



Znaleziono 5 wyników
Wróć do „Prosty sposób na pomiar prostopadłości osi 3 osiowej frezarki / plotera”
- 29 lis 2019, 12:16
- Forum: Pomiary, Kalibracja, Narzędzia Pomiarowe
- Temat: Prosty sposób na pomiar prostopadłości osi 3 osiowej frezarki / plotera
- Odpowiedzi: 15
- Odsłony: 4232
Re: Prosty sposób na pomiar prostopadłości osi 3 osiowej frezarki / plotera
Moneta która się nie przewraca na stałym stole ma świadczyć o sztywności maszyny? Jak dla mnie świadczy tylko o sztywności i stabilności jej podstawy (stół i wszystko poniżej), nijak się to ma do sztywności reszty.
- 29 lis 2019, 11:39
- Forum: Pomiary, Kalibracja, Narzędzia Pomiarowe
- Temat: Prosty sposób na pomiar prostopadłości osi 3 osiowej frezarki / plotera
- Odpowiedzi: 15
- Odsłony: 4232
Re: Prosty sposób na pomiar prostopadłości osi 3 osiowej frezarki / plotera
Sposoby które panowie przedstawiacie są z pewnością dobre, lepsze... Warunkiem jest posiadanie dobrych, pewnych narzędzi o odpowiedniej klasie dokładności.
Jedyna wada jaką zauważam, to że nie każdy sposób jest wykonalny na mikro maszynach, ponieważ nie na każdym wrzecionie jest miejsce/sposobność aby zamontować zegar.
Nie mam zamiaru tutaj bronić swojego rozwiązania, chciałem je tylko pokazać i ewentualnie sprowokować dyskusję na temat pomiarów geometrii maszyn.
Jedyna wada jaką zauważam, to że nie każdy sposób jest wykonalny na mikro maszynach, ponieważ nie na każdym wrzecionie jest miejsce/sposobność aby zamontować zegar.
Nie mam zamiaru tutaj bronić swojego rozwiązania, chciałem je tylko pokazać i ewentualnie sprowokować dyskusję na temat pomiarów geometrii maszyn.
- 29 lis 2019, 08:04
- Forum: Pomiary, Kalibracja, Narzędzia Pomiarowe
- Temat: Prosty sposób na pomiar prostopadłości osi 3 osiowej frezarki / plotera
- Odpowiedzi: 15
- Odsłony: 4232
Re: Prosty sposób na pomiar prostopadłości osi 3 osiowej frezarki / plotera
Dlatego napisałem, że dla zwiększenia dokładności należałoby zwiększyć skalę narzędzi. Dokładność użytego narzędzia nie poddaje dyskusji, ja użyłem suwmiarkę zastępcza tylko na czas zdjęć (właściwą jest chwilowo na wypożyczeniu). Oczywiście w zależności jakie narzędzie się użyje, takie ma się wyniki.Blady pisze: ↑29 lis 2019, 07:47Przekombinowane. Można to zrobić dużo prościej i dużo dokładniej. Ten pręcik w poliamidzie to możesz suwmiarką doginać do wymiaru jaki się podoba. Nie mówiąc już o zakresie błędu jaki serwuje przedstawiona przez Ciebie suwmiarka... To co pomierzyłeś to głupiego robota. Bo zegarówka i dobrej klasy kątownik to pewne pomiary.
Dodane 2 minuty 35 sekundy:
Jak mierzycie psortopadlosc osi obrotowej wrzeciona do płaszczyzny XY?
- 29 lis 2019, 07:09
- Forum: Pomiary, Kalibracja, Narzędzia Pomiarowe
- Temat: Prosty sposób na pomiar prostopadłości osi 3 osiowej frezarki / plotera
- Odpowiedzi: 15
- Odsłony: 4232
Re: Prosty sposób na pomiar prostopadłości osi 3 osiowej frezarki / plotera
maszynista1 pisze: ↑28 lis 2019, 23:47Nie wystarczy wcisną bolec w krążek z plastiku żeby powstał kątownik z kątem prostym
A w jaki sposób ma powstać kat inny niż prosty?No chyba, że ktoś ma krzywą tokarkę. Poza tym łatwo to zweryfikować, wystarczy zamontować we wrzecionie za chwyt, czujnik zegarowy na dolną płaszczyznę krążka i obracać. Jeśli nie ma bicia to jest kąt prosty.
A reszta metody? Tak sprawdzasz tylko prostopadłość prowadnic osi Z do płaszczyzny XY.maszynista1 pisze: ↑28 lis 2019, 23:47Ja znam metodę z czujnikiem zegarowym, np. diatest mocuje w tulejkę zaciskową zamiast freza, kątownik ślusarski ze stopką kładę na stół i przesuwając stół w osi Z i wszystko widać jak na dłoni.
- 28 lis 2019, 22:34
- Forum: Pomiary, Kalibracja, Narzędzia Pomiarowe
- Temat: Prosty sposób na pomiar prostopadłości osi 3 osiowej frezarki / plotera
- Odpowiedzi: 15
- Odsłony: 4232
Prosty sposób na pomiar prostopadłości osi 3 osiowej frezarki / plotera
Witam,
Chciałbym wam przedstawić mój sposób (a może nie tylko ja go stosuję) na pomiar prostopadłości osi małej 3 osiowej maszyny za pomocą suwmiarki, bez konieczności frezowania. Może komuś się przyda, a może spowoduje dyskusję na temat wad/zalet tej metody.
