



Znaleziono 5 wyników
Wróć do „PYTANIA DO KOMPENSACJI PROMIENIA NARZĘDZIA”
- 20 lis 2016, 23:58
- Forum: Fanuc
- Temat: PYTANIA DO KOMPENSACJI PROMIENIA NARZĘDZIA
- Odpowiedzi: 8
- Odsłony: 2019
Na zakończenie tematu ... Dziekuje za pomoc w zrozumieniu prawej i lewej kompensacji ☺ Wlasnie jestem w pracy i sprawdzilem ww program z kompensacja i wszystko smiga jak powinno tylko najazd kompensacji musi zaczynac sie z przed materialu z G0 ... Wiec kompensacne musialem wlaczyc juz przed planowaniem detalu tak jak to napisalem na poczatku ☺ Mozna po planowaniu wlaczyc kompensacje ale najpier odjechac nozem przed material po splanowaniu i dopiero zrobic najazd z komensacja .... ale zeby sie nie bawic w dopisywanie odjazdow to lepiej przelaczyc kompensacje z G42 na G41 i wszystko smiga ☺ Jeszcze raz dzieki za rysunki i załączniki ☺
- 20 lis 2016, 19:54
- Forum: Fanuc
- Temat: PYTANIA DO KOMPENSACJI PROMIENIA NARZĘDZIA
- Odpowiedzi: 8
- Odsłony: 2019
Rozumiem po prostu obracając rysunek było mi to łatwiej sobie wyobrazić  Jeszcze pytanie do Ciebie bo pisałeś że kompensacji nie trzeba włączać do planowania czyli w którym momencie mam włączyć kompensację ??
Jeszcze pytanie do Ciebie bo pisałeś że kompensacji nie trzeba włączać do planowania czyli w którym momencie mam włączyć kompensację ??
T0202;
G99 M3 S1=2500 F0.06;
G0 X13.0 Z-2.0;
G0 X9.0;
G1 Z10.1;
G1 X12.0;
G1 Z20.8
G0 U1.0 Z-2.0;
G0 X10.0;
G1 Z0.0;
G1 X-1.5;
G41 G1 X6.04;
G1 X7.76,A30.0;
G1 Z9.15;
G3 Z10.15 X9.76 R1.0;
G1 X10.8,C0.2;
G1 Z20.9;
G1 X 13.0;
G40 G0 X15.0 Z-2.0;
Tak będzie dobrze ??
T0202;
G99 M3 S1=2500 F0.06;
G0 X13.0 Z-2.0;
G0 X9.0;
G1 Z10.1;
G1 X12.0;
G1 Z20.8
G0 U1.0 Z-2.0;
G0 X10.0;
G1 Z0.0;
G1 X-1.5;
G41 G1 X6.04;
G1 X7.76,A30.0;
G1 Z9.15;
G3 Z10.15 X9.76 R1.0;
G1 X10.8,C0.2;
G1 Z20.9;
G1 X 13.0;
G40 G0 X15.0 Z-2.0;
Tak będzie dobrze ??
- 20 lis 2016, 17:53
- Forum: Fanuc
- Temat: PYTANIA DO KOMPENSACJI PROMIENIA NARZĘDZIA
- Odpowiedzi: 8
- Odsłony: 2019
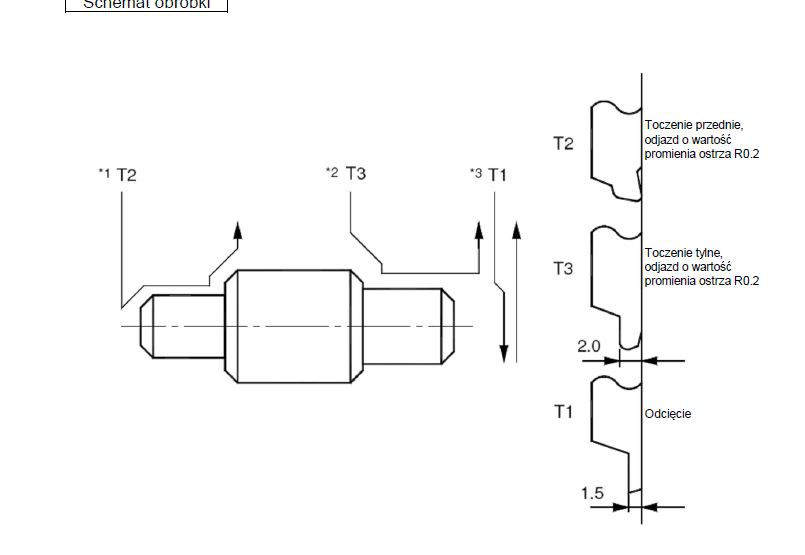
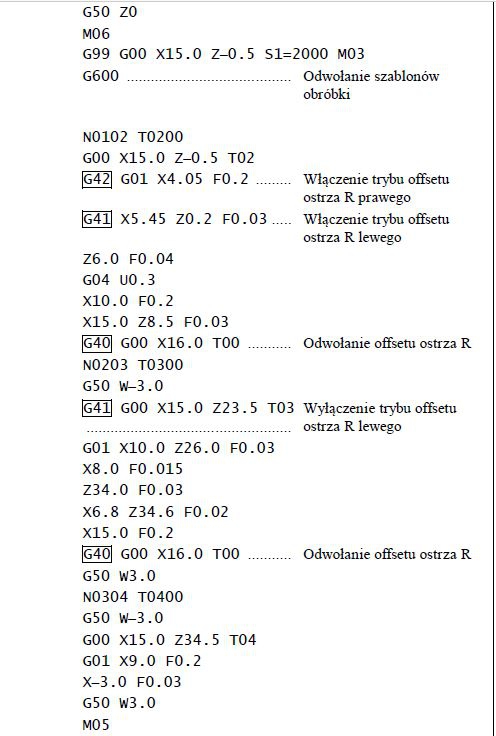
Dlaczego się pomyliłem skoro w ten sposób jest załączana kompensacja w instrukcji programowania FANUCA ... Poniżej zdjęcia z manulal fanuca ..
