



Witam w nowym roku:)
Dzięki za zainteresowanie poniżej mój program, tylko niestety kod napisałem jak napisałem. Przed napisaniem programu nie zerknąłem na forum z następnym detalem bardziej się postaram, ale doświadczenia praktycznie brak dopiero zaczynam. Proszę zerknąć niestety nie mam jak sprawdzić tego co napisałem na mts, ale do podprogramu pocet2 było dobrze. MTS ma bardzo wiele fajnych programów lecz niestety nie jest dostępny i to jego największy minus.
System narzędziowy
{ Zestaw narzędzi: pusty
{ Lista narzędzi:
{ T01: "SK30\Frez walcowo-czołowy\WSF 40x32x16 R_AFD-30 32x37(17)"
{ T02: "SK30\Frez palcowy do rowków\BNF-B 16x19(79) R_SZF-30 ER25x41"
{ T03: "SK30\Frez palcowy do rowków\BNF-B 12x16(73) R_SZF-30 ER25x41"
{ T04: "SK30\Frez palcowy do rowków\BNF-B 10x13(63) R_SZF-30 ER16x41"
{ T05: "SK30\Gwintownik\GB 6x19(80) 1 R_SZF-30 ER16x41"
{ T06: "SK30\Wiertło kręte HSS k\SPIBO HSS-k 10x81(133) R_SZF-30 ER16x41"
{ T07: "SK30\Frez palcowy do rowków\BNF-B 6x8(52) R_SZF-30 ER16x41"
{ T08: "SK30\Nawiertak (B)\NCABO-90 10x25(89) R_SZF-30 ER16x41"
{ T09: "SK30\Frez do obróbki zgrubnej HSS k\SRFC HSS-k 18x32(92) R_SZF-30 ER25x41"
{ Aktywne narzędzie: T01
{
{
{ Rejestr punktów zerowych
{ Punkt zerowy G54: XP0 YP0 ZP40 NT1
{
{ Koniec karty przygotowawczej
%_N_1_MPF
;$PATH=/_N_WKS_DIR/_N_1_WPD
N10 G90
N15 G54
N20 T1 M6 D1
N25 G0 Z45
N30 S1200 M3
N35 G0 X100 Y40
N40 G0 Z10
N45 G1 Z0 F450
N50 G1 X-100
N55 Y10
N55 X100
N60 Y-20
N65 X-100
N70 Y-50
N70 X100
N75 G0 Z50 M5
N80 T2 M6 D1
N81 S1200 M3
N85 G0 X-75 Y-42
N90 G1 G42 Z-3
N95 X72
N100 Y42
N105 X-72
N110 Y-42
N115 G1 Z-9
N120 X72
N125 Y42
N130 X-72
N135 Y-42
N140 G1 Z-15
N145 X72
N150 Y42
N155 X-72
N160 Y-42
N165 G1 Z-18
N170 X72
N175 Y42
N180 X-72
N185 Y-42
N190 G1 Z-21
N195 X72
N200 Y42
N205 X-72
N210 Y-42
N215 G1 Z-24
N220 X72
N225 Y42
N230 X-72
N235 Y-42
N240 G1 Z-27
N245 X72