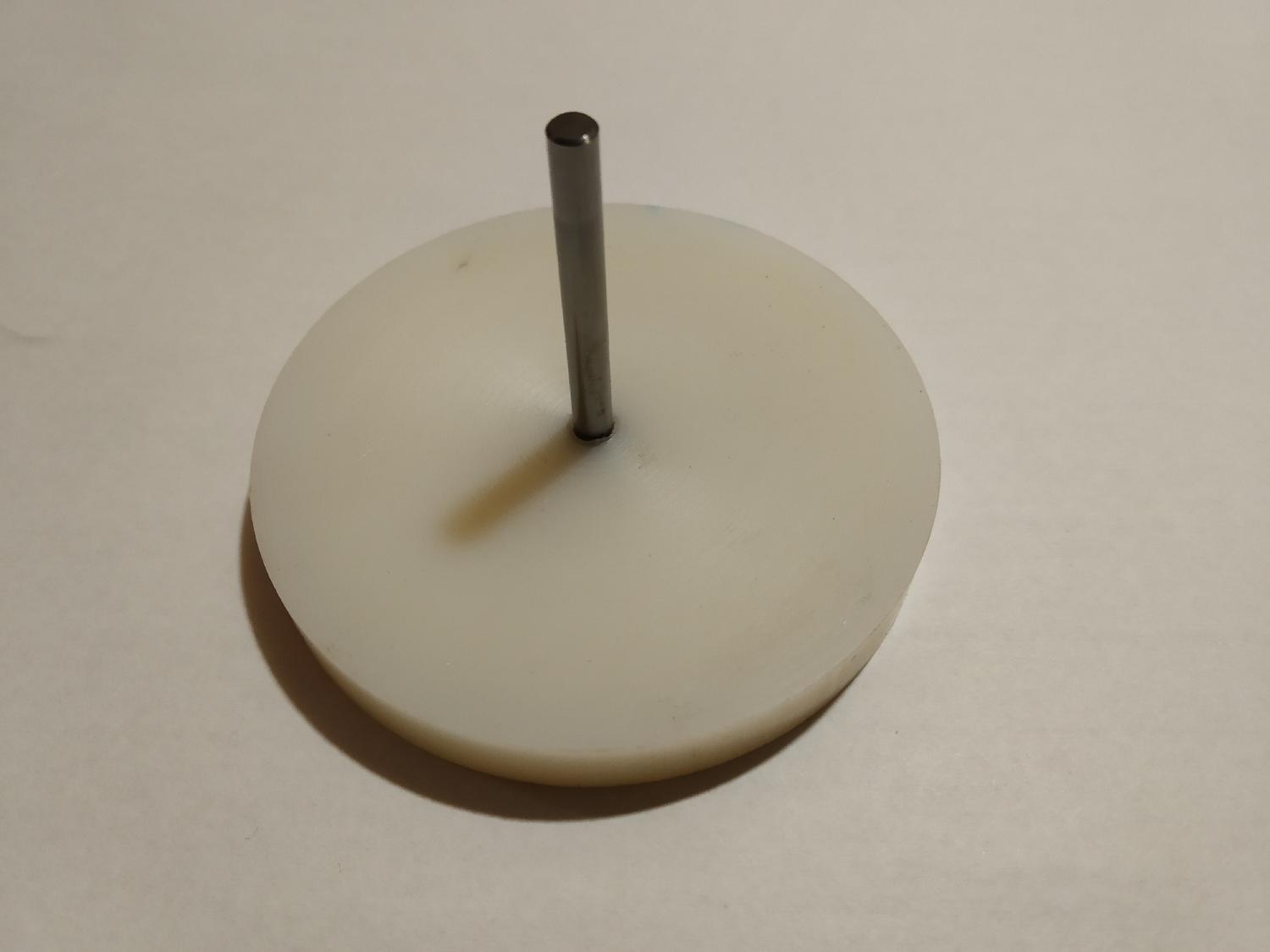
Na początek należy na tokarce wykonać sobie kątownik walcowy.
Ja to zrobiłem w ten sposób, że wytoczyłem sobie krążek z poliamidu, wywierciłem w nim otwór centralny 3.5mm i następnie na tokarce wkręciłem w niego jeden ze zużytych frezów z chwytem 4mm (z odciętą częścią roboczą).

