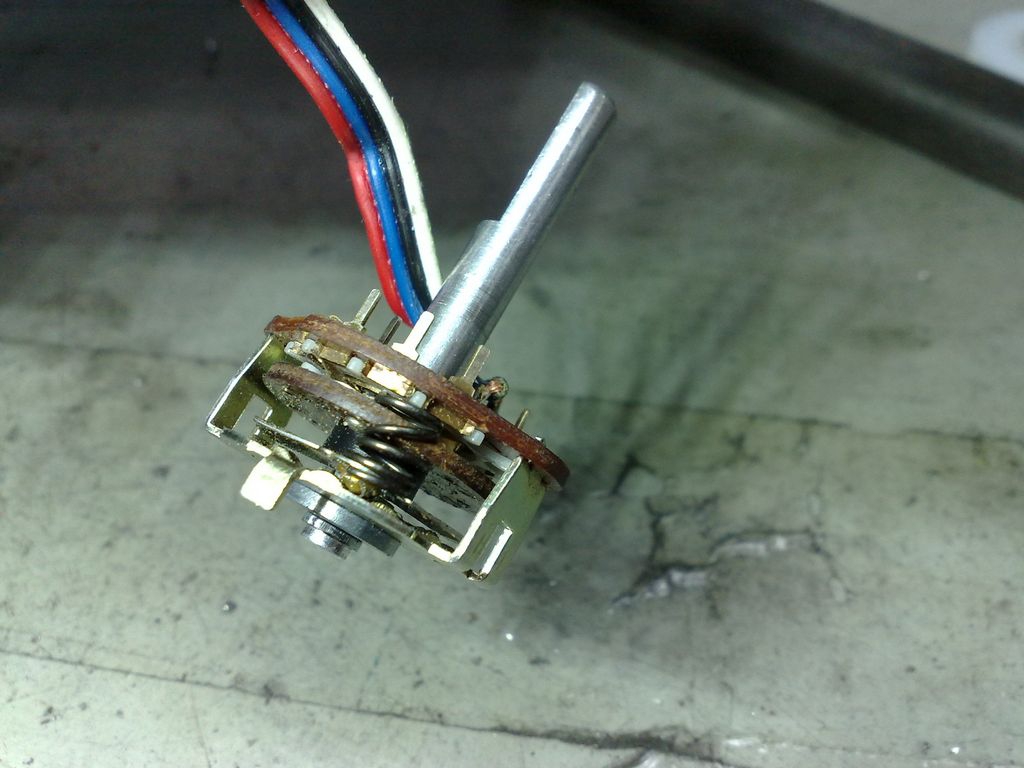
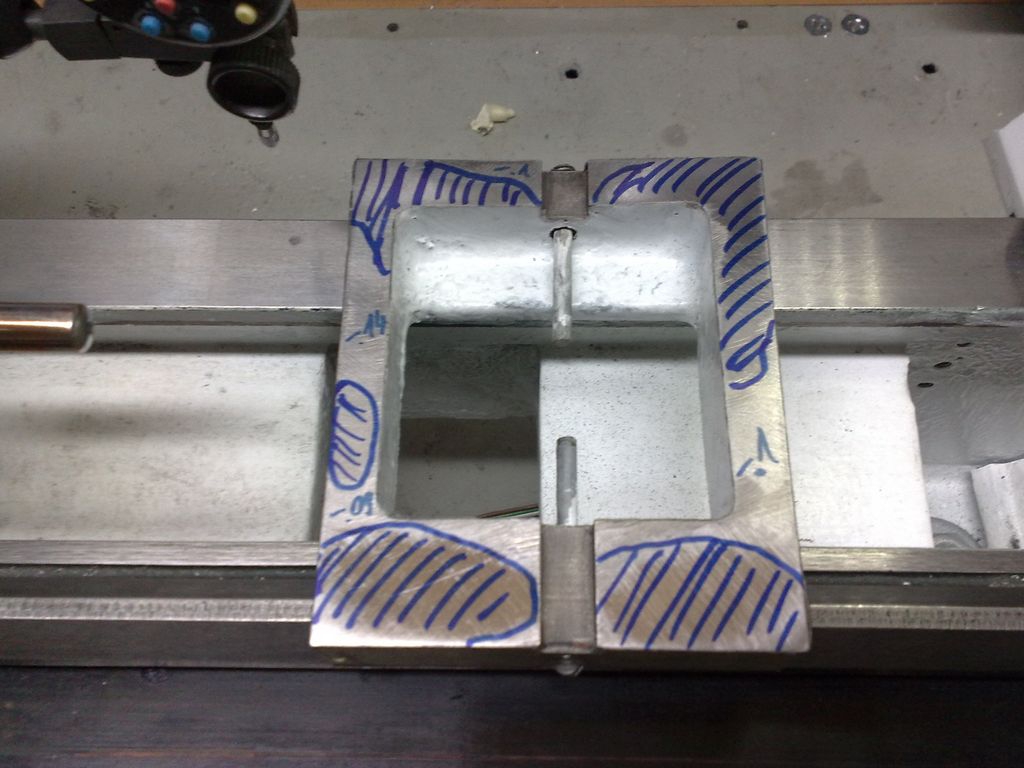
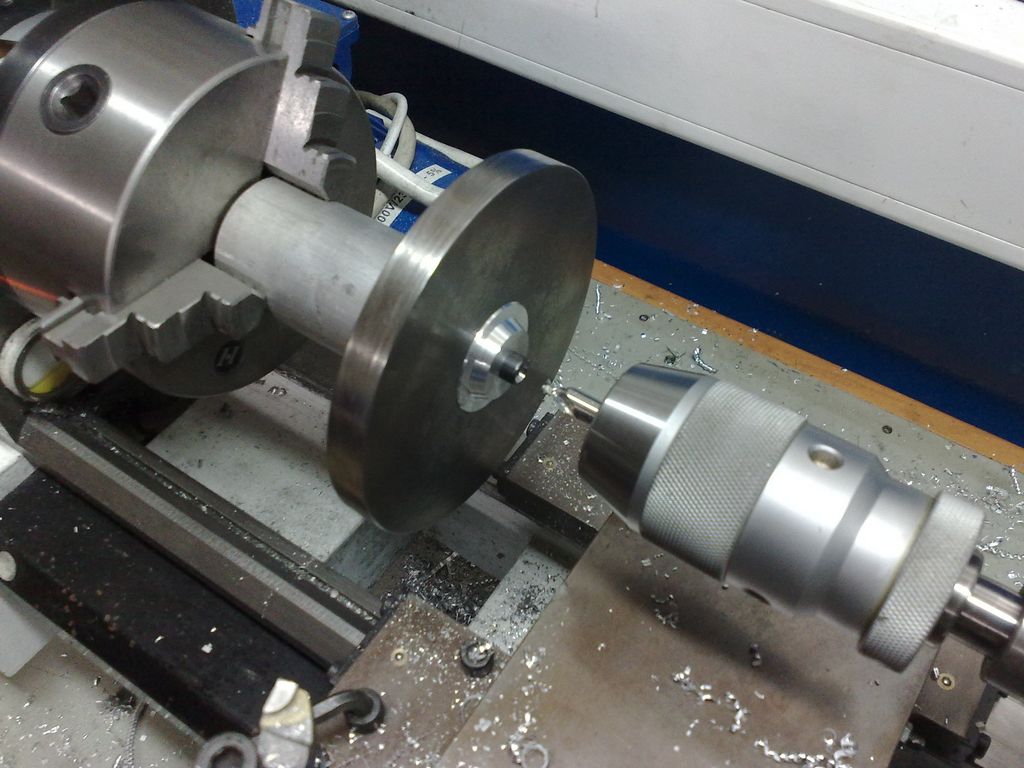
Chcąc precyzyjnie przenieść otwory uchwytu na mój wzorzec zamka użyłem stolarskich kołków transferujących.
Jako, że są do użycia w stolarstwie bez hartowania nie nadają się użycia w stali. Raczej jednorazowe, ale