N250 Y42
N255 X-72
N260 Y-42
N265 G1 Z-30
N270 X72
N275 Y42
N280 X-72
N285 Y-42
N290 G0 Z50 M5
N291 S1200 M3
N292 G0 X-75 Y-39
N295 G1 G42 Z-3 F450
N300 X70
N305 Y40
N310 X-70
N315 Y-40
N320 G1 Z-6
N325 X70
N330 Y40
N335 X-70
N340 Y-40
N345 G1 Z-9
N350 X70
N355 Y40
N360 X-70
N365 Y-40
N370 G1 Z-12
N375 X70
N380 Y40
N385 X-70
N390 Y-40
N395 G1 Z-15
N400 X70
N405 Y40
N405 X-70
N410 Y-40
N410 G1 Z-18
N415 X70
N420 Y40
N420 X-70
N425 Y-40
N425 G1 Z-21
N430 X70
N435 Y40
N435 X-70
N440 Y-40
N440 G1 Z-24
N445 X70
N450 Y40
N450 X-70
N455 Y-40
N455 G1 Z-24
N460 X70
N465 Y40
N465 X-70
N470 Y-40
N470 G1 Z-27
N475 X70
N480 Y40
N480 X-70
N485 Y-40
N485 G1 Z-30
N490 X70
N495 Y40
N495 X-70
N500 Y-40
N500 G0 G40 Z50 M5
N505 T9 M6 D1
N510 S1200 M3
N515 G0 X0 Y0
N520 POCKET2(10,0,3,-10,,22.5,0,0,500,650,3,2,0.5,0,10,700,2500)
N525 G0 G91 G28 Z0
N530 T8 M6
N535 M88
N540 S2400 F160 M3
N545 G0 G90 G54 G40 X-40 Y-57,5
N550 G43 H5 Z100 M8
N555 G98 G81 R5 Z-5
N560 X40 Y-57,5
N565 X40 Y57,5
N570 X-40 Y-57,5
N575 G80 M9
N580 M89
N585 G0 G28 G91 Z50
N590 G0 G91 G28 Z0
N595 T6 M6
N600 M88
N605 S2400 F160 M3
N610 G0 G90 G54 G40 X-40 Y-57,5
N615 G43 H5 Z100 M8
N620 G98 G81 R5 Z-35
N625 X40 Y-57,5
N630 X40 Y57,5
N635 X-40 Y-57,5
N640 G80 M9
N645 M89
N650 G0 G28 G91 Z50
N655 G90 G54
N660 T3 M6 D1
N665 G0 X-40 Y25
N670 Z10
N675 S1200 M3
N660 G1 Z-30
N665 X-40 Y-25
N670 G0 Z50
N675 X40 Y25
N680 G1 Z-30
N685 X40 Y-25
N690 G0 G40 Z50 M5
N695 T9 M6 D1
N700 S1200 M3
N705 G0 X0 Y0 Z10
N710 G2 z-30 CR21
N715 G0 G28 G91 Z50
N720 T7 M6 D1
N725 S2400 F160 M3
N730 G0 X0 Y0 Z10
N735 G1 z-30
N740 X0 Y15
N745 X0 Y-15
N750 X0 Y0
N755 X-15 Y0
N760 X15 Y0
N765 G0 G28 G91 Z50
Pozdrawiam
Znaleziono 4 wyniki
Wróć do „Pomoc w napisaniu programu Mts 7.5”
- 12 sty 2016, 22:08
- Forum: CNC podstawy
- Temat: Pomoc w napisaniu programu Mts 7.5
- Odpowiedzi: 9
- Odsłony: 2189
- 10 gru 2015, 00:30