Następnie montuje kątownik w uchwycie wrzeciona maszyny którą chcę mierzyć
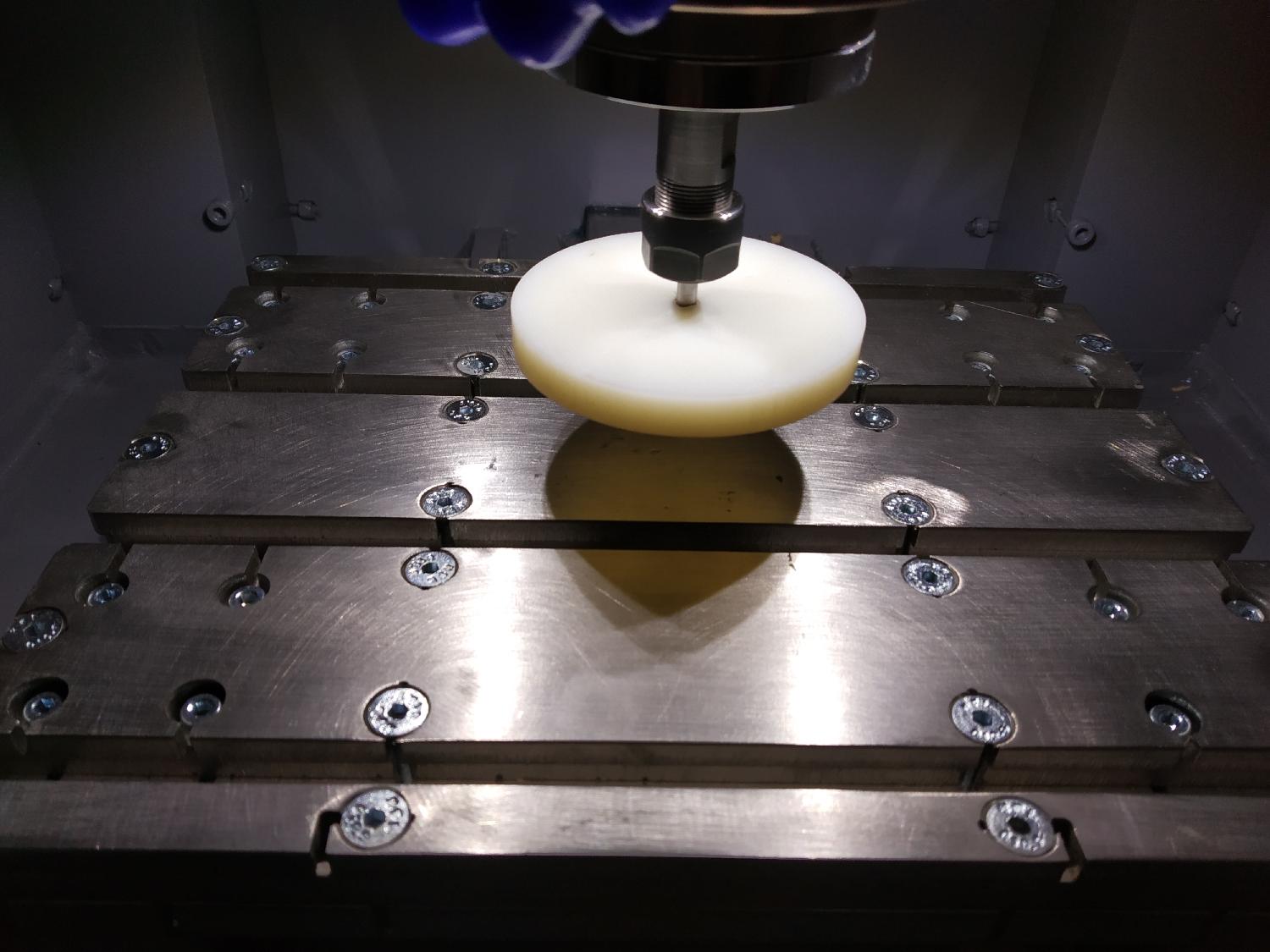
Obniżam do stołu i mocuję krążek do stołu. Zeruję w tym miejscu offsety maszyny.
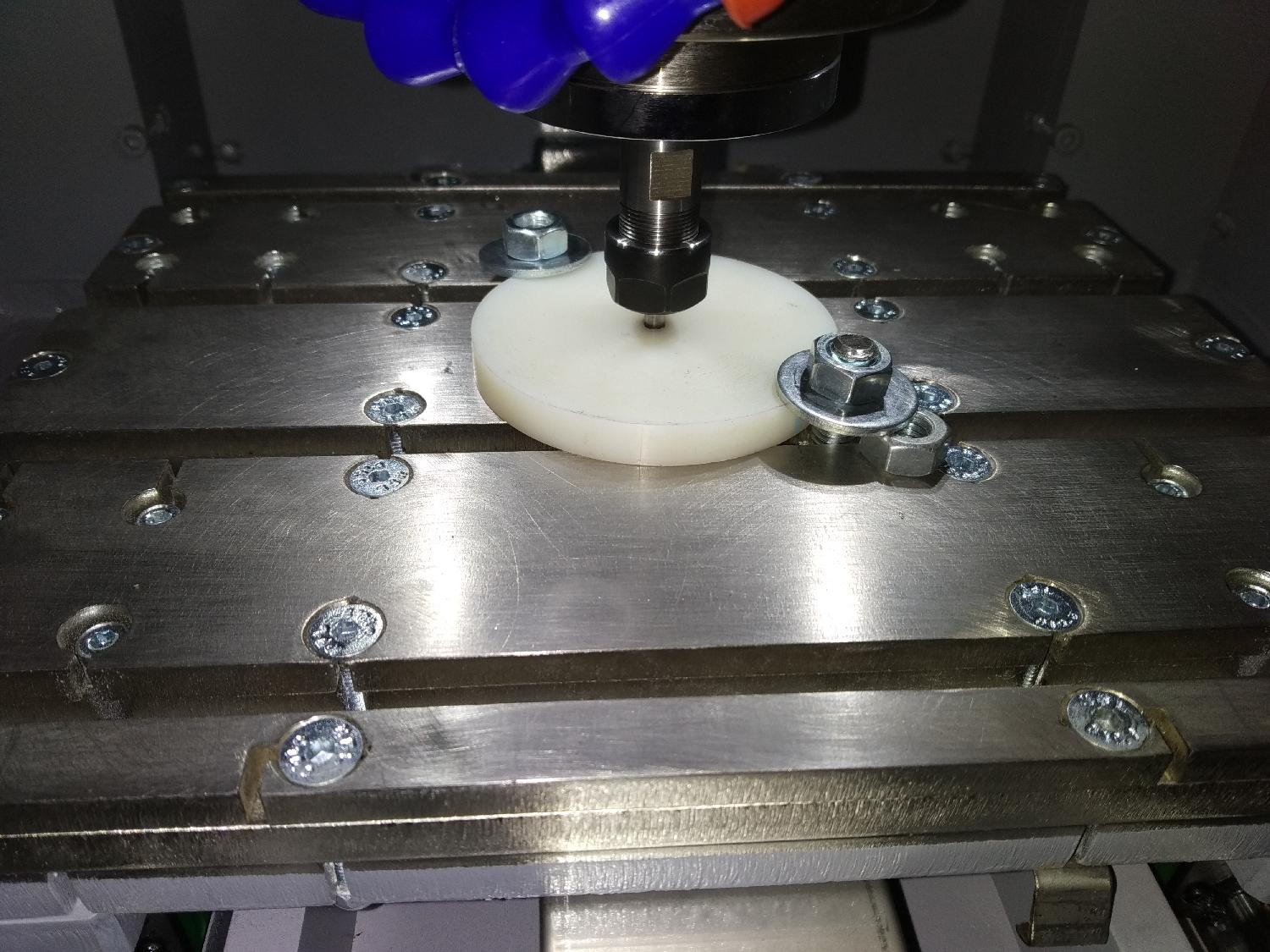
Luzuję uchwyt, podnoszę i w uchwycie montuję inny frez 4mm "do góry nogami".
