Dzięki wszystkim za zainteresowanie.
Spawanie tigem, dlatego że taką spawarkę posiadam w swoim warsztacie
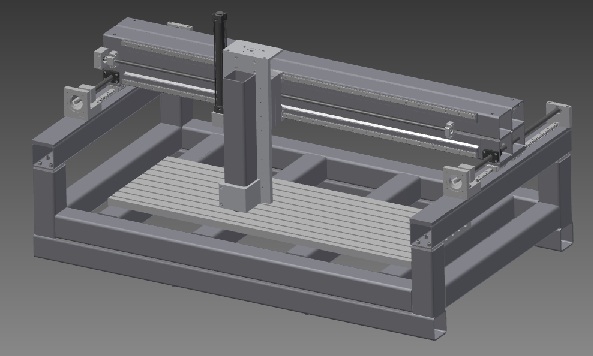
Co do wysunięcia górnych profil to rozważałem tą opcję ale takie rozwiązanie skutkowałoby tym, że okno której powstaje pod prowadnicą osi y (470mm) zmniejszyłoby się. A tak w razie konieczności można większe detale włożyć na stół ( po odkręceniu niezamodelowanych osłon). Po prostu może wystawać a zaproponowane przez Ciebie rozwiązanie wyklucza tą opcję prawie całkowicie.
Żeby sprecyzować intensywność obróbki dodam, że planowanym wrzecionem jest mokry chińczyk 2,2kw. Więc sztywność starałem się dobrać pod względem tego konkretnego wrzeciona. Nic mocniejszego tam nie będzie. Samo wrzeciono już będzie ograniczeniem.
Zmiana koncepcji na ruchomy stół nie wchodzi w grę w tej chwili ponieważ staram się zachować możliwość dobrania się do detali które nie mieszczą się całkowicie na stole.
Dodam, że blaszka zetki ma grubość 15mm stal s355 i wzmocniona jest profilem stalowym takim z jakiego planowana jest cała rama. Wprowadzę poprawki i wrzucę obrazki.
Zastanawiam się jak wyniki odkształceń obliczone przy założeniu stałej siły na końcu freza mają się do rzeczywistych przy frezowaniu.Jak sądzicie czy można oszacować na tej podstawie rzeczywistą amplitudę odkształcenia z sensowną dokładnością( i tu pojawia się otwarte pytanie co znaczy sensowna dokładność )? Zakładając, że symulacja jest dobrze ustawiona i układ nie wpada w rezonans dla tej częstotliwości.