zrobię sobie chyba zestaw takich i zahartuje bo to całkiem przydatne narzędzie.
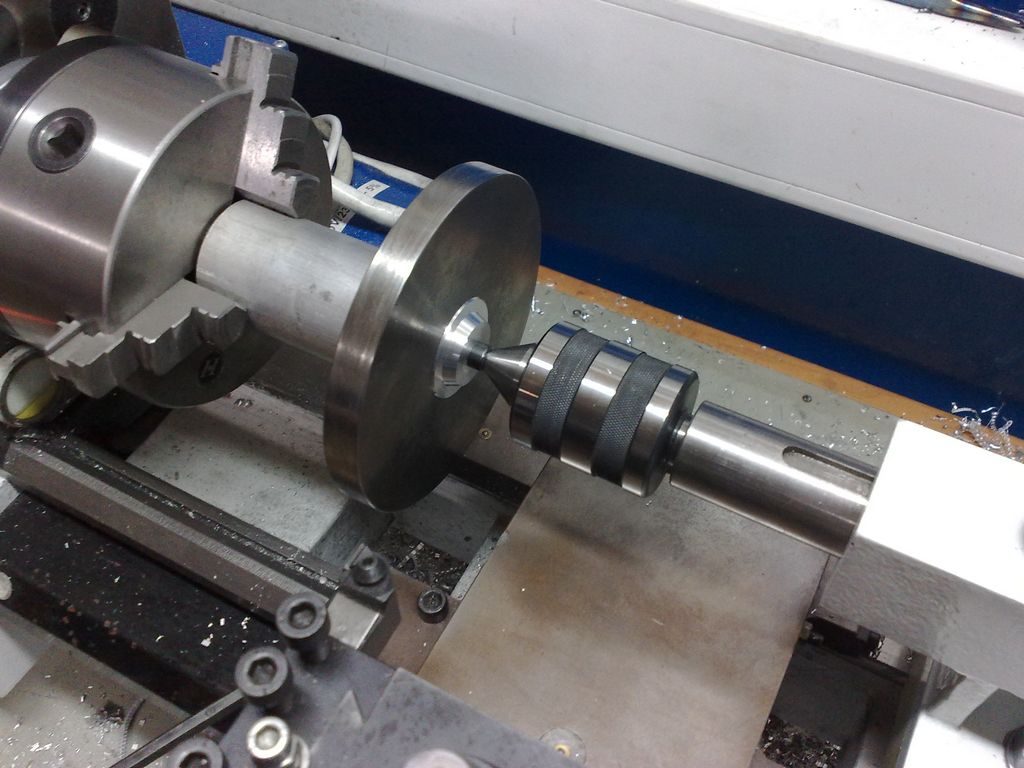
Aby pasowały do otworów uchwytu należało zmniejszyć ich średnicę. Zamontowane na kleju w dedykowanym dla nich gnieździe zostały zmniejszone tak alby na luźny wcisk wchodziły do gwintowanych otworów uchwytu.
