



Znaleziono 17 wyników
Wróć do „TIG Welder Fantasy Jet Tig2 200 PFC ac/dc”
- 27 wrz 2019, 14:09
- Forum: Spawalnictwo i obróbka cieplna
- Temat: TIG Welder Fantasy Jet Tig2 200 PFC ac/dc
- Odpowiedzi: 31
- Odsłony: 5172
Re: TIG Welder Fantasy Jet Tig2 200 PFC ac/dc
Jeżeli już umiesz spawać TIG i jesteś pewny swoich umiejętności, to moim zdaniem nie ma innego wyjścia jak pobranie wybranego modelu do przetestowania u siebie.
- 27 wrz 2019, 11:28
- Forum: Spawalnictwo i obróbka cieplna
- Temat: TIG Welder Fantasy Jet Tig2 200 PFC ac/dc
- Odpowiedzi: 31
- Odsłony: 5172
Re: TIG Welder Fantasy Jet Tig2 200 PFC ac/dc
Na ten moment tak. 
Można by dużo gadać.
Można by dużo gadać.
- 27 wrz 2019, 11:22
- Forum: Spawalnictwo i obróbka cieplna
- Temat: TIG Welder Fantasy Jet Tig2 200 PFC ac/dc
- Odpowiedzi: 31
- Odsłony: 5172
Re: TIG Welder Fantasy Jet Tig2 200 PFC ac/dc
