



Po pierwsze olej nie powoduje ze metal staje się śliski w ogóle nie zmienia wlasciwosci metalu Nie zmniejsza jego wspólczynnika tarcia. Kluczem mechanizmu jego działania jest ze jego cząsteczki mocno "przylepiają" się do powieszchni metalu i robią dokładnie to samo co kulki w łożysku zamieniają suw na toczenie. dobre smarowanie oznacza ze metalowe elementy nigdy nie mają ze sobą bezpośredniego kontaktu zawsze oddziela je łożyskowanie cząsteczkami oleju

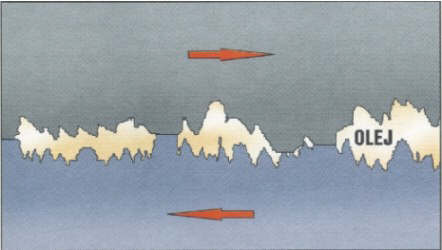
olej stawia znikomy opór związany z jego przetłaczaniem, mieszaniem i rozłączaniem miedzy elementami ze wzgledu na jednorodność. I oczywiście w zaawansowanej technologii przemysłowej gdzie gładzie prowadnic są bardzo płaskie i pełny kontakt obciążenie rozkłada się na całej płaszczenie można zastosować rzadki olej. płaszczyzny będą "pływać" na nieprzerwanej mikro warstewce olejowej która utrzymuje się dzieki oddzialywaniom miedzycząsteczkowym jak na poduszce magnetycznej. Dlatego daje to najlepsze parametry i najmniejsze opory mozna bezpiecznie osiągnąć duzą wydajność. Precyzja przylegania nie pozostawia miejsca zanieczyszczeniom bo poprostu się nie zmieszczą. Gdy są większe od kilku mikronów nie mogą pokonać przyciągania miedzy cząsteczkami filmu olejowego i wepchnąć się pomiędzy wiec są wypierane i spychane jak pługiem na czole fali oleju. Duże wtrącenia i wióry są w stanie podważyć cały suport dlatego na te france zastosowano osobny filtr zgarniający w postaci tej wycieraczki z moherku
Temat dotyczy smarowania chińskiej tokarki stolowej (sam mam LD550 i nie chce tu krytykować tylko optymalnie dobrac lubrykant) uznając fakt ze jakość i płaskość płaszczyzn suportu i sanek itp (poza łożem które jest na prawde zacne) zapewnia styk może w 2- 5% powierzchni wygląda jak prawdziwy majstersztyk gdyby to uznac za obrobke szlifierką kątową na kolanie czyli dość wulgarnie nie sposób porównać do maszyn przemysłowych. Moim zdaniem trzeba siegnąc po rozwiązanie kompromisowe czyli np smar gesty z wypełniaczem bo na oliwe nie ma warunków pracy te punktowe miejsca styku nie utrzymają filmu olejowego i metal bedzie rezał o metal a do tego nie wolno dopuscic. wszystko zależy od jakości wykonania podzespołów. jak ktoś samemu dopieścił, doskrobał, wypolerował to jasne ze lepiej niech pryska rzadką oliwą


(po to sa własnie różne kompromisowe smary której mają swoje zalety i wady dla zastosowania) A lepiące się wióry nie są problemem zgarniak sobie z nimi poradzi bez problemu. nie są są one tez az tak groźne bo twykle sa z miekszego metalu niz łoże nie da sie zarysować miekim twardego ale zgadzam sie ze mogą blokować podzespoły lub robic wgniecenia np uszkodzić gwinty
problemem są malenkie skrawki narzędzi a najgorsze sa odpadające drobiny ze ściernic (jak ktos se walki szlifuje lub np poleruje papierem sciernym olej tu nie pomoze za wiele tylko harmonijka czyli separacja
PS wyzej cos pisali jakie dziwne oleje do przekładni jak by co w instrukcji od LD550 podają ze niby lać olej do skrzyni biegów 15W40 lub jak kogoś stac lub ma dojscia to Kujawski
[ Dodano: 2016-02-14, 07:48 ]
Sprawdziłem tą oliwe co mowisz w maszynach przemysłowych i profesjonalnie do smarowania prowadnic, łoża, slizgów, gwintów tokarek rekomendowany jest:
dla małych tokarek nie pracujacych pod duzym obciążeniem OLEJ MASZYNOWY AN 32 (ISO 32)
Dla średnich i duzych maszyn - OLEJ MASZYNOWY AN 68 (ISO 68)
Oleje tego typu sa w wersji zawierającej dodatki zapobiegające oblepianiu sie syfem
Do trzpieni, stożków, szczęk i mocowań narzędzi przed użyciem zalecane jest:
spryskać naftą i wytarcie odpowiednią ścierką (nie scierną i nie gubiącą włókien) całkowicie do sucha