- Forum: CNC podstawy
- Temat: Pomoc w napisaniu programu Mts 7.5
- Odpowiedzi: 9
- Odsłony: 2189
Coś takiego napisałem jest pewnie sporo błędów
g90
g54
t1 m6 d1
g0 z45
s1200 m3
g0 x100 y40
g0 z10
g1 z0 f450
g1 x-100
y10
x100
y-20
x-100
y-50
x100
g0 z50 m5
t2 m6 d1
g0 x-75 y-42
g1 g42 z-3 f450
x72
y42
x-72
y-42
g1 z-6
x72
y42
x-72
y-42
g1 z-9
x72
y42
x-72
y-42
g1 z-12
x72
y42
x-72
y-42
g1 z-15
x72
y42
x-72
y-42
g1 z-18
x72
y42
x-72
y-42
g1 z-21
x72
y42
x-72
y-42
g1 z-24
x72
y42
x-72
y-42
g1 z-27
x72
y42
x-72
y-42
g1 z-30
x72
y42
x-72
y-42
g0 x-75 y-39
g1 g42 z-3 f450
x70
y40
x-70
y-40
g1 z-6
x70
y40
x-70
y-40
g1 z-9
x70
y40
x-70
y-40
g1 z-12
x70
y40
x-70
y-40
g1 z-15
x70
y40
x-70
y-40
g1 z-18
x70
y40
x-70
y-40
g1 z-21
x70
y40
x-70
y-40
g1 z-24
x70
y40
x-70
y-40
g1 z-27
x70
y40
x-70
y-40
g1 z-30
x70
y40
x-70
y-40
g0 z50 m5
t1 m6 d1
g0 x-5 y0
z3
g1 z-3 f450
g3 x-5 y0 i22.5
g1 z-6
g3 x-5 y0 i22.5
g1 z-9
g3 x-5 y0 i22.5
g1 z-10
g3 x-5 y0 i22.5
g0 z50 m5
dzięki za rady niestety nie mam na bieżąco dostępu do mts na komputerze domowym bo program jest jak prowadzący stwierdził "zabetonowany" a na wersji demo można sobie pooglądać tylko... co do otworów i rowków nie wiem jak je wykonać w programie.Masz racje za dużo tych frezów do rowków będzie potrzebny fi6 i fi12 jeśli nie znajdę frezu dwupiórowego. co do planowania racja ale detal jest zamontowany na płycie magnesowej punkt zero zanajduje się na środku a w osi z-2 ostatnia operacją będzie przemocowanie i planowanie drugiej strony 10mm chyba że można jakoś inaczej jakie kolejne operacje dzięki za zainteresowanie tematem ale może być cięzko bo z cnc to raczkuje hehe
g90
g54
t1 m6 d1
g0 z45
s1200 m3
g0 x100 y40
g0 z10
g1 z0 f450
g1 x-100
y10
x100
y-20
x-100
y-50
x100
g0 z50 m5
t2 m6 d1
g0 x-75 y-42
g1 g42 z-3 f450
x72
y42
x-72
y-42
g1 z-6
x72
y42
x-72
y-42
g1 z-9
x72
y42
x-72
y-42