Kasa wróciła do mnie a sprzęt został zwrócony do Importera, który jednak nie podjął żadnych działań i nie poinformował mnie o wynikach sprawdzenia, czy to kwestia mojego egzemplarza czy całej serii a może modelu.
Po dłuższym czasie na moje przypomnienie, dostałem propozycję zakupu innego modelu TIGa, jaką obecnie wprowadzali na rynek.
Kupiłem coś zupełnie innego od innego dostawcy.
Po dłuższym czasie na moje przypomnienie, dostałem propozycję zakupu innego modelu TIGa, jaką obecnie wprowadzali na rynek.
Kupiłem coś zupełnie innego od innego dostawcy.
- 01 paź 2018, 11:34
- Forum: Spawalnictwo i obróbka cieplna
- Temat: TIG Welder Fantasy Jet Tig2 200 PFC ac/dc
- Odpowiedzi: 31
- Odsłony: 5172
Re: TIG Welder Fantasy Jet Tig2 200 PFC ac/dc
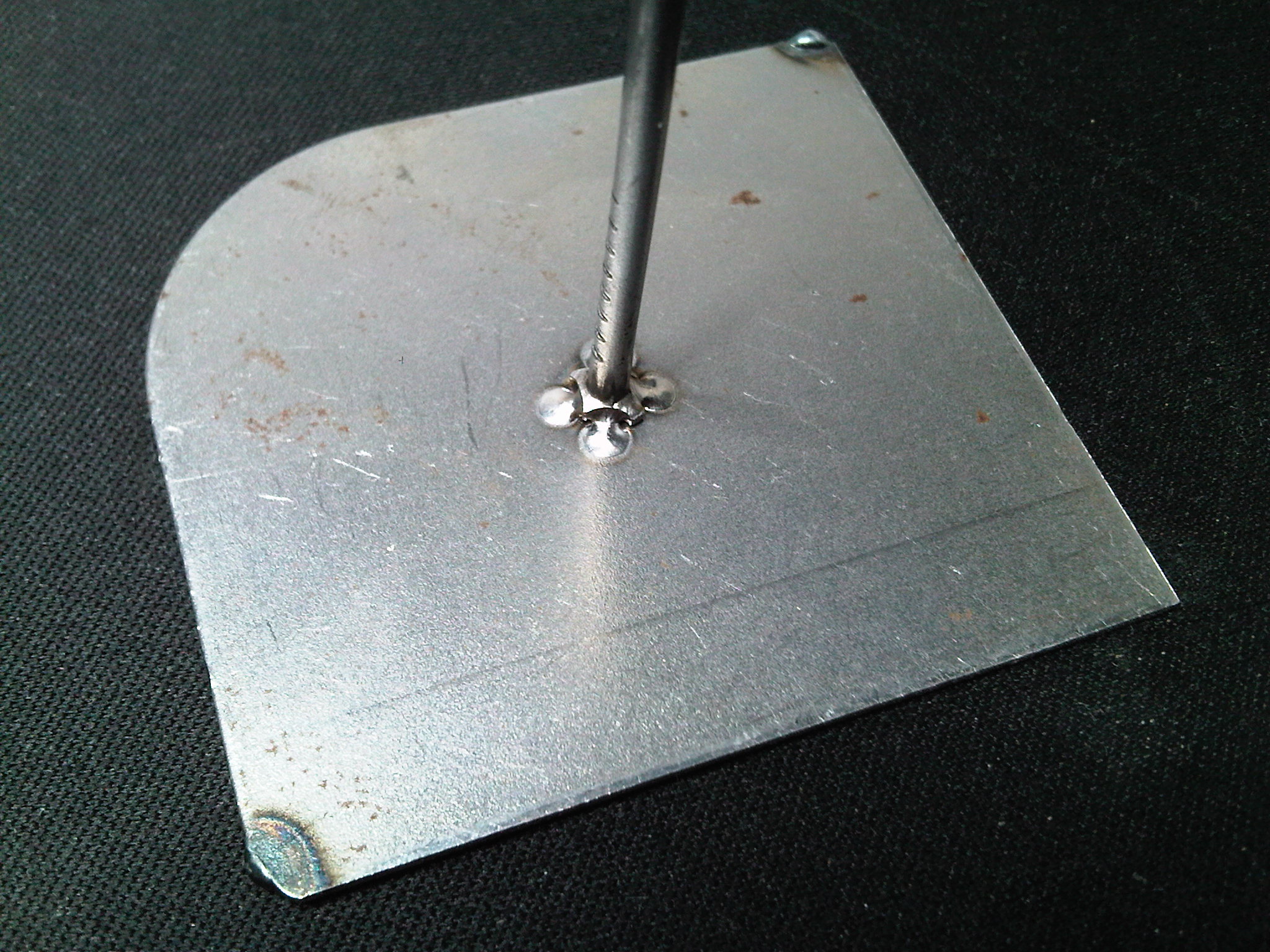
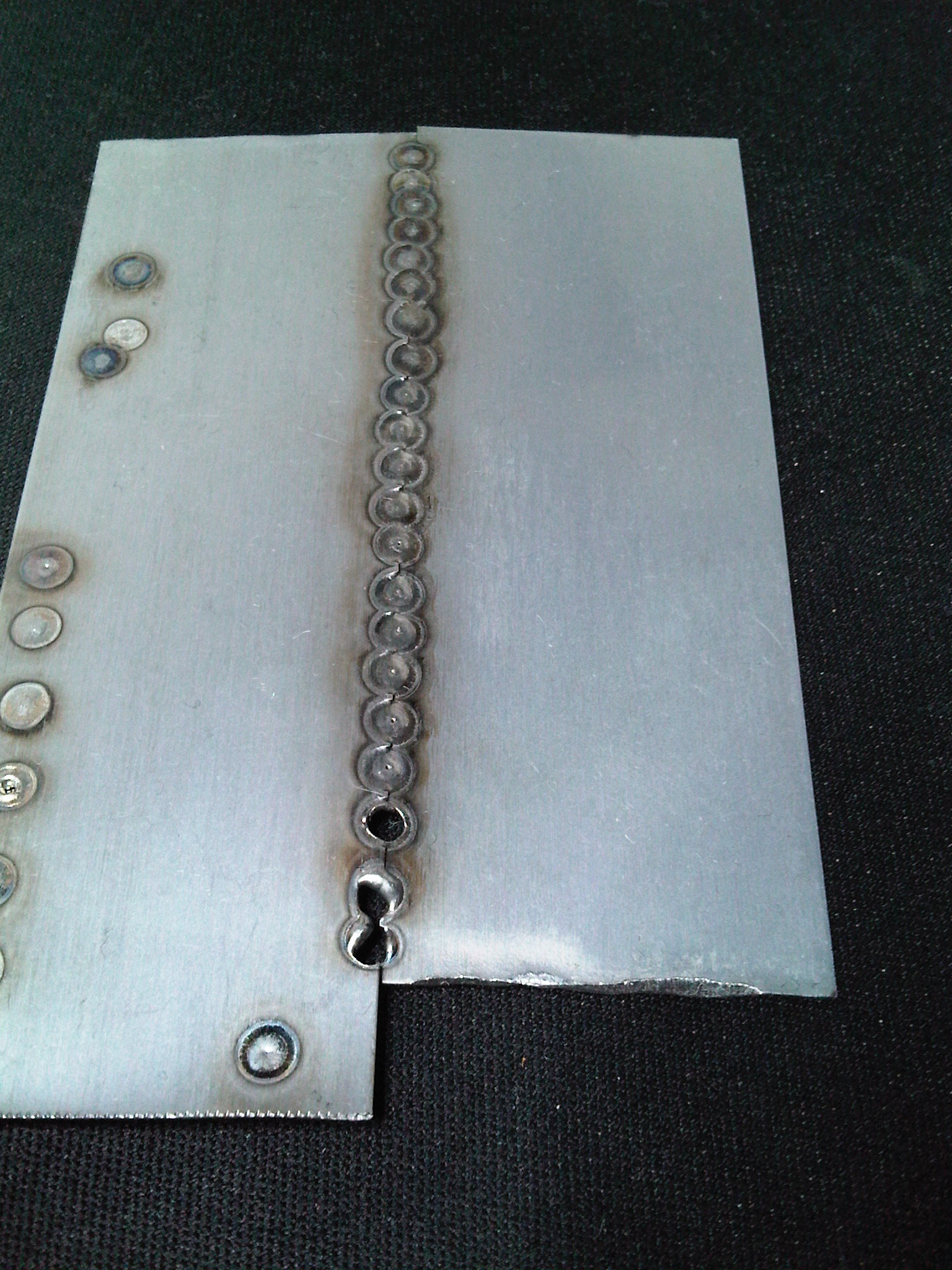
Małe wrzutki z moich testów na DC.
Ustawienia ze SPOT i TAC.
Ja dobrze pamiętam coś koło tego :
- 100-150 A ,
- SPOT 0.2 s,
- TAC 0,1 s , 2KHz, ( wypełnienie domyślne spawarki)


Ustawienia ze SPOT i TAC.