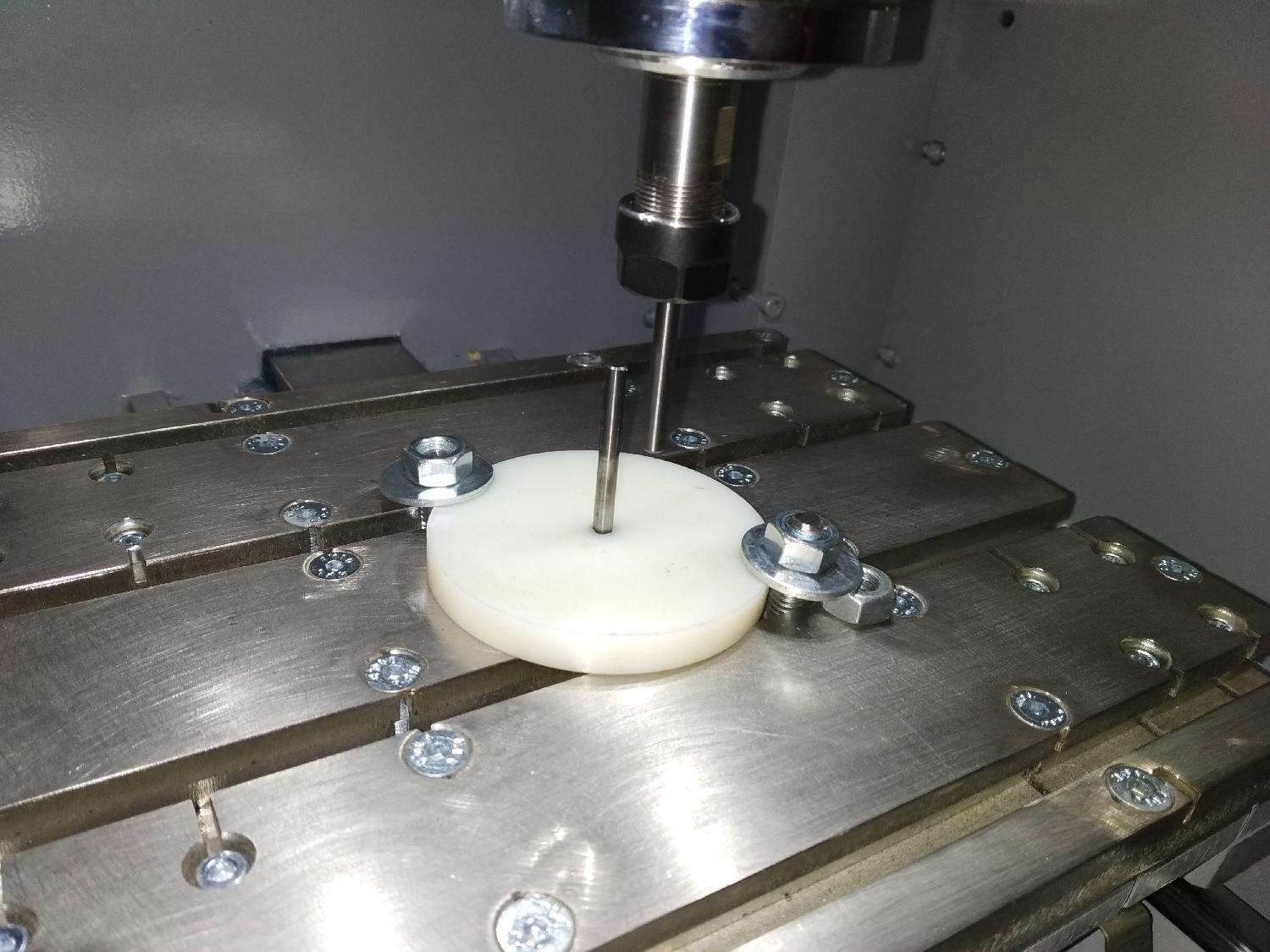
Teraz decyduję jaki zakres chcę mierzyć. Powiedzmy, że 100mmx1000mm w płaszczyźnie XY.