g1 z-12
x72
y42
x-72
y-42
g1 z-15
x72
y42
x-72
y-42
g1 z-18
x72
y42
x-72
y-42
g1 z-21
x72
y42
x-72
y-42
g1 z-24
x72
y42
x-72
y-42
g1 z-27
x72
y42
x-72
y-42
g1 z-30
x72
y42
x-72
y-42
g0 x-75 y-39
g1 g42 z-3 f450
x70
y40
x-70
y-40
g1 z-6
x70
y40
x-70
y-40
g1 z-9
x70
y40
x-70
y-40
g1 z-12
x70
y40
x-70
y-40
g1 z-15
x70
y40
x-70
y-40
g1 z-18
x70
y40
x-70
y-40
g1 z-21
x70
y40
x-70
y-40
g1 z-24
x70
y40
x-70
y-40
g1 z-27
x70
y40
x-70
y-40
g1 z-30
x70
y40
x-70
y-40
g0 z50 m5
t1 m6 d1
g0 x-5 y0
z3
g1 z-3 f450
g3 x-5 y0 i22.5
g1 z-6
g3 x-5 y0 i22.5
g1 z-9
g3 x-5 y0 i22.5
g1 z-10
g3 x-5 y0 i22.5
g0 z50 m5
dzięki za rady niestety nie mam na bieżąco dostępu do mts na komputerze domowym bo program jest jak prowadzący stwierdził "zabetonowany" a na wersji demo można sobie pooglądać tylko... co do otworów i rowków nie wiem jak je wykonać w programie.Masz racje za dużo tych frezów do rowków będzie potrzebny fi6 i fi12 jeśli nie znajdę frezu dwupiórowego. co do planowania racja ale detal jest zamontowany na płycie magnesowej punkt zero zanajduje się na środku a w osi z-2 ostatnia operacją będzie przemocowanie i planowanie drugiej strony 10mm chyba że można jakoś inaczej jakie kolejne operacje dzięki za zainteresowanie tematem ale może być cięzko bo z cnc to raczkuje hehe
- 07 gru 2015, 22:03
- Forum: CNC podstawy
- Temat: Pomoc w napisaniu programu Mts 7.5
- Odpowiedzi: 9
- Odsłony: 2189
- 06 gru 2015, 20:43
- Forum: CNC podstawy
- Temat: Pomoc w napisaniu programu Mts 7.5
- Odpowiedzi: 9
- Odsłony: 2189
Pomoc w napisaniu programu Mts 7.5
Witam jestem początkujący mam problem z napisaniem programu na Mts-ie w załączniku przesyłam rysunek i początek programu kilka szczegółów do programu
Obrabiarka: EMCO MILL155 T10 SK30
Sterowanie: SINUMERIK 840DM EMCO
Lista narzędzi:
T01: "SK30\Frez walcowo-czołowy\WSF 40x32x16 R_AFD-30 32x37(17)"