Ja dobrze pamiętam coś koło tego :
- 100-150 A ,
- SPOT 0.2 s,
- TAC 0,1 s , 2KHz, ( wypełnienie domyślne spawarki)
- 12 wrz 2018, 09:56
- Forum: Spawalnictwo i obróbka cieplna
- Temat: TIG Welder Fantasy Jet Tig2 200 PFC ac/dc
- Odpowiedzi: 31
- Odsłony: 5172
Re: TIG Welder Fantasy Jet Tig2 200 PFC ac/dc
Witajcie.
Tig WF JT2 200 SPOT kupiłem, potestowałem i niestety z przykrością, ale musiałem zwrócić do Dostawcy.
Zresztą kierowany Jego propozycją takiego rozwiązania.
Piszę z przykrością, bo nadal nie widzę dla niego alternatywy, jeśli chodzi o cenę i mnogość ustawień.
Być może to mój egzemplarz albo może ta seria. Nie wiem.
Sprzęt jest oceniany bardzo pozytywnie i na forach i w kilku sklepach, w jakich poszukiwałem zastępstwa dla niego.
Po 2 tygodniach testów mogę przekazać tylko swoją subiektywną opinię.
Skupiłem się głównie na spawaniu AC aluminium.
Krótkie testy DC na stali wykazały, że spawarka pali łuk bez problemu,
stabilnie w szerokim zakresie prądów i częstotliwości pulsu ( do kilohertz’ów włącznie).
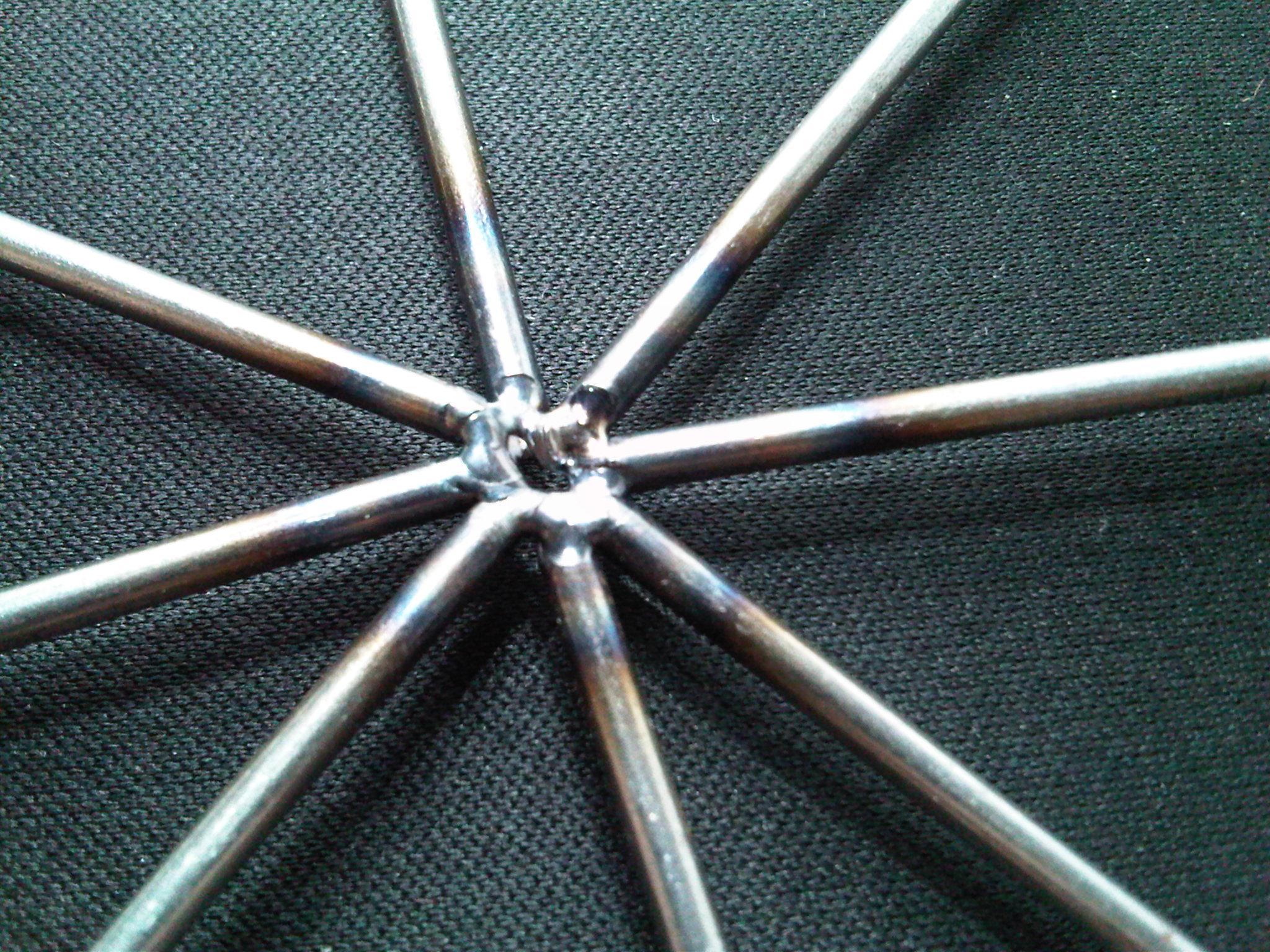
Bardzo fajne testy z kalibrowanym impulsem od 0,1 s.