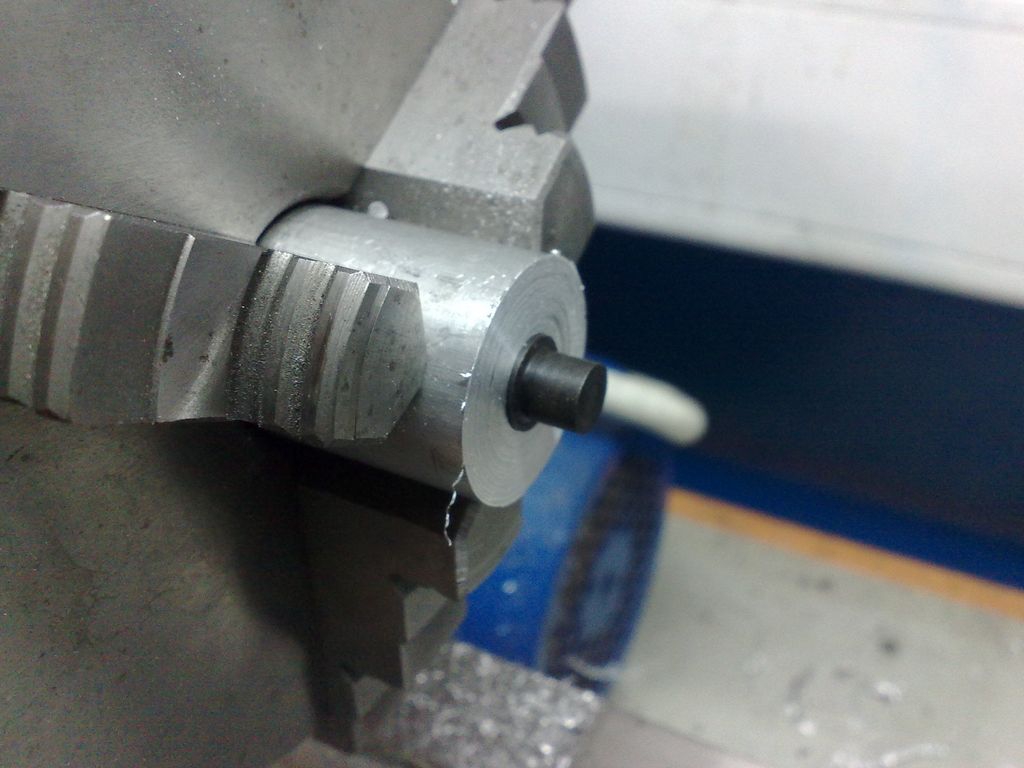

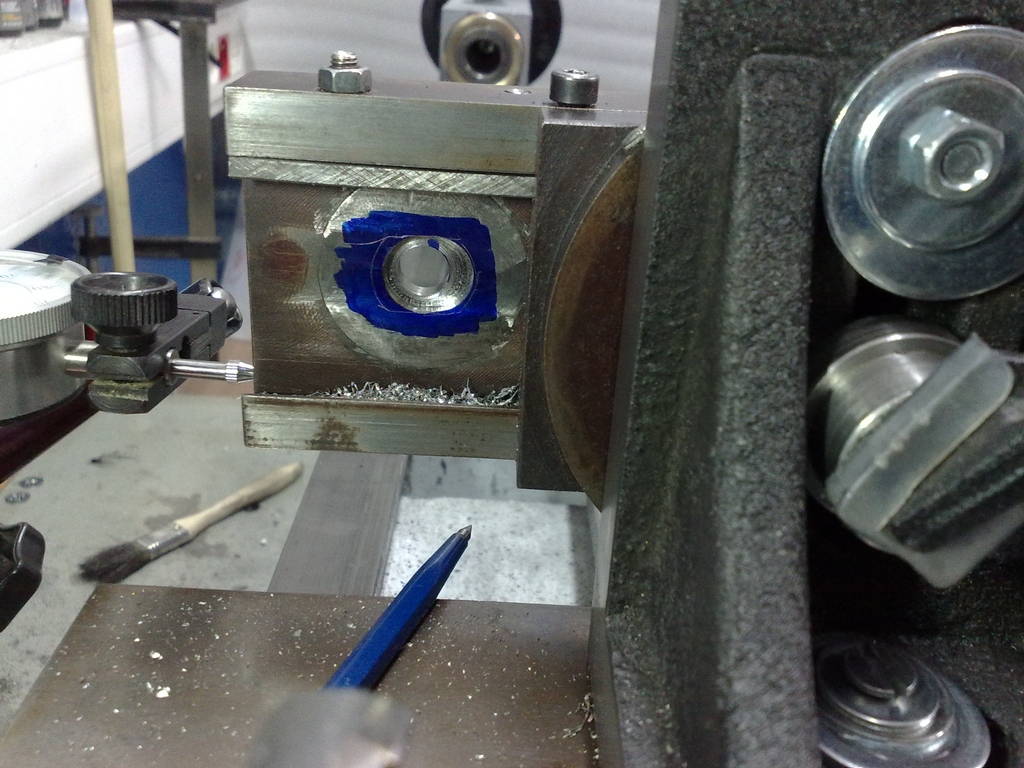
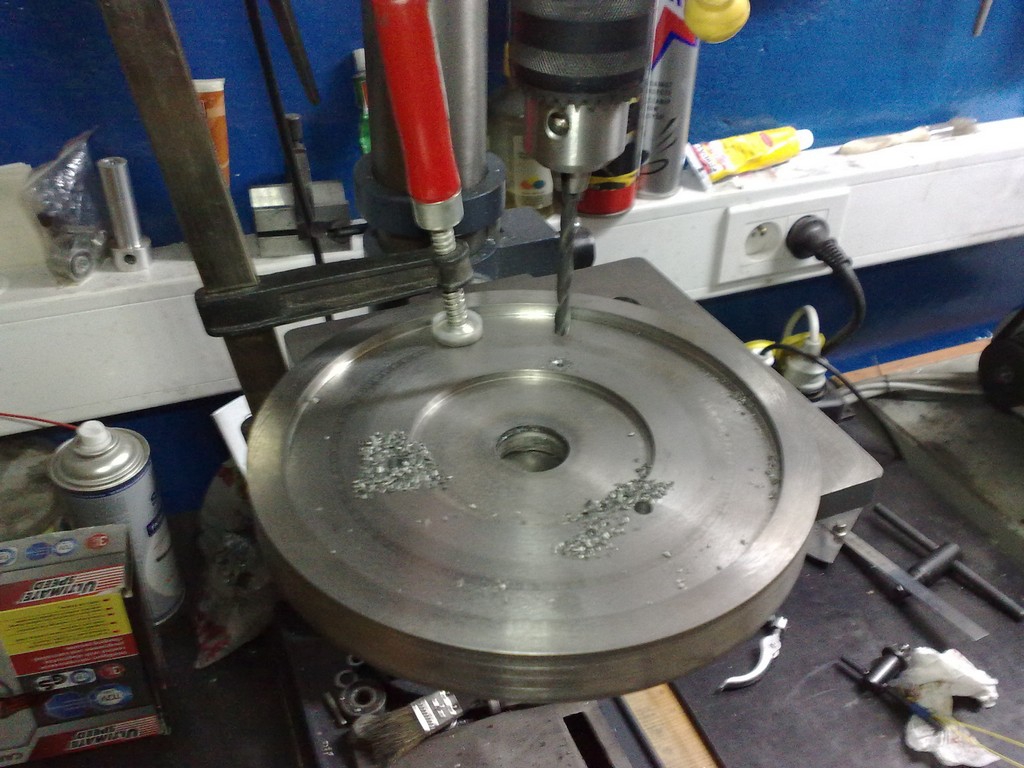
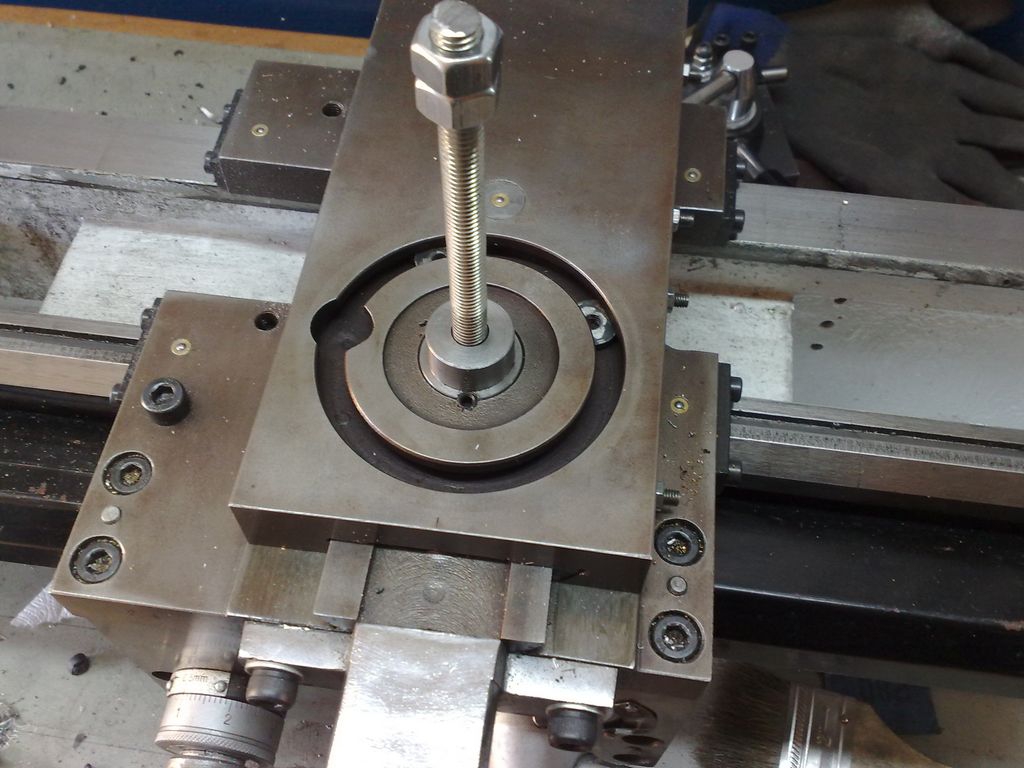
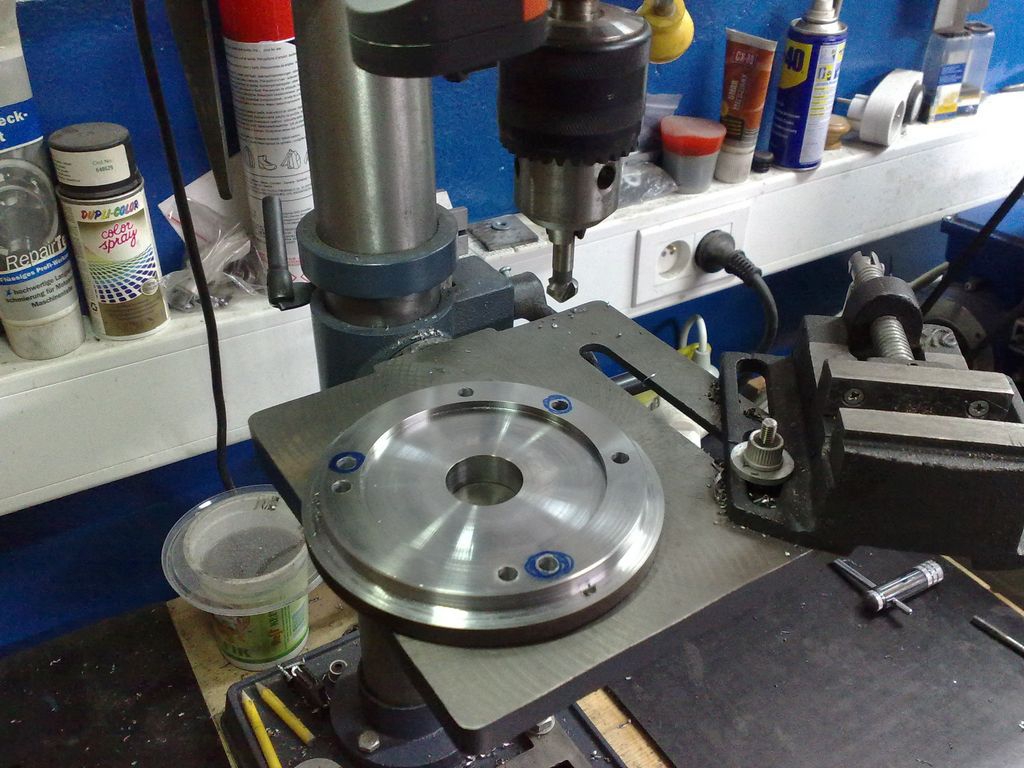
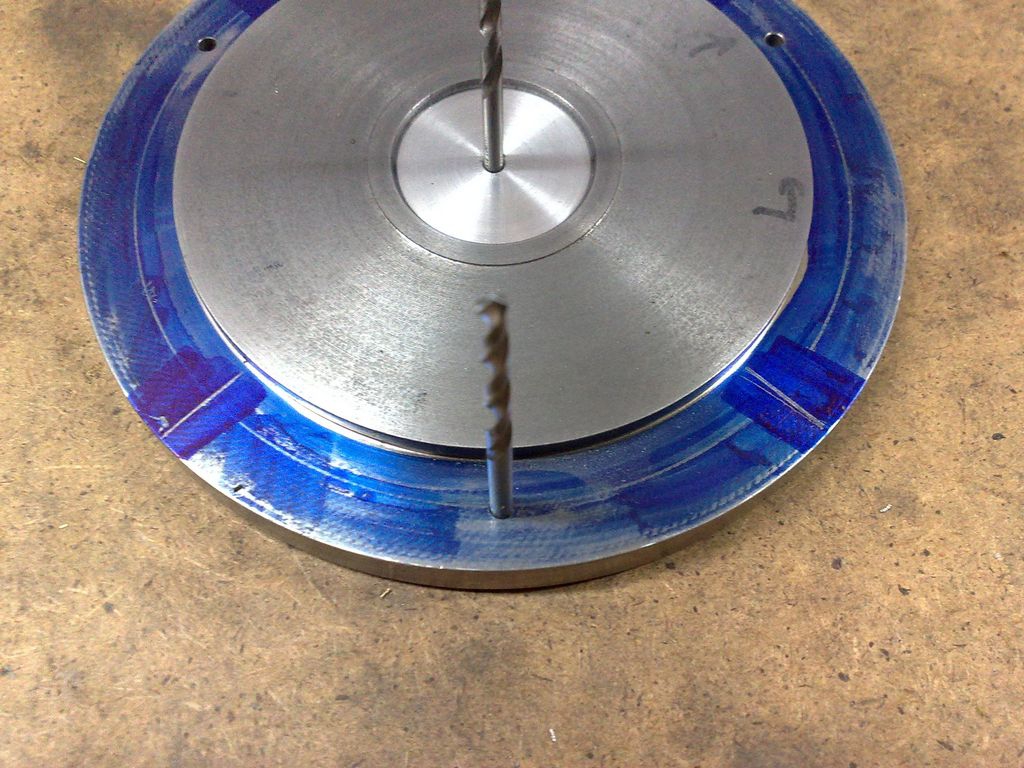
Punktowanie przebiegło całkiem pomyślnie za