



Znaleziono 6 wyników
Wróć do „Cięcie jakościowe nierdzewki na HT PM1650”
- 28 cze 2011, 19:05
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: Cięcie jakościowe nierdzewki na HT PM1650
- Odpowiedzi: 20
- Odsłony: 5713
- 28 cze 2011, 14:54
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: Cięcie jakościowe nierdzewki na HT PM1650
- Odpowiedzi: 20
- Odsłony: 5713
- 27 cze 2011, 14:54
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: Cięcie jakościowe nierdzewki na HT PM1650
- Odpowiedzi: 20
- Odsłony: 5713
Nie bardzo rozumie tego pytania.
Palnik w trakcie przejazdu nie nie potrzebuje "gazu", jedynie do cięcia. W tym wypadku ustawione ciśnienie na butli wynosiło jakieś 6-6,5 bar a w agregacie było zmniejszone chyba do 5,5 bara ale dokładnie nie pamiętam bo już dawno nie cięliśmy nierdzewki azotem przynajmniej cienkich blach, bo grubsze tniemy powietrzem.hugo238 pisze:Witam
Pytanko,na,jakim,cisnieniu azotu był przejazd.
- 04 mar 2010, 16:00
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: Cięcie jakościowe nierdzewki na HT PM1650
- Odpowiedzi: 20
- Odsłony: 5713


- 03 mar 2010, 16:12
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: Cięcie jakościowe nierdzewki na HT PM1650
- Odpowiedzi: 20
- Odsłony: 5713
- 03 mar 2010, 15:51
- Forum: Przecinarka Plazmowa CNC, Gazowa
- Temat: Cięcie jakościowe nierdzewki na HT PM1650
- Odpowiedzi: 20
- Odsłony: 5713
Blache 3 jeszcze wytniesz azotem ale powyżej robi się coraz gorzej jakość będzie trochę lepsza niż po powietrzu ale i tak sporo pozostawia do życzenia.
HT PM nie nadaje się zbytnio do cięcia jakościowego nierdzewki. Dysze finecut dość szybko siadają nie uzyskasz tyle wpaleń co przy czarnej blasze.jeśli chcesz trzymać nisko palnik to przyszykuj sobie większą ilość dysz
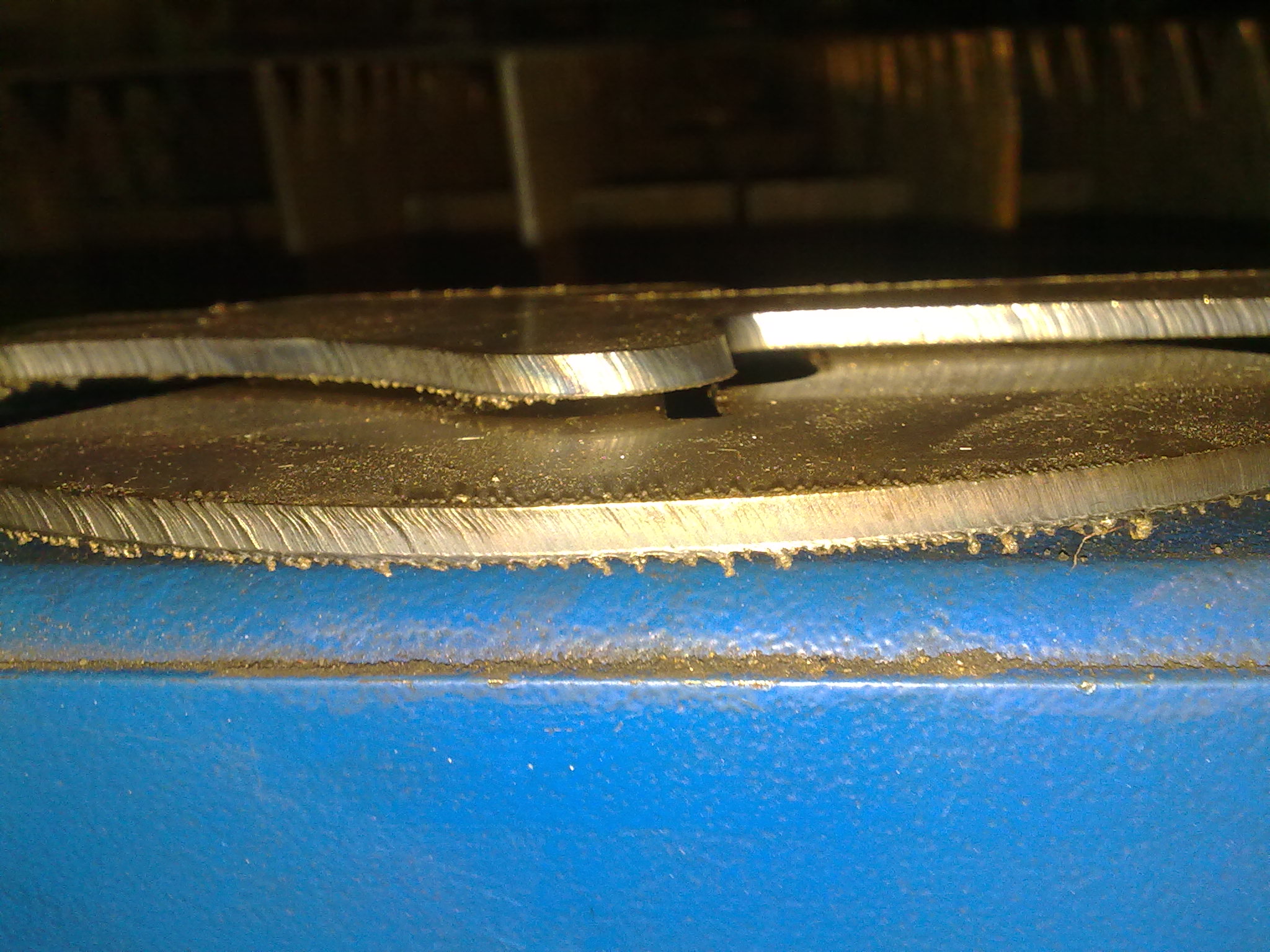
Bl #1.5

Jutro jak nie zapomne wstawie zdjęcia blachy #3 OH18 (czy jakoś tak) po cięciu azotem
HT PM nie nadaje się zbytnio do cięcia jakościowego nierdzewki. Dysze finecut dość szybko siadają nie uzyskasz tyle wpaleń co przy czarnej blasze.jeśli chcesz trzymać nisko palnik to przyszykuj sobie większą ilość dysz
Bl #1.5
Jutro jak nie zapomne wstawie zdjęcia blachy #3 OH18 (czy jakoś tak) po cięciu azotem