Świetnie punktowałem do siebie takimi cyknięciami np. ostrza noży łamanych, albo gwoździe czubkami do siebie.
Łuk pali precyzyjnie, jak przyklejony do szpica wolframu. Można kwiatki rysować.
Testy AC na aluminium już takie kolorowe nie były.
Po pierwsze spawacz amator.
Po drugie to nie jest łatwy temat, uzależniony od wielu zmiennych.
Niestety mój egzemplarz miał problemy z zapalaniem łuku AC i jego stabilnym utrzymaniem.
Bardzo uwidaczniało się to przy małych prądach rzędu 5-10A. ( zakres spawarki od 5A).
Przy większych prądach rzędu 40 A i po rozgrzaniu sprzętu lub materiału, wyglądało to lepiej.
Zdaję sobie sprawę, że tak niski prąd to wyzwanie przy aluminium, ale porównywalne ustawienia na esabie wykazywały, stabilność łuku.
Szybko powstawało jeziorko, łuk utrzymywał się jak przyklejony od końca elektrody do materiału, nawet przy zmianach odległości.
Wręcz zwykła złamana elektroda 2,4 bez ostrzenia, pozwalała na spawanie stabilnym łukiem. Zapalał się pomponik i trzymał jak przyklejony.
i trzymał jak przyklejony.
Oczywiście ktoś powie :
to se kup esaba jak Ci tak pasuje a nie wymagaj od Chiszpana za 1/3 kwoty, żeby działał tak samo.
No to jest racja w pewnym sensie, ale esaba nie kupię. Nie ten czas i miejsce.
Porównywałem do esaba bo tylko to było dostępne w czasie testu.
A i kwota 4700 chyba zobowiązuje. To nie marketowiec za 1500.
Zresztą wiedziony podobieństwem do Everlasta, można by sądzić, że producent jest już trochę na rynku i miał czas na prace naukowe.
Co prawda Everlast amerykański odciął się od powiązań rodzinnych z naszym WF.
Dodatkowo, te same ustawienia przetestowane zostały na innym egzemplarzu,
zakupionym przez znajomego dużo wcześniej.
Co prawda testy na odległość i nie przeze mnie, ale inaczej nie było możliwości.
Zobaczcie jak to u Was może idzie:
1. 5A; 2,4 mm; 150 Hz; 30% plusa na elektrodzie; łuska 6; ok. 7l/min
2. 10A; 2,4 mm; 60 Hz; 40% plusa na elektrodzie; łuska 6; ok. 10l/min
Test można przeprowadzić na dnie puszki od napojów gazowanych. Mniej więcej jest to ten sam materiał i porównywalna grubość.
Ewentualnie, zobaczcie może co się dzieje u Was na AC przy prądzie 5-10A dla elektrody 1,6mm złotej ( 1,5 % lantan).
U mnie tętnienie rozruchu upalało ostrze do kulki na całej średnicy elektrody ze 2-3 mm . Nic nie zostawało ze stożka.
Żeby nie było.
Doświadczenia poparłem też testem przeprowadzonym przez zawodowca na moim sprzęcie,
spawającego alu od lat na różnych maszynach,
który niestety potwierdził trudności z zapalaniem i utrzymaniem stabilnego łuku.
Przy małych prądach ( 5 - 10 A ), na cienkich blaszkach 0,3-0,5 mm, zapalanie miało tendencję do tętnienia wyższymi prądami do upalenia elektrody 1,6 lub dziurawienia materiału.
Łatwo gubiło zwarcie.
Łuk miał tendencje do zapalania się na bok, pomimo ostrzenia wzdłuż.
To samo na esabie zapalało stabilny, prosty od czubka, względnie zimy łuk, pozwalający bez pośpiechu wodzić po materiale bez jego nadmiernego wtapiania czy wypalania.
Złego słowa nie mogę powiedzieć na Hurtownię w Poznaniu.
Udostępniła sprzęt do pokazu przed zakupem, a i pierwsze wątpliwości mogłem pokazać na miejscu w serwisie po zakupie.
Z oddaniem też nie było problemu i nie musiałem nic udowadniać.
Jedyne co, to może mały entuzjazm i może doświadczenie spawalnicze dla przeanalizowania mojego przypadku i jego rozwiązania.
Cóż, może brak czasu i cierpliwości dla upierdliwego klienta.
Jak pisałem, wolałbym za te pieniądze kupić jednak z powrotem WF, który oferuje bardzo zaawansowane ustawienia.
Jak żaden na rynku w tym segmencie.
Ale musi działać poprawnie.
Oczywiści diabli wiedzą, czy te kręcenie gałkami, rzeczywiście zmienia tak parametry jak pokazuje wyświetlacz. Czas pokaże
Do czego można się przyczepić, to 99 programów do zapamiętania parametrów, obsługiwanych przesuwaniem w górę tylko jednym przyciskiem wyboru.
Nie wyobrażam sobie ustawić np. programu sczepiania na p.6 a spawania np. na p.5 i powrotu do spawania po sczepianiu.