pomocą wałka ustalającego umieszczonego w centrum uchwytu i kilku uderzeń młotkiem z tworzywa.


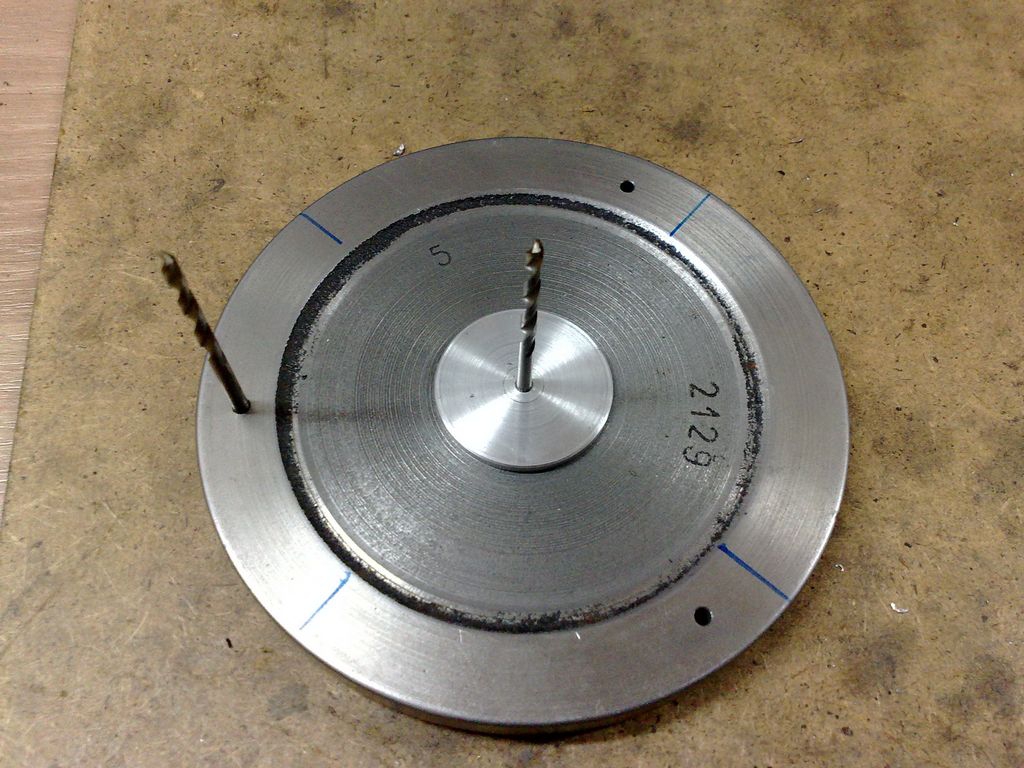
Potem wiercenie (3mm) i przygotowanie tulejki do wewnętrznego otworu, która ułatwi trasowanie otworów. Najlepiej byłoby zrobić to w odwrotnej kolejności, tzn przetransferować 4 otwory z uchwytu, a następnie trasować pozostałe 3 otwory z uwagi łatwość znalezienia 3 otworów względem już istniejących 4. Ja jednak zrezygnowałem z tej kolejności, ponieważ kiedy próbowałem przetransferować 4 otwory to mój wzorzec chwiał się na 4 kołkach transferujących.


