Dzieki za odpowiedz.barcel pisze:W parametrach nie masz błędu?? W parametrze pierwszym masz napisane "PO" i numer , a w pozostałych "P0" i numer. Może to o to chodzi. dlatego Ci nie zaczytuje narzuconej odległości bezpiecznej.
Nie sadze ,by to byl powod. To tylko blad edycyjny przy przepisywaniu tego kodu do forum.
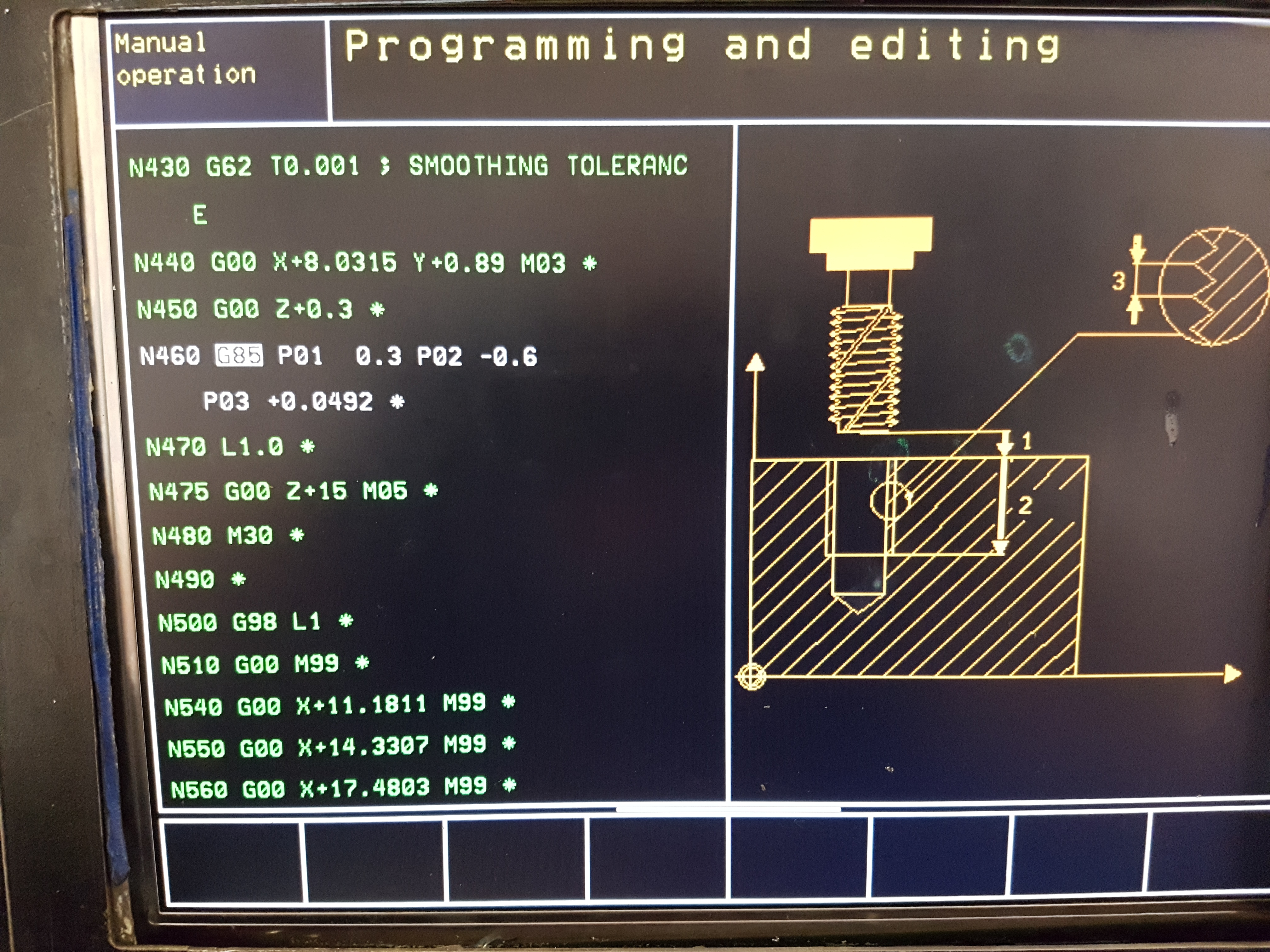
Zobacz na zdjeciu z maszyny jest P0 i mimo to nie czyta tej bezpiecznej odleglosci.