[ Dodano: 2016-11-20, 18:05 ]
Pisząc tą kompensację bazowałem się na manualu Fanuca ... I nie rozumiem dlaczego podczas zjazdu noża w tym wypadku z G0 X15.0 Z-0.5 na G01 X4.05 jesta załączona kompensacja G42? a podczas gdy nóż idzie do góry na X5.45 Z0.2 już jest kompensacja G41
[ Dodano: 2016-11-20, 18:52 ]
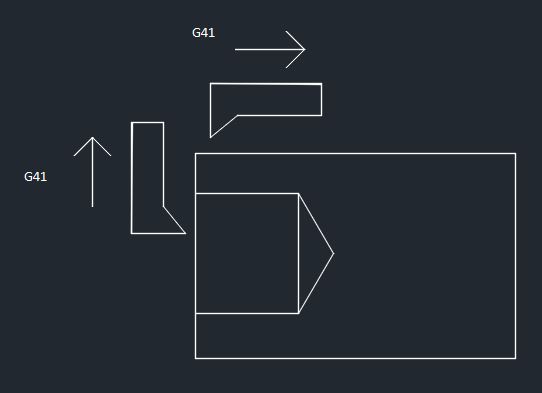
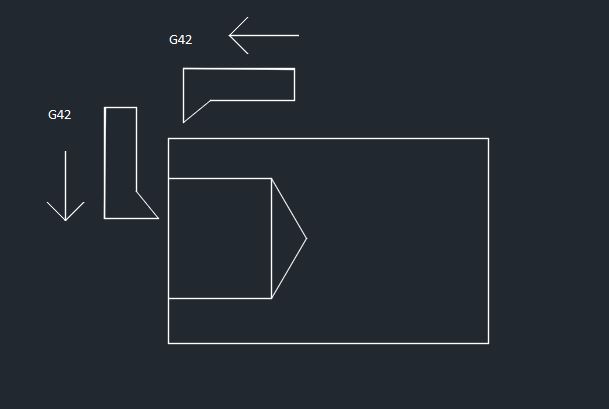
Ten rysunek co dodałeś wyżej dał mi do myślenia i odwracając rysunek zgodnie z tym co pisałem że u mnie na automatach materiał znajduje się po prawej stronie to kompensacja która jest w instrukcji fanuca jak i kompensacja którą napisałem w programie na początku tematu by się zgadzała ...
Dobrze myślę ??
[ Dodano: 2016-11-20, 18:05 ]
Pisząc tą kompensację bazowałem się na manualu Fanuca ... I nie rozumiem dlaczego podczas zjazdu noża w tym wypadku z G0 X15.0 Z-0.5 na G01 X4.05 jesta załączona kompensacja G42? a podczas gdy nóż idzie do góry na X5.45 Z0.2 już jest kompensacja G41
[ Dodano: 2016-11-20, 18:52 ]
Ten rysunek co dodałeś wyżej dał mi do myślenia i odwracając rysunek zgodnie z tym co pisałem że u mnie na automatach materiał znajduje się po prawej stronie to kompensacja która jest w instrukcji fanuca jak i kompensacja którą napisałem w programie na początku tematu by się zgadzała ...
Dobrze myślę ??