Żeby dojechać z powrotem z p.6 do p.5, trzeba jednym przyciskiem wyklikać te 98 programów.
No nie przemyślane.
Nie ma przyspieszania licznika przy dłuższym przyciskaniu lub innym myku.
Żeby nie modyfikować panelu, wystarczyło by zmienić program dodając funkcję do pokrętła.
Już chyba było lepiej zostawić te 9 prog. jak w niższym modelu.
W efekcie pewnie zaczekam na wyniki obiecanego przez Importera testu mojego egzemplarza w fabryce w Chiszpanii .
.
Jak potwierdzi się mój subiektywny odbiór, że to feler i da się to zidentyfikować i usunąć,
zapewne kupię ponownie ten sam model, bo mi pasował z parametrami i obsługą.
Dam znać jak otrzymam jakieś info od Generalnego Importera tego sprzętu z Poznania firmy Fachowiec.
Może komuś posłuży przed decyzjami.
Pozdrawiam entuzjastów spawania TIG’iem.
Tig WF JT2 200 SPOT kupiłem, potestowałem i niestety z przykrością, ale musiałem zwrócić do Dostawcy.
Zresztą kierowany Jego propozycją takiego rozwiązania.
Piszę z przykrością, bo nadal nie widzę dla niego alternatywy, jeśli chodzi o cenę i mnogość ustawień.
Być może to mój egzemplarz albo może ta seria. Nie wiem.
Sprzęt jest oceniany bardzo pozytywnie i na forach i w kilku sklepach, w jakich poszukiwałem zastępstwa dla niego.
Po 2 tygodniach testów mogę przekazać tylko swoją subiektywną opinię.
Skupiłem się głównie na spawaniu AC aluminium.
Krótkie testy DC na stali wykazały, że spawarka pali łuk bez problemu,
stabilnie w szerokim zakresie prądów i częstotliwości pulsu ( do kilohertz’ów włącznie).
Bardzo fajne testy z kalibrowanym impulsem od 0,1 s.
Świetnie punktowałem do siebie takimi cyknięciami np. ostrza noży łamanych, albo gwoździe czubkami do siebie.
Łuk pali precyzyjnie, jak przyklejony do szpica wolframu. Można kwiatki rysować.
Testy AC na aluminium już takie kolorowe nie były.
Po pierwsze spawacz amator.
Po drugie to nie jest łatwy temat, uzależniony od wielu zmiennych.
Niestety mój egzemplarz miał problemy z zapalaniem łuku AC i jego stabilnym utrzymaniem.
Bardzo uwidaczniało się to przy małych prądach rzędu 5-10A. ( zakres spawarki od 5A).
Przy większych prądach rzędu 40 A i po rozgrzaniu sprzętu lub materiału, wyglądało to lepiej.
Zdaję sobie sprawę, że tak niski prąd to wyzwanie przy aluminium, ale porównywalne ustawienia na esabie wykazywały, stabilność łuku.
Szybko powstawało jeziorko, łuk utrzymywał się jak przyklejony od końca elektrody do materiału, nawet przy zmianach odległości.
Wręcz zwykła złamana elektroda 2,4 bez ostrzenia, pozwalała na spawanie stabilnym łukiem. Zapalał się pomponik
 i trzymał jak przyklejony.
i trzymał jak przyklejony.Oczywiście ktoś powie :
to se kup esaba jak Ci tak pasuje a nie wymagaj od Chiszpana za 1/3 kwoty, żeby działał tak samo.
No to jest racja w pewnym sensie, ale esaba nie kupię. Nie ten czas i miejsce.
Porównywałem do esaba bo tylko to było dostępne w czasie testu.
A i kwota 4700 chyba zobowiązuje. To nie marketowiec za 1500.
Zresztą wiedziony podobieństwem do Everlasta, można by sądzić, że producent jest już trochę na rynku i miał czas na prace naukowe.
Co prawda Everlast amerykański odciął się od powiązań rodzinnych z naszym WF.
Dodatkowo, te same ustawienia przetestowane zostały na innym egzemplarzu,
zakupionym przez znajomego dużo wcześniej.
Co prawda testy na odległość i nie przeze mnie, ale inaczej nie było możliwości.
Zobaczcie jak to u Was może idzie:
1. 5A; 2,4 mm; 150 Hz; 30% plusa na elektrodzie; łuska 6; ok. 7l/min
2. 10A; 2,4 mm; 60 Hz; 40% plusa na elektrodzie; łuska 6; ok. 10l/min
Test można przeprowadzić na dnie puszki od napojów gazowanych. Mniej więcej jest to ten sam materiał i porównywalna grubość.
Ewentualnie, zobaczcie może co się dzieje u Was na AC przy prądzie 5-10A dla elektrody 1,6mm złotej ( 1,5 % lantan).
U mnie tętnienie rozruchu upalało ostrze do kulki na całej średnicy elektrody ze 2-3 mm . Nic nie zostawało ze stożka.
Żeby nie było.
Doświadczenia poparłem też testem przeprowadzonym przez zawodowca na moim sprzęcie,
spawającego alu od lat na różnych maszynach,
który niestety potwierdził trudności z zapalaniem i utrzymaniem stabilnego łuku.
