G0 x26.85 y0
G1 z-1 f300
g13 I5.5
G1 z-2
G13 I5.5
G1 z-3
G13 I5.5
G1 z-4
G13 I5.5
G1 z-5
G13 I5.5
G1 z-6
G13 I5.5
G1 z-7
G13 I5.5
G0 z50
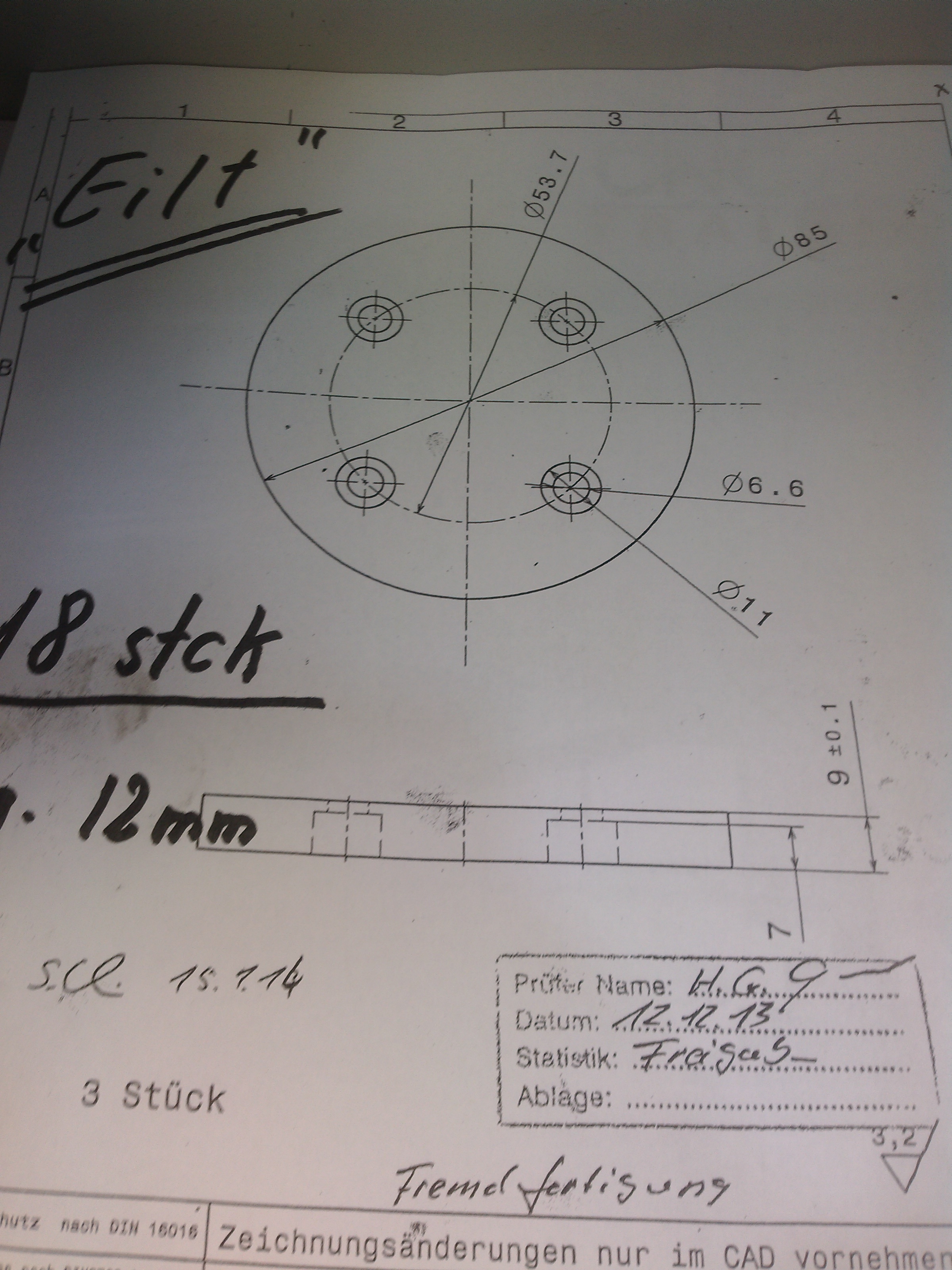
i tak samo dla pozostałych współrzędnych, gdyż nie wiem jak to napisać żeby nie dopisywać za każdym razem dosuwu na głębokość tylko od razu ustawić co ile ma schodzić. Najlepiej jakby ktoś mi pokazał jak powinien wyglądać program na całość. Otwory wiadomo wierciłem od razu fi6.6 a te pogłębienia leciałem frezem fi5.