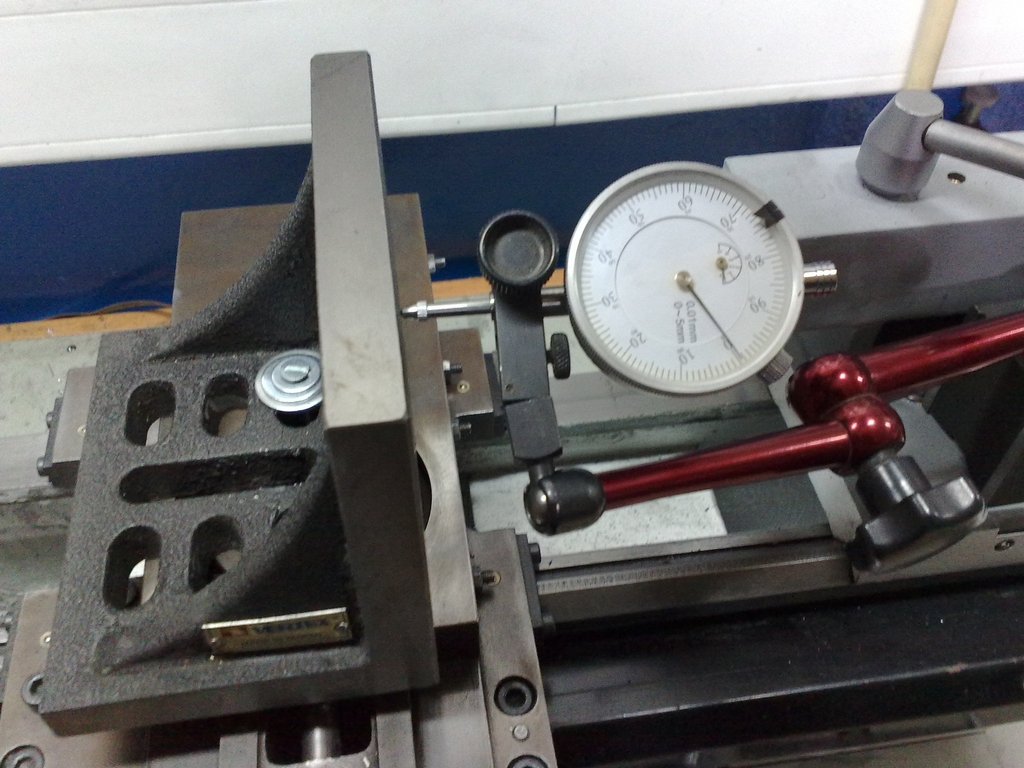
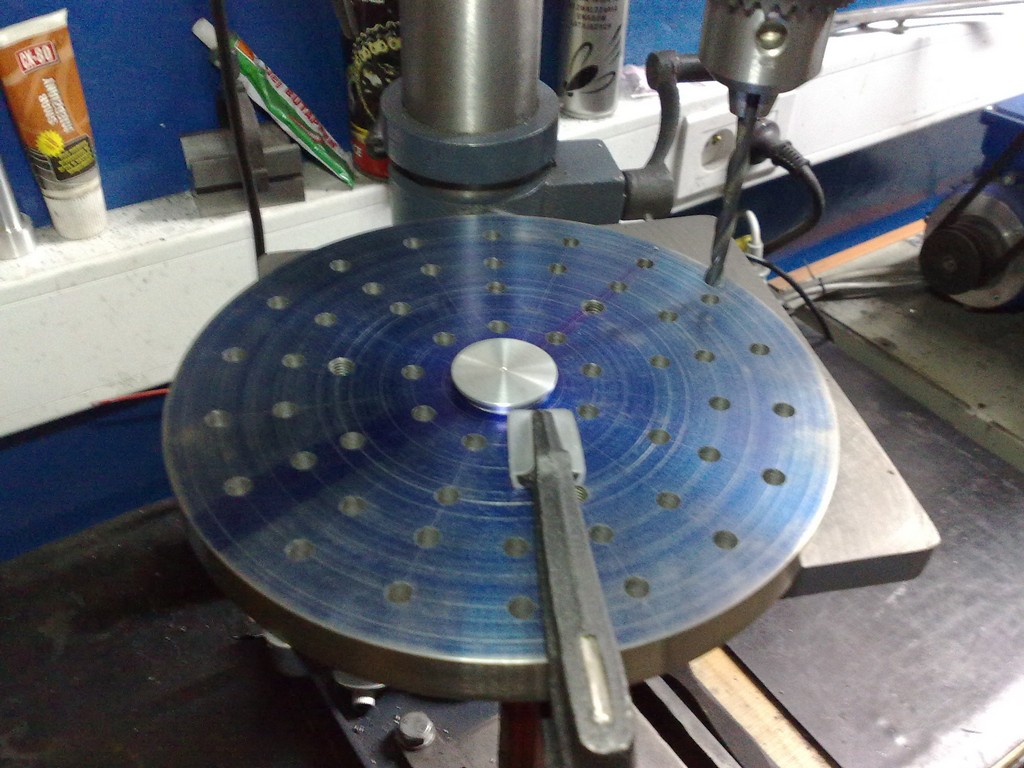
Do trasowania użyłem cyrkla wierteł pasujących do otworów oraz precyzyjnego kątomierza

Wszystkie otwory muszą się ze sobą ładnie mijać, więc trzeba je dość precyzyjnie napunktować.