Przy małych prądach ( 5 - 10 A ), na cienkich blaszkach 0,3-0,5 mm, zapalanie miało tendencję do tętnienia wyższymi prądami do upalenia elektrody 1,6 lub dziurawienia materiału.
Łatwo gubiło zwarcie.
Łuk miał tendencje do zapalania się na bok, pomimo ostrzenia wzdłuż.
To samo na esabie zapalało stabilny, prosty od czubka, względnie zimy łuk, pozwalający bez pośpiechu wodzić po materiale bez jego nadmiernego wtapiania czy wypalania.
Złego słowa nie mogę powiedzieć na Hurtownię w Poznaniu.
Udostępniła sprzęt do pokazu przed zakupem, a i pierwsze wątpliwości mogłem pokazać na miejscu w serwisie po zakupie.
Z oddaniem też nie było problemu i nie musiałem nic udowadniać.
Jedyne co, to może mały entuzjazm i może doświadczenie spawalnicze dla przeanalizowania mojego przypadku i jego rozwiązania.
Cóż, może brak czasu i cierpliwości dla upierdliwego klienta.
Jak pisałem, wolałbym za te pieniądze kupić jednak z powrotem WF, który oferuje bardzo zaawansowane ustawienia.
Jak żaden na rynku w tym segmencie.
Ale musi działać poprawnie.
Oczywiści diabli wiedzą, czy te kręcenie gałkami, rzeczywiście zmienia tak parametry jak pokazuje wyświetlacz. Czas pokaże
Do czego można się przyczepić, to 99 programów do zapamiętania parametrów, obsługiwanych przesuwaniem w górę tylko jednym przyciskiem wyboru.
Nie wyobrażam sobie ustawić np. programu sczepiania na p.6 a spawania np. na p.5 i powrotu do spawania po sczepianiu.
Żeby dojechać z powrotem z p.6 do p.5, trzeba jednym przyciskiem wyklikać te 98 programów.
No nie przemyślane.
Nie ma przyspieszania licznika przy dłuższym przyciskaniu lub innym myku.
Żeby nie modyfikować panelu, wystarczyło by zmienić program dodając funkcję do pokrętła.
Już chyba było lepiej zostawić te 9 prog. jak w niższym modelu.
W efekcie pewnie zaczekam na wyniki obiecanego przez Importera testu mojego egzemplarza w fabryce w Chiszpanii
 .
.Jak potwierdzi się mój subiektywny odbiór, że to feler i da się to zidentyfikować i usunąć,
zapewne kupię ponownie ten sam model, bo mi pasował z parametrami i obsługą.
Dam znać jak otrzymam jakieś info od Generalnego Importera tego sprzętu z Poznania firmy Fachowiec.
Może komuś posłuży przed decyzjami.
Pozdrawiam entuzjastów spawania TIG’iem.
- 04 lip 2018, 07:08
- Forum: Spawalnictwo i obróbka cieplna
- Temat: TIG Welder Fantasy Jet Tig2 200 PFC ac/dc
- Odpowiedzi: 31
- Odsłony: 5172
Re: TIG Welder Fantasy Jet Tig2 200 PFC ac/dc
Cześć.
Piękne dzięki za dodatkowe wiadomości.
Właściwie rozwiałeś moje obawy co do możliwości tej marki.
Piękne dzięki za dodatkowe wiadomości.
Właściwie rozwiałeś moje obawy co do możliwości tej marki.
- 02 lip 2018, 14:04
- Forum: Spawalnictwo i obróbka cieplna
- Temat: TIG Welder Fantasy Jet Tig2 200 PFC ac/dc
- Odpowiedzi: 31
- Odsłony: 5172
Re: TIG Welder Fantasy Jet Tig2 200 PFC ac/dc
Cześć.
Bardzo dziękuję za sprawdzenie.
Jak widać, czasem takie opowieści, że podobno coś tam, można między bajki włożyć.
Bardzo dziękuję za sprawdzenie.
Jak widać, czasem takie opowieści, że podobno coś tam, można między bajki włożyć.
- 26 cze 2018, 07:40
- Forum: Spawalnictwo i obróbka cieplna
- Temat: TIG Welder Fantasy Jet Tig2 200 PFC ac/dc
- Odpowiedzi: 31
- Odsłony: 5172
Re: TIG Welder Fantasy Jet Tig2 200 PFC ac/dc
Cześć.
Myślę, że ze względu na koszty, na razie na starcie kupię butlę 10 L. Dalej się zobaczy.
Może od biedy wejdzie ta 50, ale do wymiany będę potrzebował zewnętrznego transportu. Zobaczę jak będzie schodziło.
Palnik na pewno dokupię, ale dopiero jak zestaw wyląduje „w domu”.
Sprawdzę sobie jak i co z tym Bytomiem. Może bez sensu ciągnąć i czekać z Chin.
Widziałem jeszcze taki zgrabny palnik z główką kątową obracaną 360 stopni. Może to jest jakaś alternatywa.
Zrobić chłodnicę tak jak mówisz, nie jest dużym problemem dla mnie.
Pewnie bym ogarnął, ale na ten moment wolę nie uruchamiać dodatkowych pobocznych tematów, bo w kilku już ugrzęzłem i muszę je skończyć.
Kurcze.
Jesteś którąś z kolei osobą wspominającą o tym, że bez chłodzenia wodą nie da się ujechać, więc raczej pójdę w kierunku chłodzenia, ale potem. Jak się zainstalują z wersją podstawową.