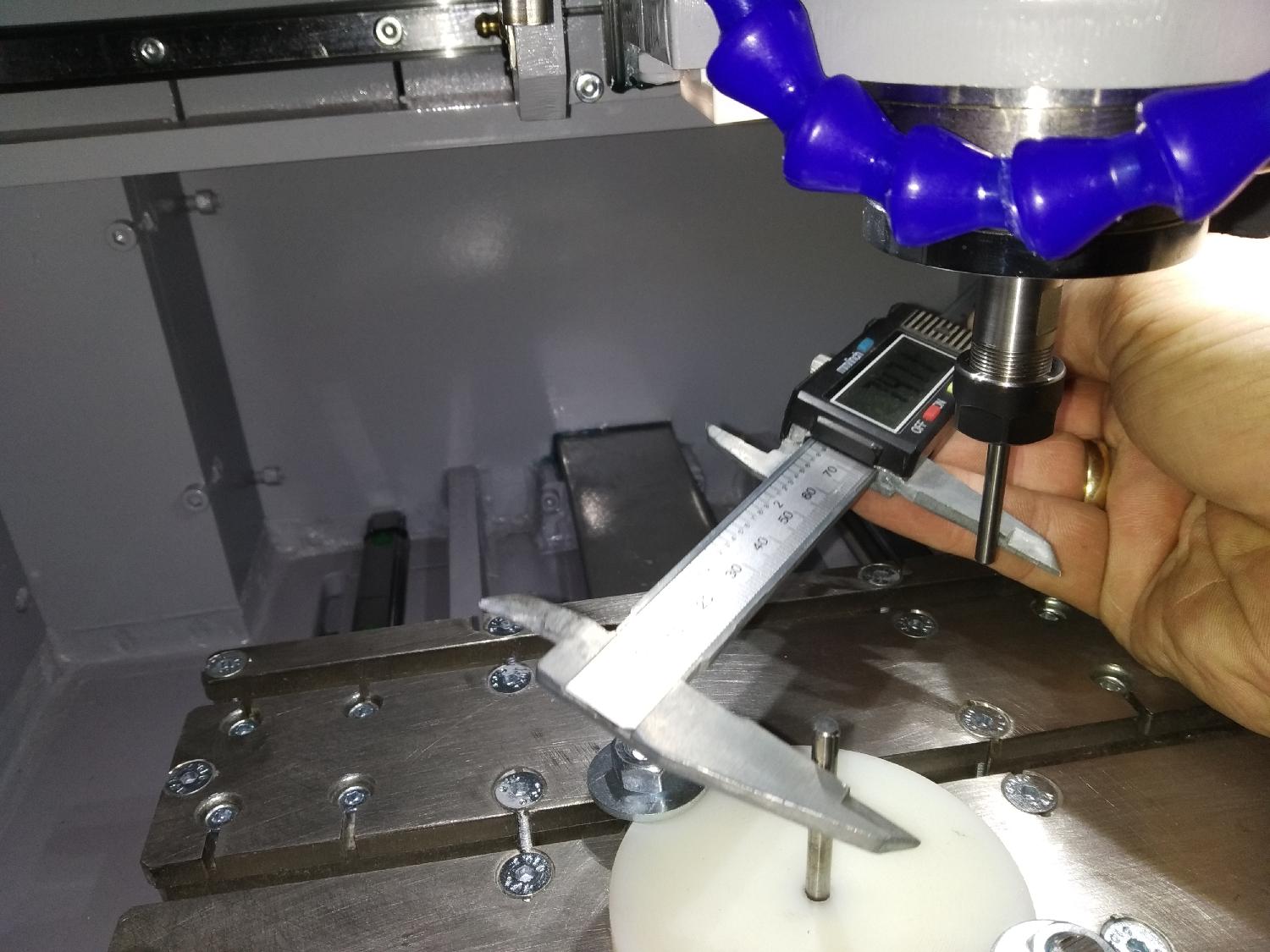
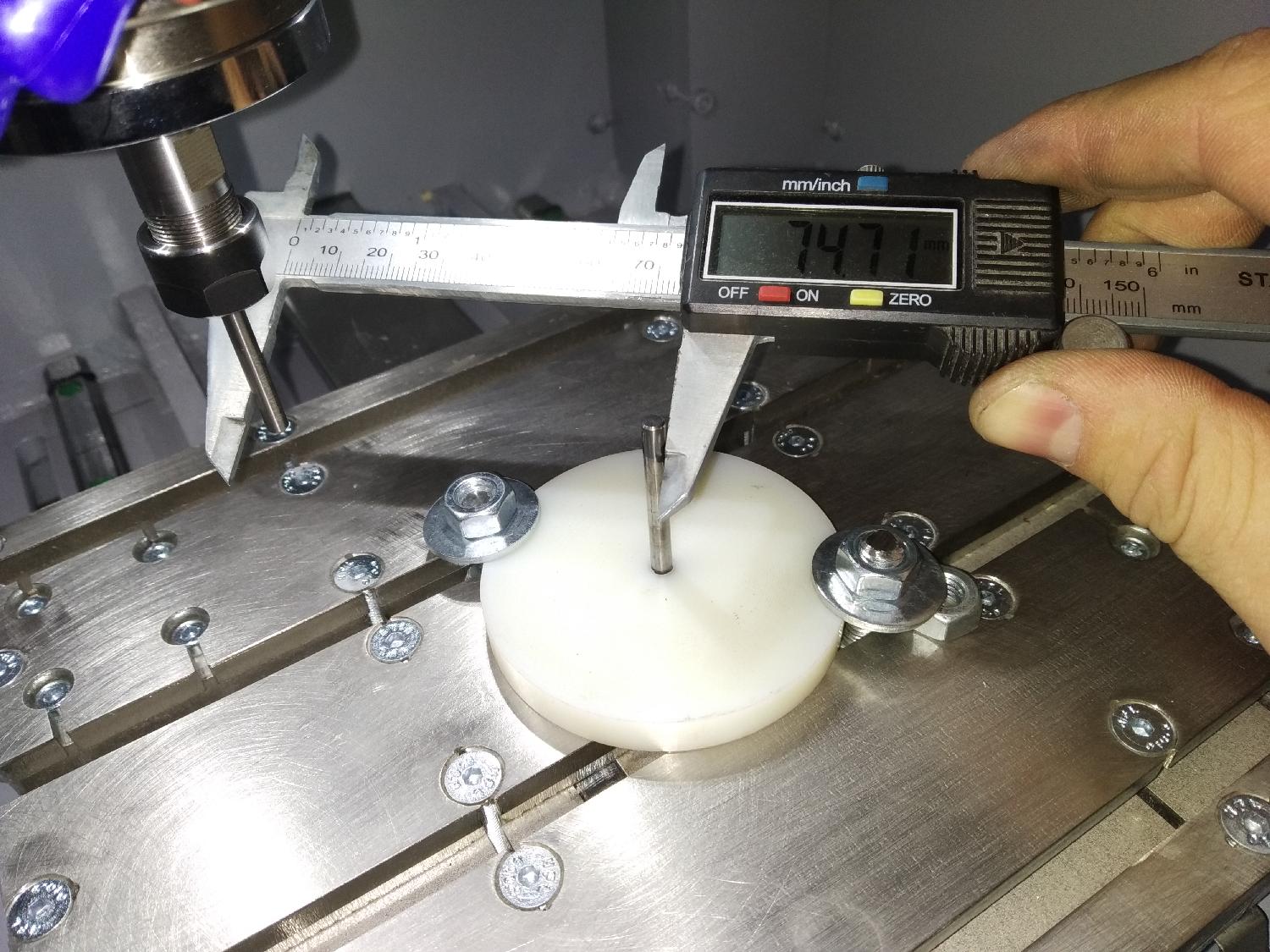
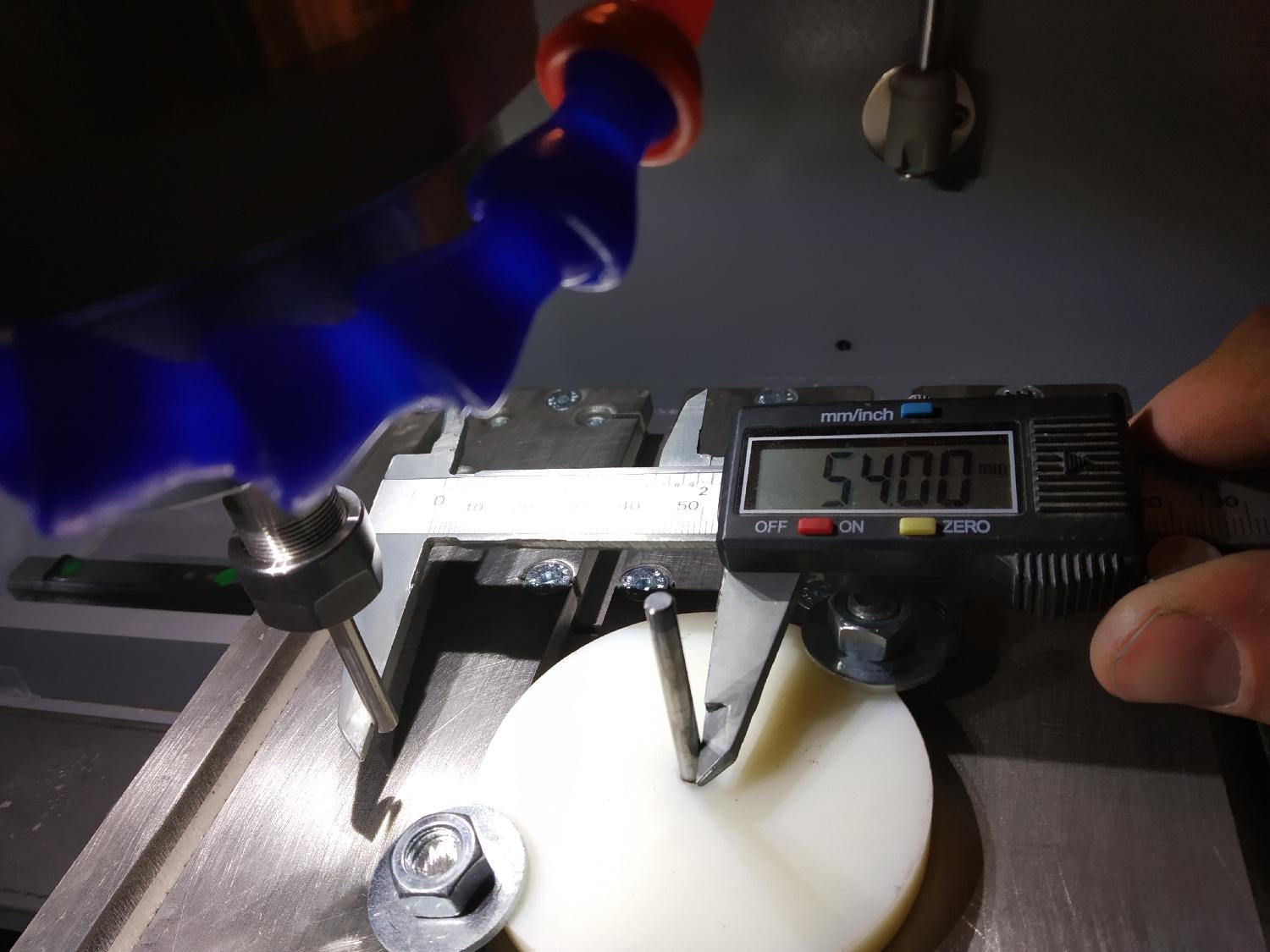
Ustawiam więc narzędzie na pozycji X50 Y-50. Za pomocą suwmiarki mierzę odległość między kątownikiem a narzędziem

Jak łatwo wyliczyć z trójkąta prostokątnego, odległość pomiędzy środkiem narzędzia a środkiem kątownika powinna wynosić ok 70.71mm. Do tego dochodzi promień kątownika + promień narzędzia a więc 74.71mm.