T02: "SK30\Frez palcowy do rowków\BNF-B 16x19(79) R_SZF-30 ER25x41"
T03: "SK30\Frez palcowy do rowków\BNF-B 12x16(73) R_SZF-30 ER25x41"
T04: "SK30\Frez palcowy do rowków\BNF-B 10x13(63) R_SZF-30 ER16x41"
T05: "SK30\Gwintownik\GB 6x19(80) 1 R_SZF-30 ER16x41"
T06: "SK30\Wiertło kręte HSS k\SPIBO HSS-k 5.5x57(93) R_SZF-30 ER16x41"
T07: "SK30\Frez palcowy do rowków\BNF-B 6x8(52) R_SZF-30 ER16x41"
punkt zerowy znajduje się na środku detalu
materiał dla detalu ma wymiary x=140+10 y=80+10 z=30+12
głębokość skrawania 3mm
w programie wykonałem planowanie czoła teraz musiałbym obrobić powierzchnie zewnętrzne nie wiem jak to napisać i co następnie wykonywać
początek programu
g90
g54
t1 m6 d1
g0 z45
s1200 m3
g0 x100 y40
g0 z10
g1 z0 f450
g1 x-100
y10
x100
y-20
x-100
y-50
x100
t2 m6
Z góry dziękuje za każdą pomoc i wszystkie sugestie pozdrawiam.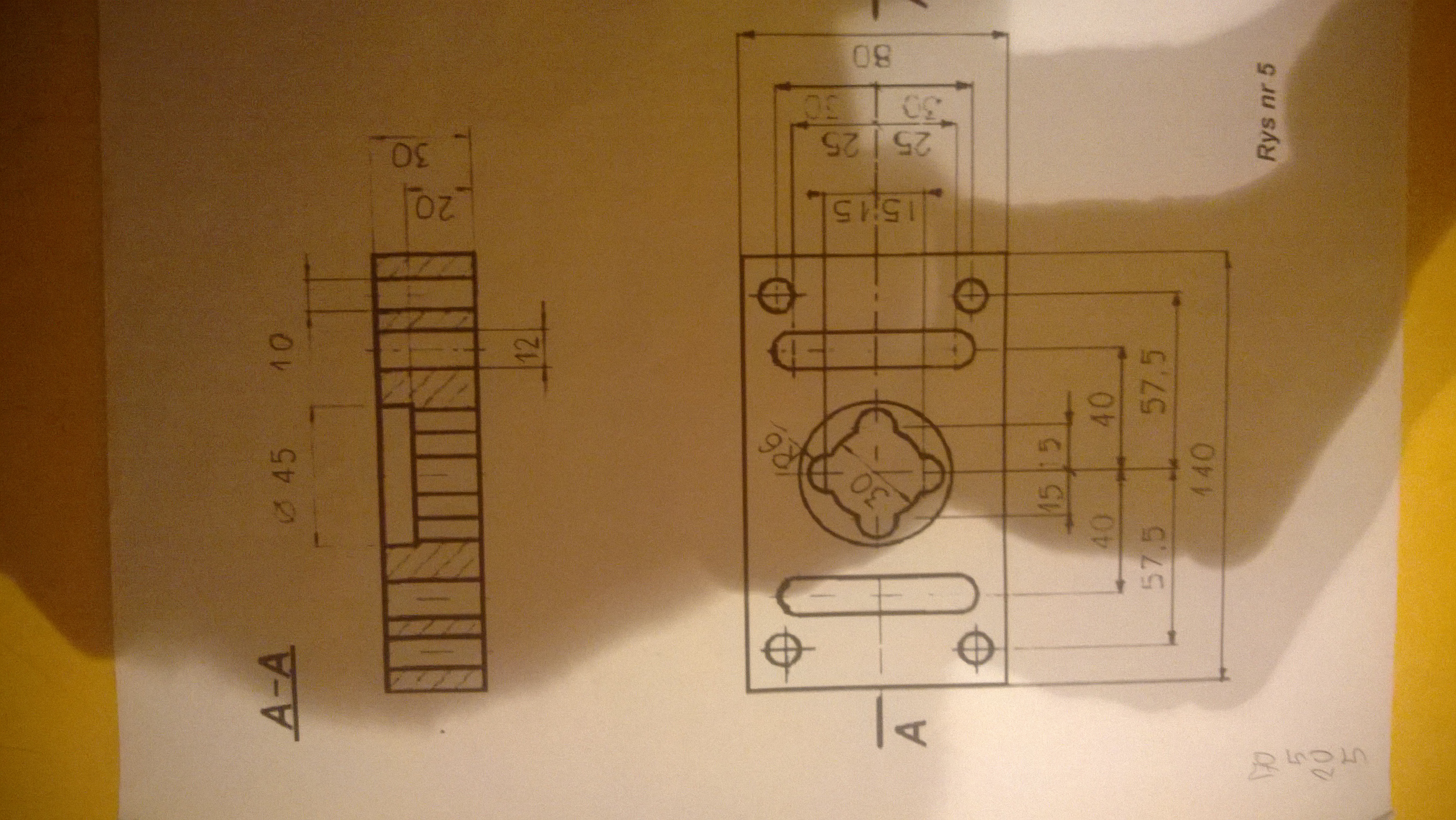
Obrabiarka: EMCO MILL155 T10 SK30
Sterowanie: SINUMERIK 840DM EMCO
Lista narzędzi:
T01: "SK30\Frez walcowo-czołowy\WSF 40x32x16 R_AFD-30 32x37(17)"
T02: "SK30\Frez palcowy do rowków\BNF-B 16x19(79) R_SZF-30 ER25x41"
T03: "SK30\Frez palcowy do rowków\BNF-B 12x16(73) R_SZF-30 ER25x41"
T04: "SK30\Frez palcowy do rowków\BNF-B 10x13(63) R_SZF-30 ER16x41"
T05: "SK30\Gwintownik\GB 6x19(80) 1 R_SZF-30 ER16x41"
T06: "SK30\Wiertło kręte HSS k\SPIBO HSS-k 5.5x57(93) R_SZF-30 ER16x41"
T07: "SK30\Frez palcowy do rowków\BNF-B 6x8(52) R_SZF-30 ER16x41"
punkt zerowy znajduje się na środku detalu
materiał dla detalu ma wymiary x=140+10 y=80+10 z=30+12
głębokość skrawania 3mm
w programie wykonałem planowanie czoła teraz musiałbym obrobić powierzchnie zewnętrzne nie wiem jak to napisać i co następnie wykonywać
początek programu
g90
g54
t1 m6 d1
g0 z45
s1200 m3
g0 x100 y40
g0 z10
g1 z0 f450
g1 x-100
y10
x100
y-20
x-100
y-50
x100
t2 m6
Z góry dziękuje za każdą pomoc i wszystkie sugestie pozdrawiam.