Było by super, gdyby udało się taki test porównawczy zrobić dla 200 i 250.
Co do tych błyszczących spawów.
Po prostu jestem zielony w spawaniu tig i nie mam pojęcia od czego to zależy.
W jakim stopniu od sprzętu a w jakim od spawacza.
Po prostu to co widziałem z WF było wszędzie szare, matowe.
Pytanie co to jest ? Tlenki ? To kiedy powstają ? Pod osłoną ? W jaki sposób ?
Słyszałem opinię, że zbyt wolne tempo prowadzenia palnika, powoduje właśnie taką spoinę. Chciałbym tylko się upewnić, że to nie jest cecha samego sprzętu i jego utrzymywania parametrów łuku, bo tego nie przeskoczę.
Z kemppi też tak miałem, że na początku nauki spawy nie były najszczęśliwsze. Ale tu miałem pewność że sprzęt jest poprawnie zbudowany.
Jeśli chodzi o SPOT.
Zgrzewy można robić tylko pomiędzy blachami ze stali. I to logiczne. Brak osłony i możliwości oczyszczenia z tlenków, bo łuk nie sięga łączonych miejsc.
Bardziej napalony jestem na te kalibrowane czasy impulsów, bo wiadomo, że z ręki trudno utrzymać jednolitość, a bardzo krótkich czasów z palca nie puścisz.
Mam dużo tematów bardzo cienkich kratek, stelaży, więc sobie wymyśliłem, że to jest akurat do tego wymarzona funkcja.
Złączeń jest kilkadziesiąt punktów na detal.
Do tej pory, blachy np. lub cienkie druty z czarnej MAG Kempi daje radę na małych prądach, nawet z automatycznych ustawień.
pozdrawiam
Myślę, że ze względu na koszty, na razie na starcie kupię butlę 10 L. Dalej się zobaczy.
Może od biedy wejdzie ta 50, ale do wymiany będę potrzebował zewnętrznego transportu. Zobaczę jak będzie schodziło.
Palnik na pewno dokupię, ale dopiero jak zestaw wyląduje „w domu”.
Sprawdzę sobie jak i co z tym Bytomiem. Może bez sensu ciągnąć i czekać z Chin.
Widziałem jeszcze taki zgrabny palnik z główką kątową obracaną 360 stopni. Może to jest jakaś alternatywa.
Zrobić chłodnicę tak jak mówisz, nie jest dużym problemem dla mnie.
Pewnie bym ogarnął, ale na ten moment wolę nie uruchamiać dodatkowych pobocznych tematów, bo w kilku już ugrzęzłem i muszę je skończyć.
Kurcze.
Jesteś którąś z kolei osobą wspominającą o tym, że bez chłodzenia wodą nie da się ujechać, więc raczej pójdę w kierunku chłodzenia, ale potem. Jak się zainstalują z wersją podstawową.
Było by super, gdyby udało się taki test porównawczy zrobić dla 200 i 250.
Co do tych błyszczących spawów.
Po prostu jestem zielony w spawaniu tig i nie mam pojęcia od czego to zależy.
W jakim stopniu od sprzętu a w jakim od spawacza.
Po prostu to co widziałem z WF było wszędzie szare, matowe.
Pytanie co to jest ? Tlenki ? To kiedy powstają ? Pod osłoną ? W jaki sposób ?
Słyszałem opinię, że zbyt wolne tempo prowadzenia palnika, powoduje właśnie taką spoinę. Chciałbym tylko się upewnić, że to nie jest cecha samego sprzętu i jego utrzymywania parametrów łuku, bo tego nie przeskoczę.
Z kemppi też tak miałem, że na początku nauki spawy nie były najszczęśliwsze. Ale tu miałem pewność że sprzęt jest poprawnie zbudowany.
Jeśli chodzi o SPOT.
Zgrzewy można robić tylko pomiędzy blachami ze stali. I to logiczne. Brak osłony i możliwości oczyszczenia z tlenków, bo łuk nie sięga łączonych miejsc.
Bardziej napalony jestem na te kalibrowane czasy impulsów, bo wiadomo, że z ręki trudno utrzymać jednolitość, a bardzo krótkich czasów z palca nie puścisz.
Mam dużo tematów bardzo cienkich kratek, stelaży, więc sobie wymyśliłem, że to jest akurat do tego wymarzona funkcja.
Złączeń jest kilkadziesiąt punktów na detal.
Do tej pory, blachy np. lub cienkie druty z czarnej MAG Kempi daje radę na małych prądach, nawet z automatycznych ustawień.
pozdrawiam
- 25 cze 2018, 07:35
- Forum: Spawalnictwo i obróbka cieplna
- Temat: TIG Welder Fantasy Jet Tig2 200 PFC ac/dc
- Odpowiedzi: 31
- Odsłony: 5172
Re: TIG Welder Fantasy Jet Tig2 200 PFC ac/dc
Cześć.
Dzięki za opinię.
Tak, masz rację, właśnie dlatego że mam Kemppi, tak się certolę z zakupem.
Druga sprawa, że nie mam parcia. Zobaczymy ile jeszcze odłożę.
Co do uchwytu.