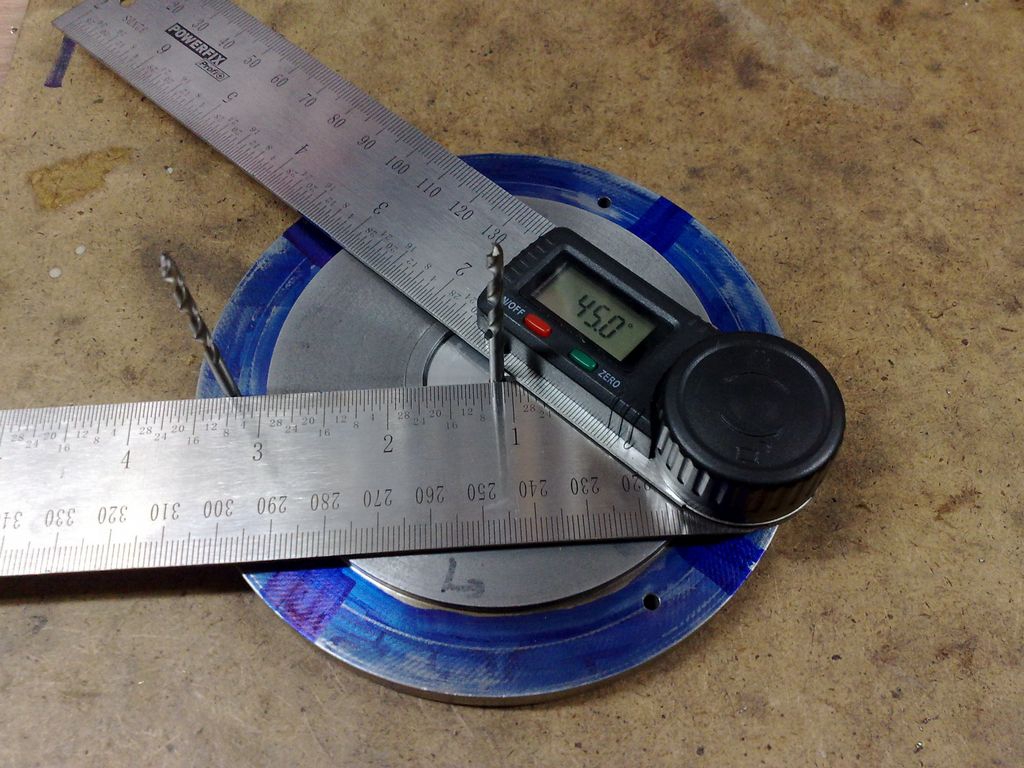

W czasie trasowania okazało się, że mimo posiadania w miarę precyzyjnego kątomierza, metoda ta nie jest wystarczająco dokładna, aby uzyskać zadowalające mnie efekty.
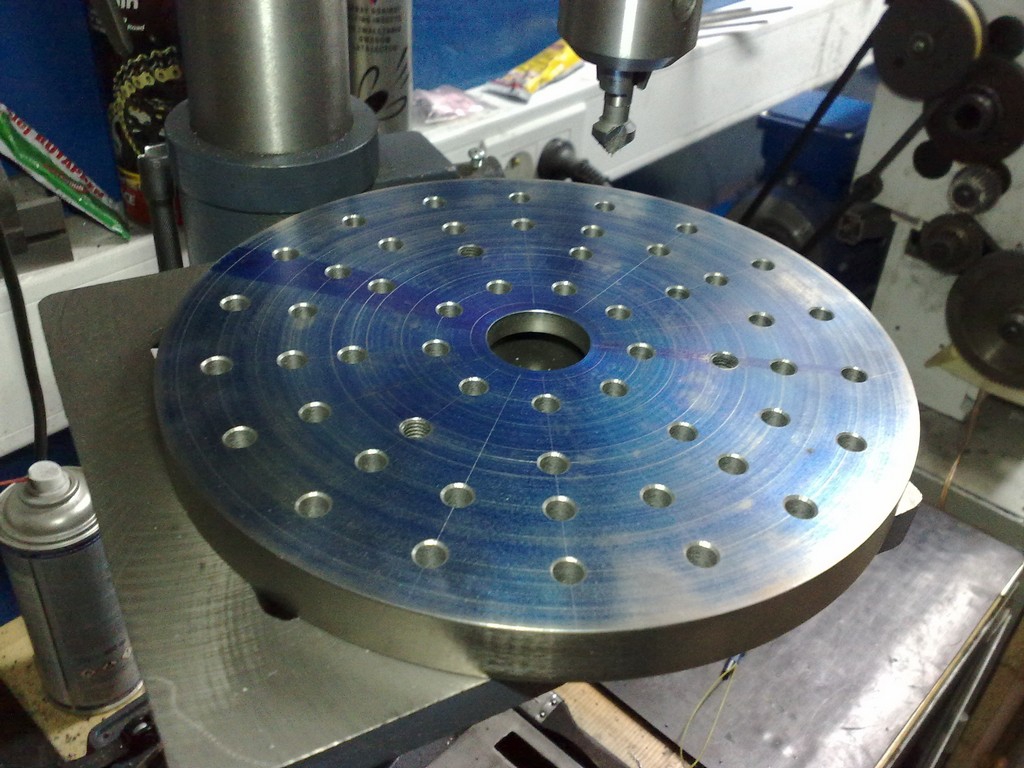
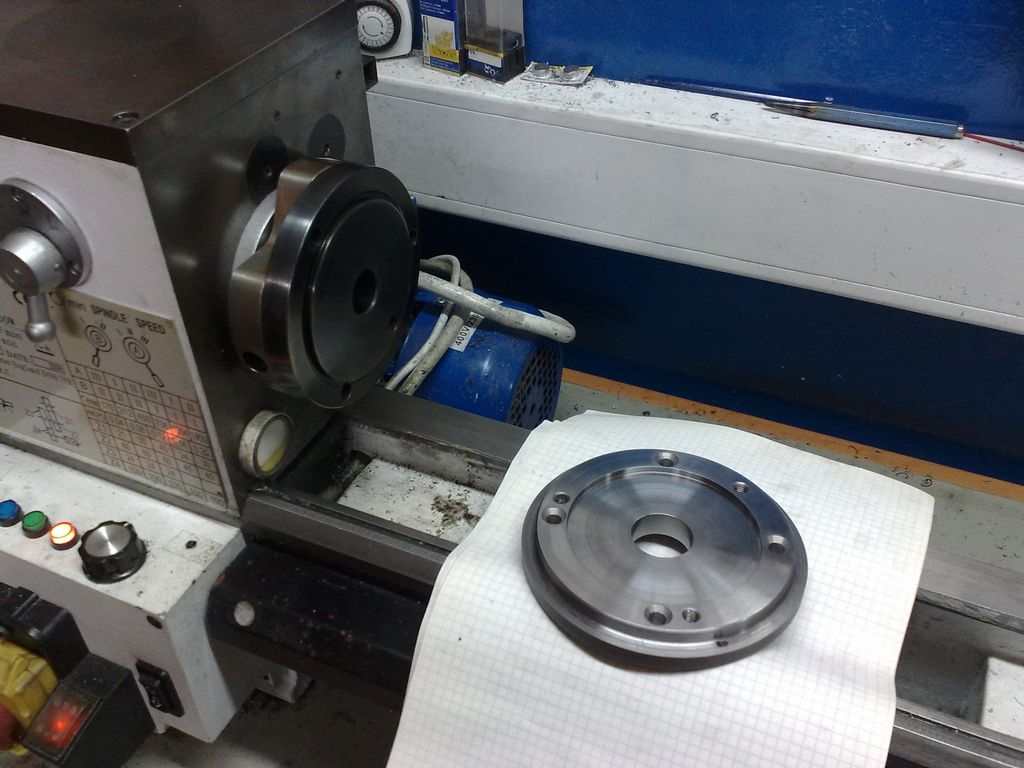
Dlatego linie wyznaczone za pomocą kątomierza uznałem jako zgrubne, a następnie metodą prób i błędów doprecyzowałem