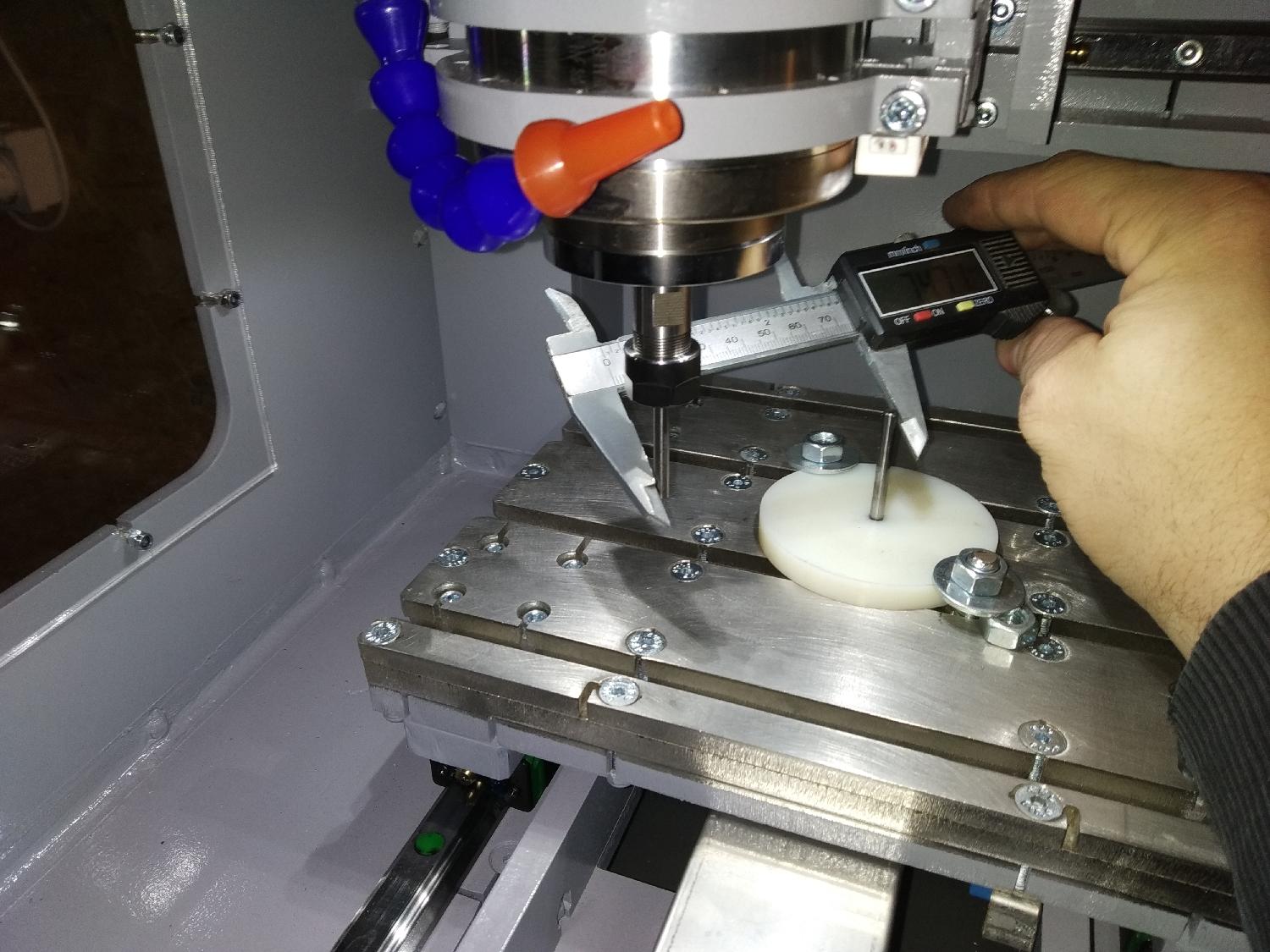
Ustawiam maszynę na pozycję X50 Y50 i mierzę odległość
Ustawiam maszynę na pozycję X-50 Y50 i mierzę odległość
Ustawiam maszynę na pozycję X-50 Y-50 i mierzę odległość
Jeśli odległości się powtarzały, osie X i Y są prostopadłe.
Ustawiam maszynę na pozycję X-50 Y0 i mierzę odległość na dole

Oraz mierzę odległość u góry
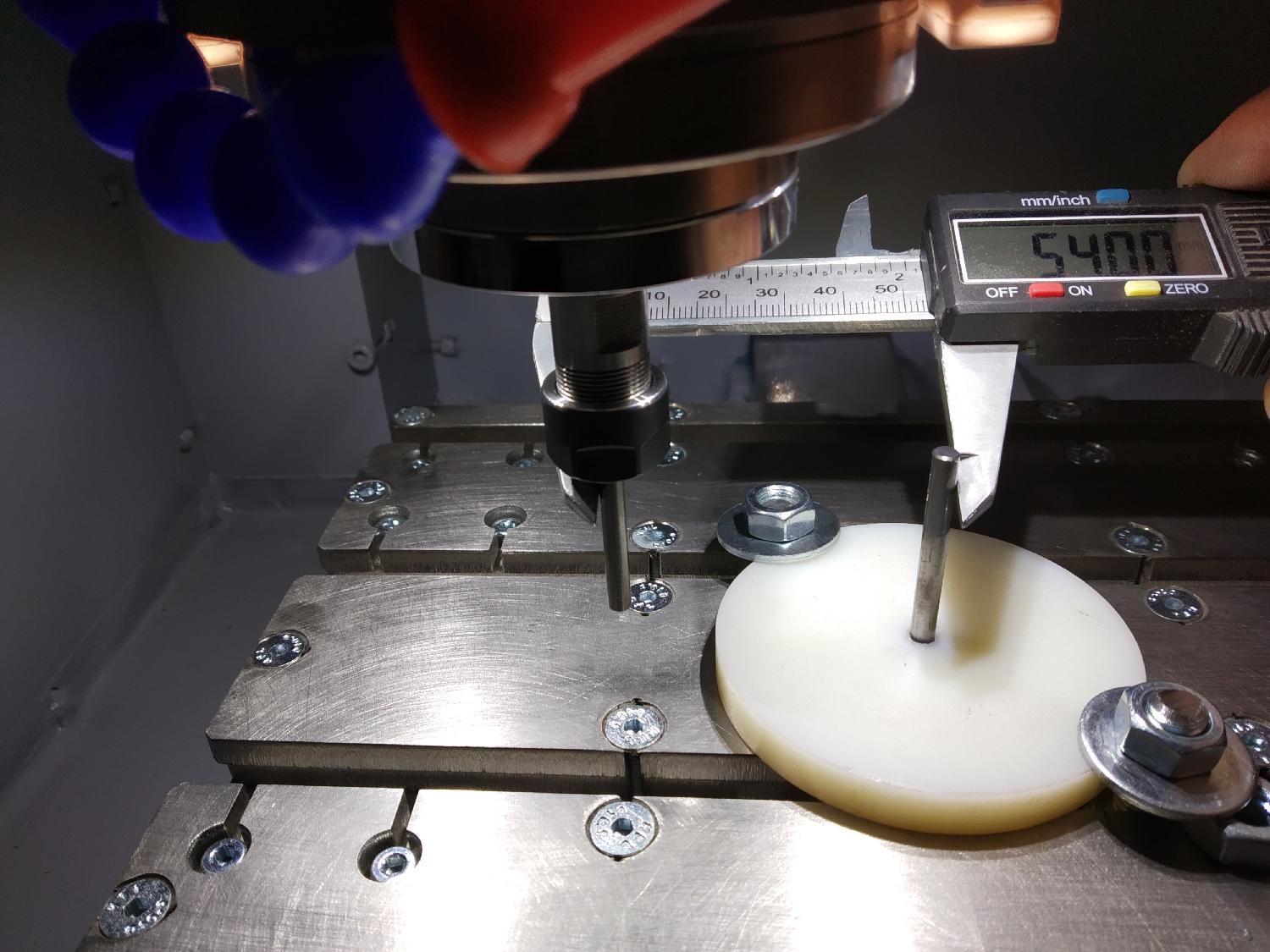
Jeśli odległości się powtórzyły, oś obrotu wrzeciona jest prostopadła do osi X.
Podnoszę narzędzie wyżej, tak aby jego dolny koniec był na wysokości górnego końca kątownika i mierzę odległość

Jeśli odległość się powtórzyła, oś Z maszyny jest prostopadła z osia X.
Ustawiam maszynę na pozycji X0 Y50 i mierzę odległość na dole
Oraz u góry

Jeśli odległości się powtórzyły, oś obrotu wrzeciona jest prostopadła z osią Y maszyny.
Podnoszę narzędzie wyżej, tak aby jego dolny koniec był na wysokości górnego końca kątownika i mierzę odległość

Jeśli odległość się powtórzyła to oś Y maszyny jest prostopadła z osią Z maszyny.
Oczywiście dla zwiększenia dokładności wypadałoby zwiększyć skalę kątownika i narzędzia.
Chciałbym wam przedstawić mój sposób (a może nie tylko ja go stosuję) na pomiar prostopadłości osi małej 3 osiowej maszyny za pomocą suwmiarki, bez konieczności frezowania. Może komuś się przyda, a może spowoduje dyskusję na temat wad/zalet tej metody.
Na początek należy na tokarce wykonać sobie kątownik walcowy.
Ja to zrobiłem w ten sposób, że wytoczyłem sobie krążek z poliamidu, wywierciłem w nim otwór centralny 3.5mm i następnie na tokarce wkręciłem w niego jeden ze zużytych frezów z chwytem 4mm (z odciętą częścią roboczą).