- 20 lis 2016, 13:37
- Forum: Fanuc
- Temat: PYTANIA DO KOMPENSACJI PROMIENIA NARZĘDZIA
- Odpowiedzi: 8
- Odsłony: 2019
Kolego czytałem ten wątek Po prostu nie potrafię sobie wyobrazić co to znaczy że nóż jest po prawej lub po lewej stronie konturu .... Przecież nóż dojeżdżając do materiału na Z0.0 jest po lewej stronie od konturu a kompensacja jest G42 i jadąc dalej z X-1,5 na X6,04 też jest po lewej stronie konturu a już jest kompensacja G41...
- 20 lis 2016, 12:37
- Forum: Fanuc
- Temat: PYTANIA DO KOMPENSACJI PROMIENIA NARZĘDZIA
- Odpowiedzi: 8
- Odsłony: 2019
PYTANIA DO KOMPENSACJI PROMIENIA NARZĘDZIA
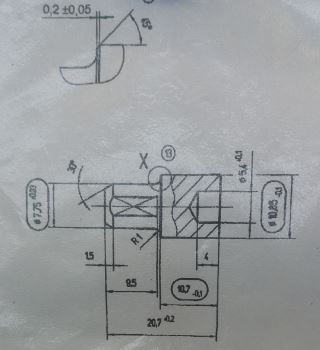
Witam tak jak w temacie mam kilka pytań odnoście kompensacji promienia ... Do tematu dorzucam zdjęcie detalu i program napisany z kompensacją ... Metodą prób i błędów udało mi się napisać tą kompensację jednak nie do końca ją rozumiem ...
Pytanie nr 1 :
- Czy w dobrym momencie włączyłem i wyłączyłem kompensację czy używając jednego noża muszę kompensację załączyć już przy wstępnym przetoczeniu ...
Pytanie nr 2 :
- Dlaczego przy dojeździe noża do materiału i planowaniu musi być kompensacja G42 a a gdy nóż idzie do góry to już musi być G41...
Pytanie nr 3 :
- Czy ktoś po polsku może wytłumaczyć kiedy stosować kompensacje G41 a kiedy G42 ... Definicje znam czytałem też instrukcję fanuca ale niezrozumiale jest dla mnie to napisane...
-Detal chce wykonać płytką o promieniu R0,8.
-Oprogramowanie FANUC.
-Pkt urojony ostrza narzędzia w moim wypadku 4.
Na moich automatach tokarskich materiał jest z prawej strony dlatego "Z" z minusową wartością nóż jest przed materiałem a wszystkie "Z" z dodatnią wartością nóż jest w materiale ..
Program do rysunku:
T0202;
G99 M3 S1=2500 F0.06;
G0 X13.0 Z-2.0;
G0 X9.0;
G1 Z10.1;
G1 X12.0;
G1 Z20.8
G0 U1.0 Z-2.0;
G0 X10.0;
G42 G1 Z0.0;
G1 X-1.5;
G41 G1 X6.04;
G1 X7.76,A30.0;
G1 Z9.15;
G3 Z10.15 X9.76 R1.0;
G1 X10.8,C0.2;
G1 Z20.9;
G1 X 13.0;
G40 G0 X15.0 Z-2.0;
Pytanie nr 1 :
- Czy w dobrym momencie włączyłem i wyłączyłem kompensację czy używając jednego noża muszę kompensację załączyć już przy wstępnym przetoczeniu ...
Pytanie nr 2 :
- Dlaczego przy dojeździe noża do materiału i planowaniu musi być kompensacja G42 a a gdy nóż idzie do góry to już musi być G41...
Pytanie nr 3 :
- Czy ktoś po polsku może wytłumaczyć kiedy stosować kompensacje G41 a kiedy G42 ... Definicje znam czytałem też instrukcję fanuca ale niezrozumiale jest dla mnie to napisane...
-Detal chce wykonać płytką o promieniu R0,8.
-Oprogramowanie FANUC.
-Pkt urojony ostrza narzędzia w moim wypadku 4.
Na moich automatach tokarskich materiał jest z prawej strony dlatego "Z" z minusową wartością nóż jest przed materiałem a wszystkie "Z" z dodatnią wartością nóż jest w materiale ..
Program do rysunku:
T0202;
G99 M3 S1=2500 F0.06;
G0 X13.0 Z-2.0;
G0 X9.0;
G1 Z10.1;
G1 X12.0;
G1 Z20.8
G0 U1.0 Z-2.0;
G0 X10.0;
G42 G1 Z0.0;
G1 X-1.5;
G41 G1 X6.04;
G1 X7.76,A30.0;
G1 Z9.15;
G3 Z10.15 X9.76 R1.0;
G1 X10.8,C0.2;
G1 Z20.9;
G1 X 13.0;
G40 G0 X15.0 Z-2.0;