ich lokalizację za pomocą cyrkla, aż uzyskałem równe odstępy pomiędzy wszystkimi 4 otworami i pełną symetrię względem 3 otworów.

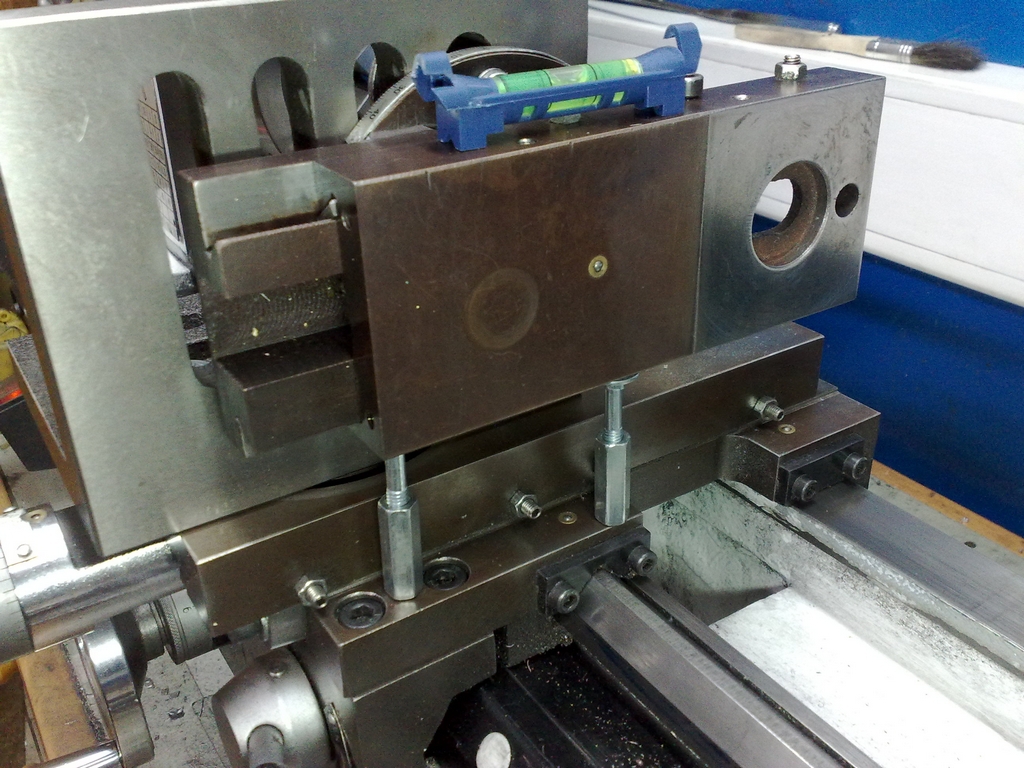
Efekt końcowy jest zupełnie mnie zadowalający, skontrolowałem rozmieszczenie otworów względem obu uchwytów. Dzięki temu wzorcowi będę mógł w przyszłości wykonać każdy rodzaj adaptera lub tarczy tokarskiej jaki będzie mi potrzebny.