Następnie montuje kątownik w uchwycie wrzeciona maszyny którą chcę mierzyć
Obniżam do stołu i mocuję krążek do stołu. Zeruję w tym miejscu offsety maszyny.
Luzuję uchwyt, podnoszę i w uchwycie montuję inny frez 4mm "do góry nogami".
Teraz decyduję jaki zakres chcę mierzyć. Powiedzmy, że 100mmx1000mm w płaszczyźnie XY.
Ustawiam więc narzędzie na pozycji X50 Y-50. Za pomocą suwmiarki mierzę odległość między kątownikiem a narzędziem
Jak łatwo wyliczyć z trójkąta prostokątnego, odległość pomiędzy środkiem narzędzia a środkiem kątownika powinna wynosić ok 70.71mm. Do tego dochodzi promień kątownika + promień narzędzia a więc 74.71mm.
Ustawiam maszynę na pozycję X50 Y50 i mierzę odległość
Ustawiam maszynę na pozycję X-50 Y50 i mierzę odległość
Ustawiam maszynę na pozycję X-50 Y-50 i mierzę odległość
Jeśli odległości się powtarzały, osie X i Y są prostopadłe.
Ustawiam maszynę na pozycję X-50 Y0 i mierzę odległość na dole
Oraz mierzę odległość u góry
Jeśli odległości się powtórzyły, oś obrotu wrzeciona jest prostopadła do osi X.
Podnoszę narzędzie wyżej, tak aby jego dolny koniec był na wysokości górnego końca kątownika i mierzę odległość
Jeśli odległość się powtórzyła, oś Z maszyny jest prostopadła z osia X.
Ustawiam maszynę na pozycji X0 Y50 i mierzę odległość na dole
Oraz u góry
Jeśli odległości się powtórzyły, oś obrotu wrzeciona jest prostopadła z osią Y maszyny.
Podnoszę narzędzie wyżej, tak aby jego dolny koniec był na wysokości górnego końca kątownika i mierzę odległość
Jeśli odległość się powtórzyła to oś Y maszyny jest prostopadła z osią Z maszyny.
Oczywiście dla zwiększenia dokładności wypadałoby zwiększyć skalę kątownika i narzędzia.