To prawda, ten z zestawu jest bardzo nieporęczny i myślałem o czymś mniejszym i elastyczniejszym.
No ale do wody trzeba jeszcze dołożyć kolejne pieniądze na chłodnicę.
Myślałem więc o jakimś też Chińczyku małego rozmiaru - zresztą oni są wszyscy mali)).
Tak mi po głowie jeszcze chodzi SPOT z jego kalibrowanymi impulsami na krótkich czasach.
Jeśli chodzi o różnicę 200A/250A słyszałem też opinie od użytkownika, że ten mocniejszy słabo spawa precyzyjnie. No ale może to są historie i opowieści.
A powiedz, jeszcze jedno.
Ponieważ wszystkie spoiny jakie widziałem na alu z tego tiga, były szare i mam obawy czy da się pospawać czysto i błyszcząco.
Mam tematy, w których właśnie to będzie jednym z kryteriów oceny spawów.
Da się tak nią spawać żeby lico było błyszczące ?
Wiem, wiem, już mnie wyżej koleszka podsumował, że nie to jest ważne tylko przetop i poprawność połączenia. Ale jak wspomniałem , mam takie tematy gdzie błyszcząca, czysta spoina jest ważna i już.
No, pozostaje kwestia butli. Do maga starcza mi 8L CO2. Jest poręczna i do małego warsztatu daje radę a i punkt wymiany mam blisko więc może być.
Co do argonu to nie jetem pewien. Wielka 50 l mi nie wejdzie i nie mam jej jak wozić. 8/10 L wydaje się mała , ale nie wiem, podobno argonu leci więcej. Piszę podobno bo nie wiem. Niby na migu też mam przepływ 8l/min ale nie liczyłem ile m3 jest argonu i CO2.
Zostaje 30 l ale jest masakrycznie droga. W punkcie mówią ze dlatego ze mało kto produkuje a i ciśnienie pracy jest na 300 Bar.
Ale na początek muszę zdecydować jaki zestaw startowy. Potem zobaczymy.
Butlę można dokupić. Mała się przyda na wyskoki.
Uchwyt i tak jest jaki jest w zestawie, więc to kwesta dokupienia potem.
Ważne na tem moment czy WF ?
Potem jaki ? 200 czy 250 ? ( a mam 16 A na zabezpieczeniu)
No i czy SPOT czy bez.
pozdrawiam
Dzięki za opinię.
Tak, masz rację, właśnie dlatego że mam Kemppi, tak się certolę z zakupem.
Druga sprawa, że nie mam parcia. Zobaczymy ile jeszcze odłożę.
Co do uchwytu.
To prawda, ten z zestawu jest bardzo nieporęczny i myślałem o czymś mniejszym i elastyczniejszym.
No ale do wody trzeba jeszcze dołożyć kolejne pieniądze na chłodnicę.
Myślałem więc o jakimś też Chińczyku małego rozmiaru - zresztą oni są wszyscy mali
Tak mi po głowie jeszcze chodzi SPOT z jego kalibrowanymi impulsami na krótkich czasach.
Jeśli chodzi o różnicę 200A/250A słyszałem też opinie od użytkownika, że ten mocniejszy słabo spawa precyzyjnie. No ale może to są historie i opowieści.
A powiedz, jeszcze jedno.
Ponieważ wszystkie spoiny jakie widziałem na alu z tego tiga, były szare i mam obawy czy da się pospawać czysto i błyszcząco.
Mam tematy, w których właśnie to będzie jednym z kryteriów oceny spawów.
Da się tak nią spawać żeby lico było błyszczące ?
Wiem, wiem, już mnie wyżej koleszka podsumował, że nie to jest ważne tylko przetop i poprawność połączenia. Ale jak wspomniałem , mam takie tematy gdzie błyszcząca, czysta spoina jest ważna i już.
No, pozostaje kwestia butli. Do maga starcza mi 8L CO2. Jest poręczna i do małego warsztatu daje radę a i punkt wymiany mam blisko więc może być.
Co do argonu to nie jetem pewien. Wielka 50 l mi nie wejdzie i nie mam jej jak wozić. 8/10 L wydaje się mała , ale nie wiem, podobno argonu leci więcej. Piszę podobno bo nie wiem. Niby na migu też mam przepływ 8l/min ale nie liczyłem ile m3 jest argonu i CO2.
Zostaje 30 l ale jest masakrycznie droga. W punkcie mówią ze dlatego ze mało kto produkuje a i ciśnienie pracy jest na 300 Bar.
Ale na początek muszę zdecydować jaki zestaw startowy. Potem zobaczymy.
Butlę można dokupić. Mała się przyda na wyskoki.
Uchwyt i tak jest jaki jest w zestawie, więc to kwesta dokupienia potem.
Ważne na tem moment czy WF ?
Potem jaki ? 200 czy 250 ? ( a mam 16 A na zabezpieczeniu)
No i czy SPOT czy bez.
pozdrawiam
- 13 cze 2018, 11:26
- Forum: Spawalnictwo i obróbka cieplna
- Temat: TIG Welder Fantasy Jet Tig2 200 PFC ac/dc
- Odpowiedzi: 31
- Odsłony: 5172
Re: TIG Welder Fantasy Jet Tig2 200 PFC ac/dc
Jeszcze nie.






